Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.

Des modèles de diagnostic simples peuvent être utilisés pour visualiser l’anatomie du patient, pour la planification du cas, la présentation, etc. Grâce à la fonction Scan vers modèle de PreForm, un logiciel de conception dentaire autonome n’est pas nécessaire : vous pouvez convertir des empreintes numériques directement en modèles de diagnostic pour les imprimer sur les imprimantes 3D Formlabs.
Formlabs offre de multiples options de matériaux, tous validés pour la production de modèles dentaires précis. Utilisez Fast Model Resin pour des impressions rapides, Precision Model Resin pour des modèles couleur pierre ou White Resin pour des modèles d'un blanc éclatant.
Des modèles de diagnostic simples peuvent être utilisés pour visualiser l’anatomie du patient, pour la planification du cas, la présentation, etc. Grâce à la fonction Scan vers modèle de PreForm, un logiciel de conception dentaire autonome n’est pas nécessaire : vous pouvez convertir des empreintes numériques directement en modèles de diagnostic pour les imprimer sur les imprimantes 3D Formlabs.
Formlabs offre de multiples options de matériaux, tous validés pour la production de modèles dentaires précis. Utilisez Fast Model Resin pour des impressions rapides, Precision Model Resin pour des modèles couleur pierre ou White Resin pour des modèles d'un blanc éclatant.
Essentiels
Équipement et matériaux nécessaires
Produits par Formlabs :
L'imprimante 3D SLA de Formlabs avec bac à résine et plateforme de fabrication compatibles.
Produits par des tiers :
Scanner intraoral 3D
Alcool isopropylique (IPA) >90% ou Formlabs Resin Washing Solution
Outils de retrait des pièces
Logiciel nécessaire
Produits par Formlabs
Dernières versions de PreForm Dental et du firmware
1. Scan
Une empreinte numérique est le point de départ de toute impression 3D dentaire. La méthode la plus rapide et la plus simple pour obtenir ces données est l'utilisation d'un scanner intraoral 3D. Le logiciel PreForm de Formlabs est compatible avec tout scanner capable d'exporter le scan sous forme de fichier .STL.
Sans scanner intraoral 3D, une empreinte physique ou un modèle en plâtre peut être scanné avec un scanner 3D de bureau.
Quel que soit le type de scanner utilisé, veillez à ce que les scans des cas soient exportés au format STL ou OBJ.

2. Conception
Remarque
Si vous ne connaissez pas encore le logiciel PreForm, veuillez consulter cette liste de lecture sur notre chaîne YouTube.
2.1 Scan vers modèle dans PreForm
Dans PreForm Dental, la fonction Scan vers modèle élimine le besoin d'un logiciel de conception dentaire séparé, vous permettant de concevoir des modèles de diagnostic directement dans PreForm. Il est important de choisir l'espace de travail dentaire, car dans l'espace de travail standard, vous n'aurez pas accès à la fonction Scan vers modèle. Le passage à l'espace de travail dentaire est expliqué ci-dessous.
Remarque
La fonction Scan vers modèle n'est disponible que sur les imprimantes optimisées pour les matériaux dentaires, comme la Form 4B, la Form 3B/+, la Form 4BL, etc.
2.2 Configuration de la tâche
Ouvrez PreForm Dental et sélectionnez votre
Imprimante (1)
Matériau (2)
Épaisseur de couche (3)
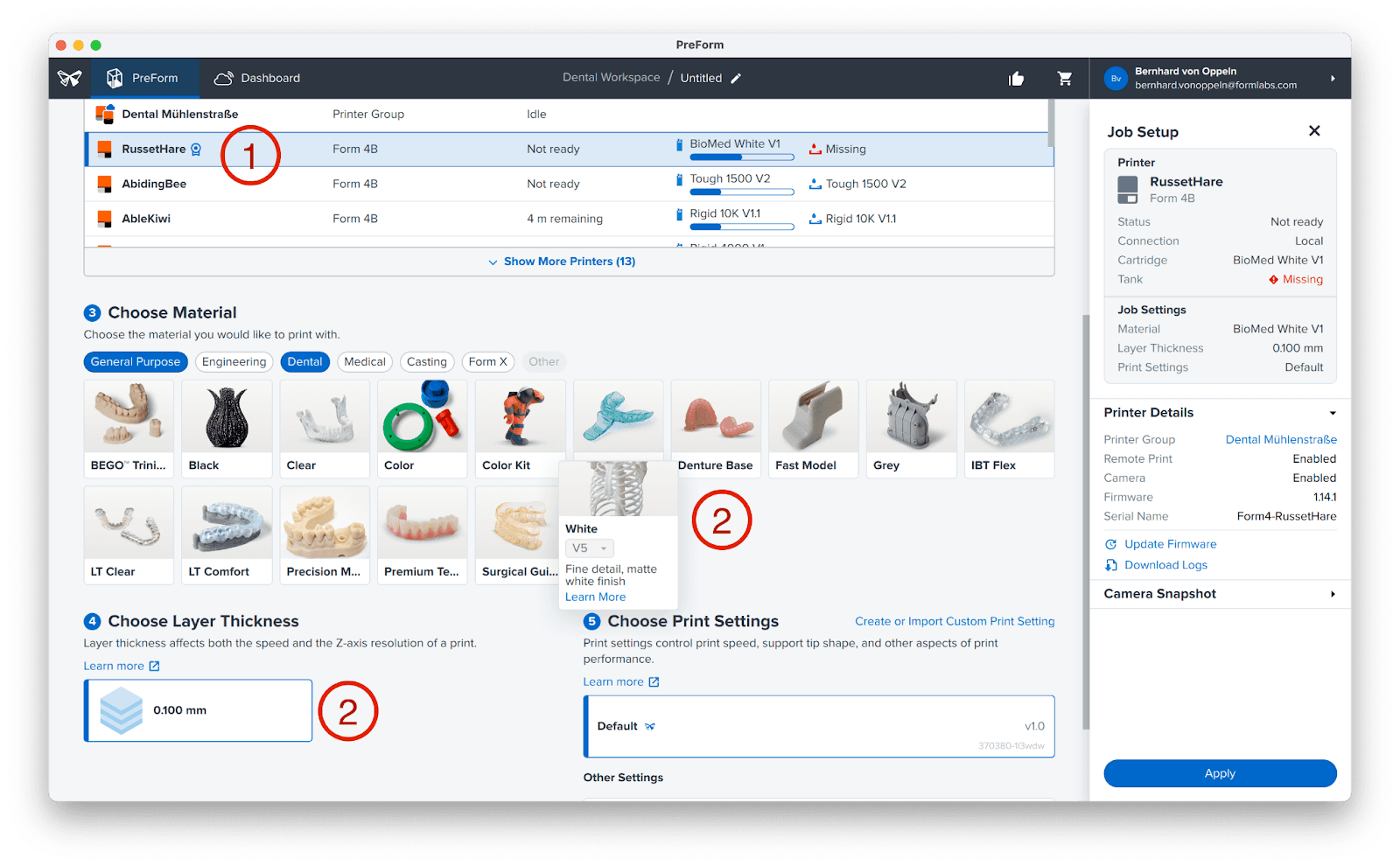
Nous recommandons de sélectionner une épaisseur de couche qui optimise votre temps d'impression et votre consommation de matériau tout en fournissant le niveau de détail requis. En général, une épaisseur de couche plus faible produira des modèles avec une meilleure finition de surface, mais contre un temps d’impression augmenté. Pour les modèles de diagnostic simples qui ne sont pas utilisés pour la production de dispositifs spécifiques, 0,1 mm ou plus est un bon choix.
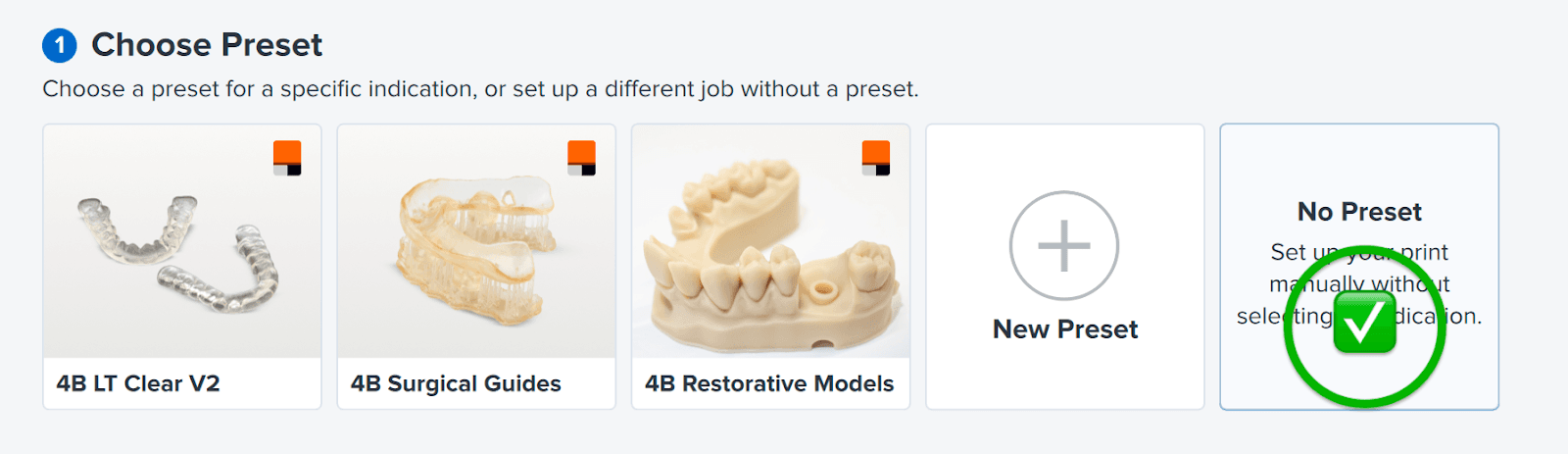
Remarque
Ne sélectionnez pas de préréglage, car les préréglages ne sont pas conçus pour les scans intraoraux bruts.
Nous recommandons de choisir l'une des résines suivantes :

Fast Model Resin
Rapide et précise, idéale pour les modèles orthodontiques

Precision Model Resin
Des modèles de haute précision semblables à du plâtre

White Resin ou Grey Resin
Modèles impressionnants en blanc brillant ou en gris simple pour les présentations aux patients
2.3 Importation du scan
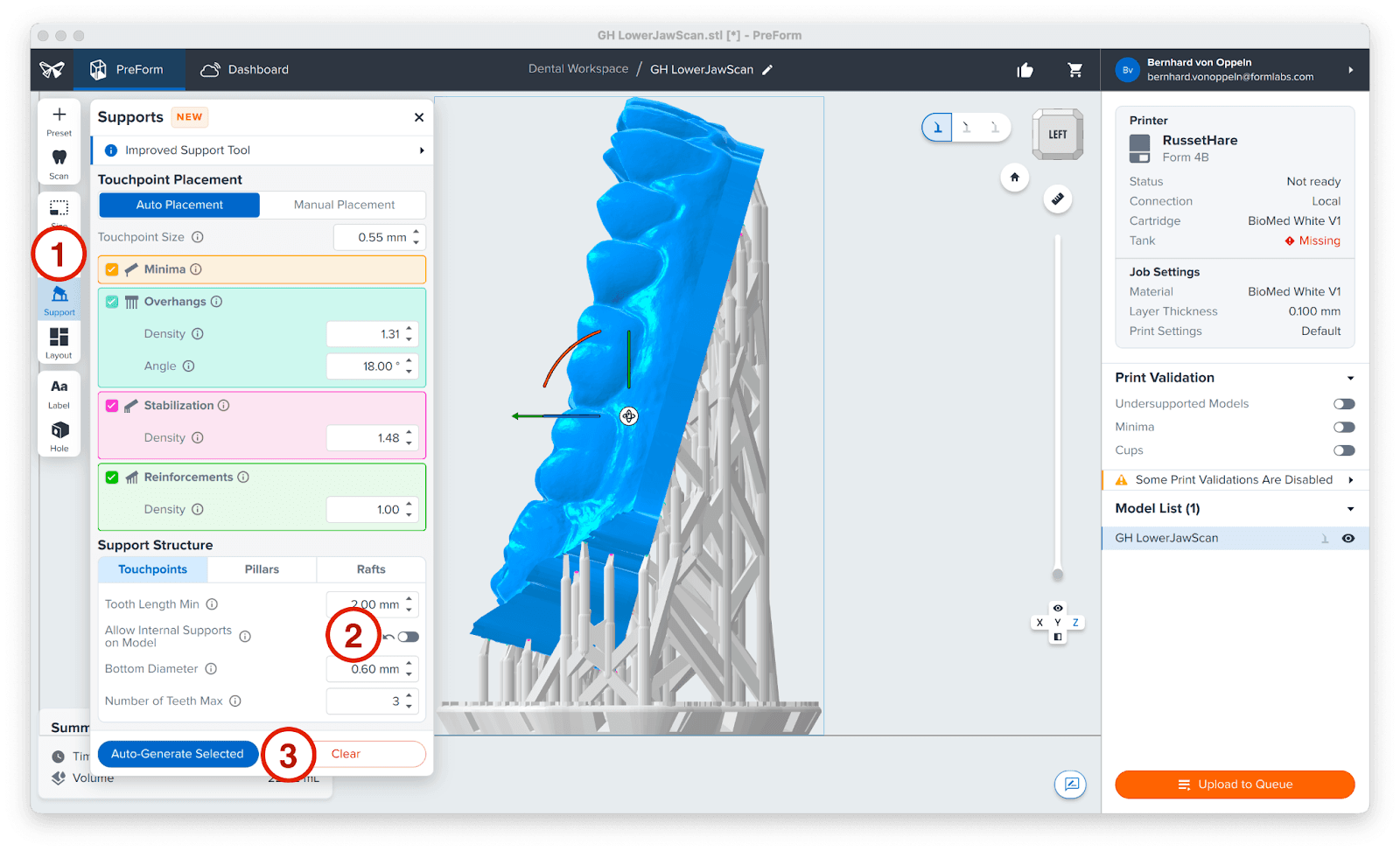
Si vous utilisez l'espace de travail de PreForm Dental avec une imprimante compatible sélectionnée, l'icône Scan vers modèle sera présente à gauche de l'écran.
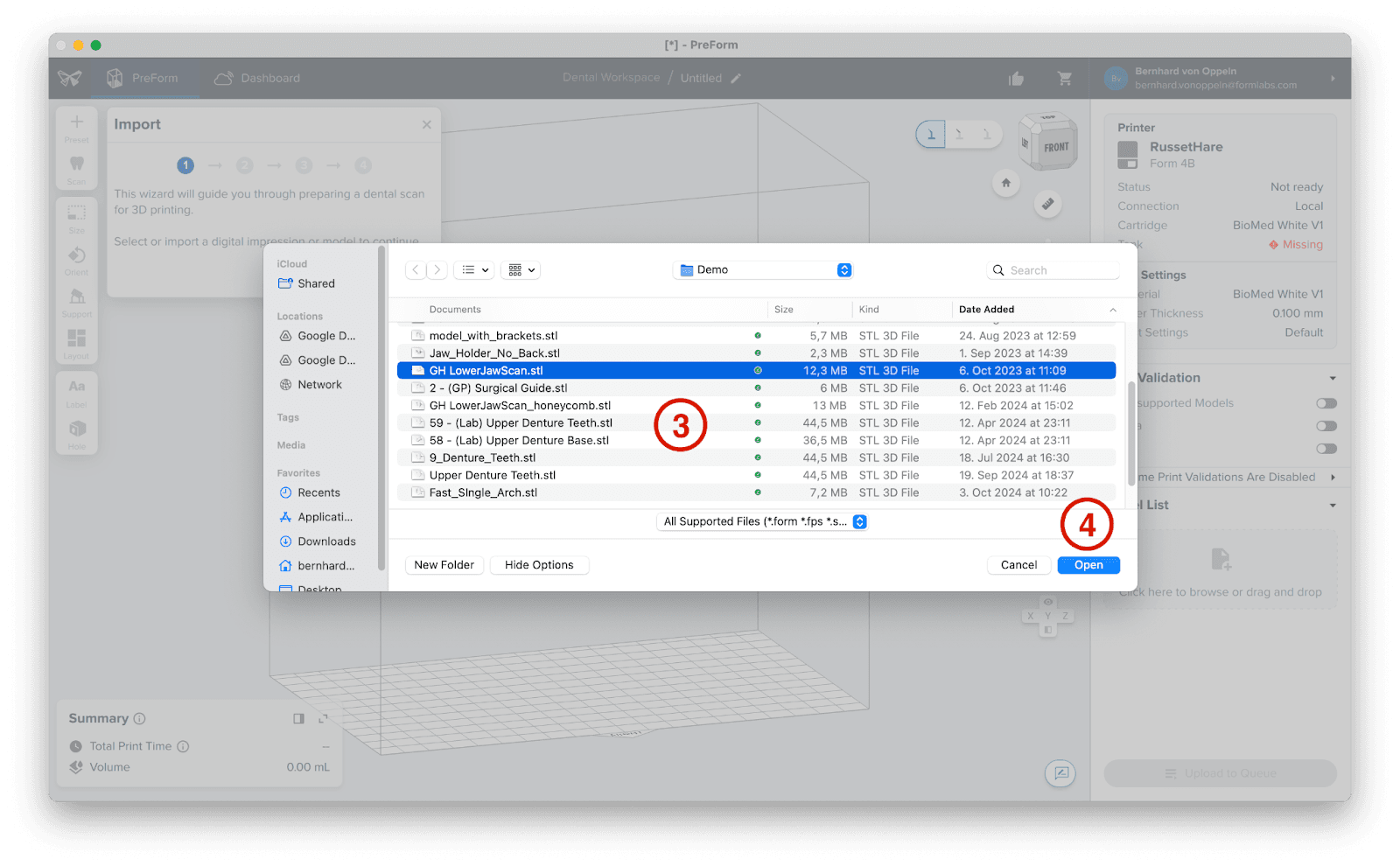
Cliquez sur l'icône représentant une dent (1) dans le menu de gauche pour ouvrir Scan to Model (Scan vers modèle).
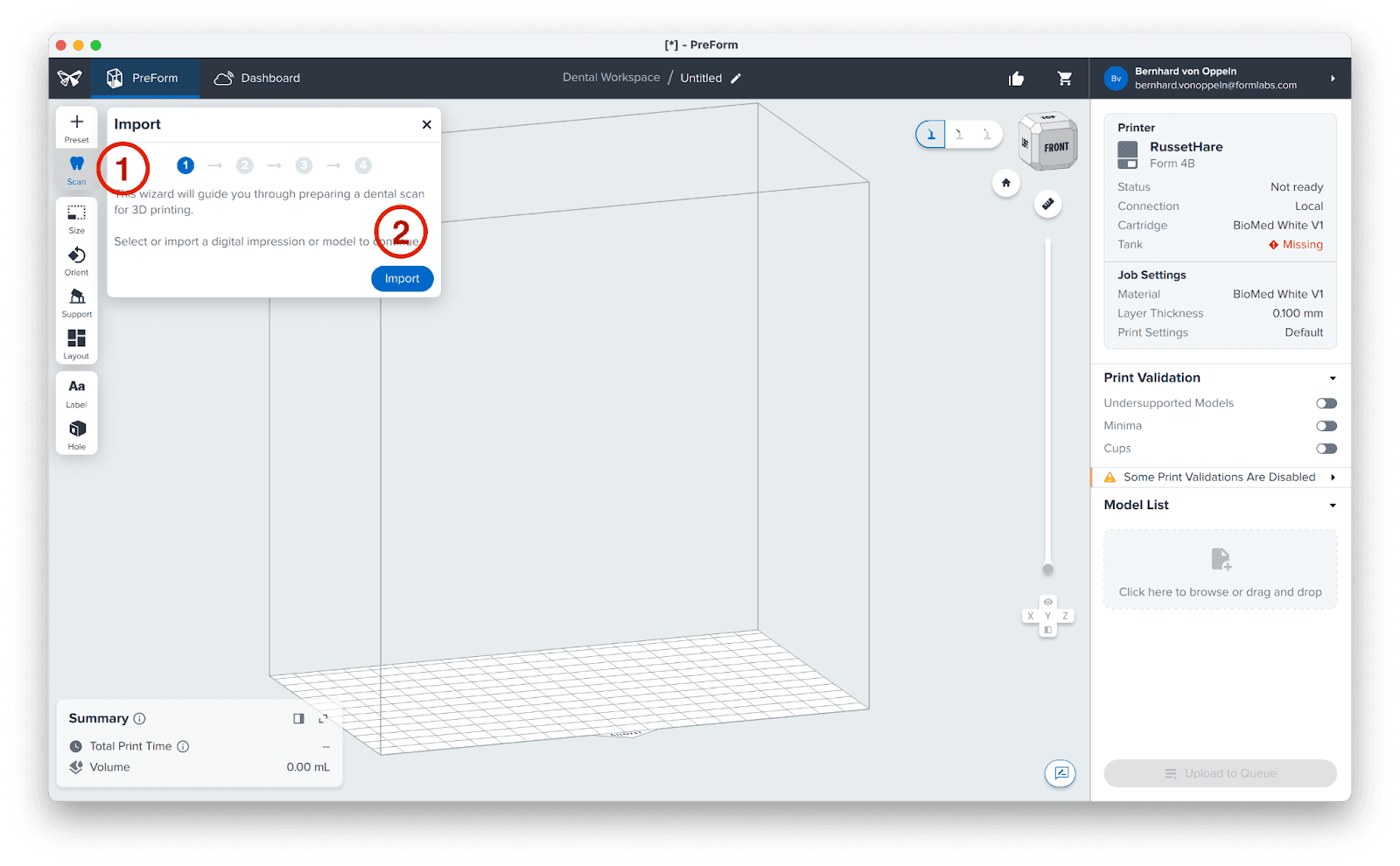
Cliquez sur le bouton Import (Importer) (2).
Localisez le fichier .STL sur votre ordinateur ou sur le réseau (3), puis cliquez sur Ouvrir (4).
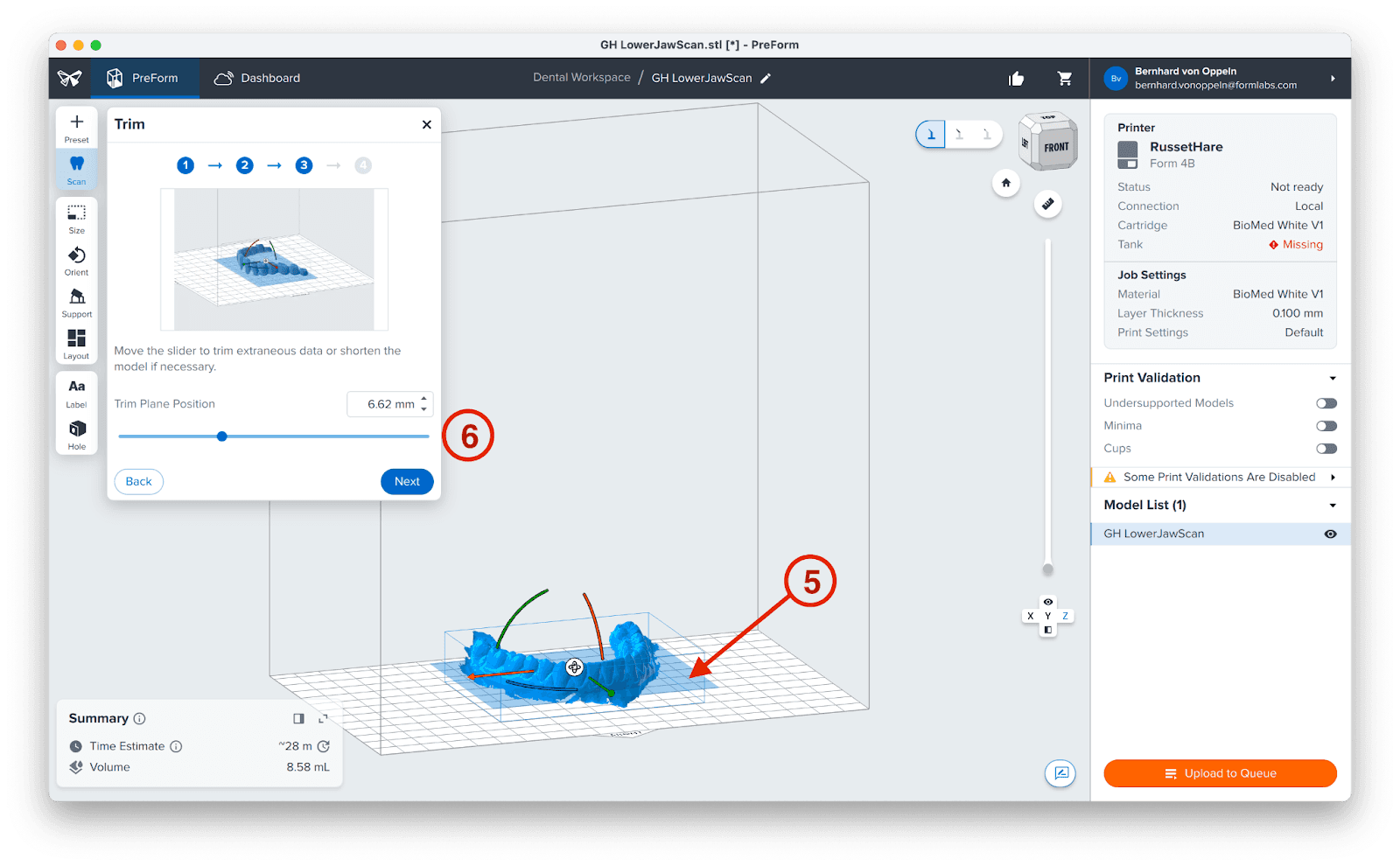
2.4 Alignement du scan
Dans le flux de travail Scan vers modèle, cliquer sur Next (Suivant) permet d'aligner automatiquement le maillage sur la plateforme de fabrication, les dents étant tournées vers l'extérieur. Un plan de coupe bleu (5), initialisé à environ 3 mm sous le point le plus bas des dents scannées sur la gencive, apparaît et peut être ajusté si nécessaire à l'aide du curseur (6). Laissez-le tel quel et cliquez sur Next (Suivant).
2.5 Création de la base
Pour améliorer la stabilité et éviter la casse lors du retrait des modèles de la plateforme de fabrication, en particulier ceux avec des structures plus étroites comme une mâchoire inférieure, il est recommandé d'ajuster le curseur (6). Déplacer le curseur à 3 mm (7) ajoutera 3 mm supplémentaires de matériau sous le plan de coupe, créant ainsi une base plus robuste pour votre modèle. Si la position du curseur reste inchangée, tout le matériau en-dessous du plan de coupe sera supprimé.
En option: vous pouvez également cocher la case Hollow model (Modèle creux)
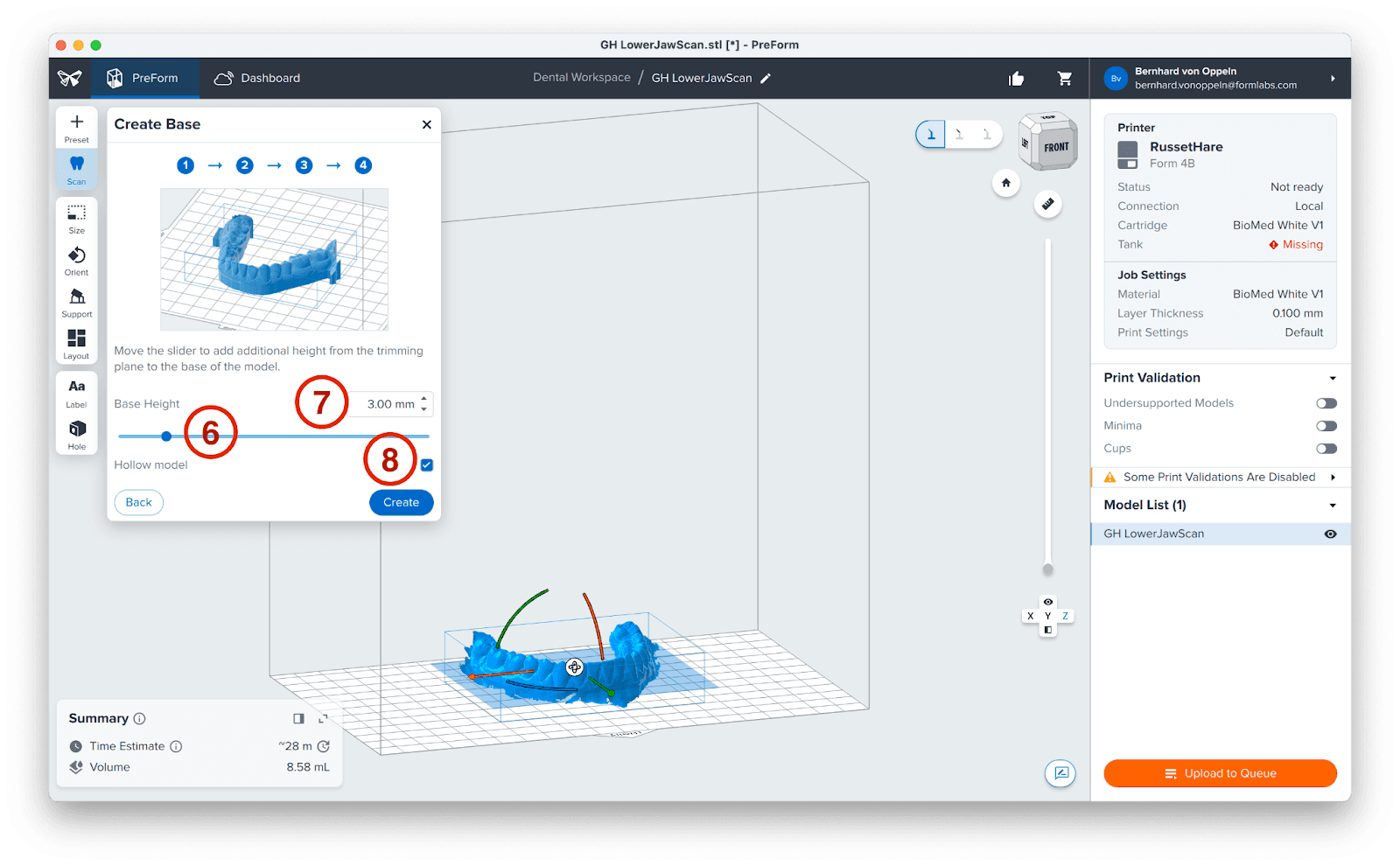
Cliquez sur Create (Créer) pour générer le modèle en quelques secondes. Ce flux de travail prend en charge plusieurs scans simultanément, bien que l'ajustement de chacune des bases des modèles soit toujours nécessaire.
3. Impression
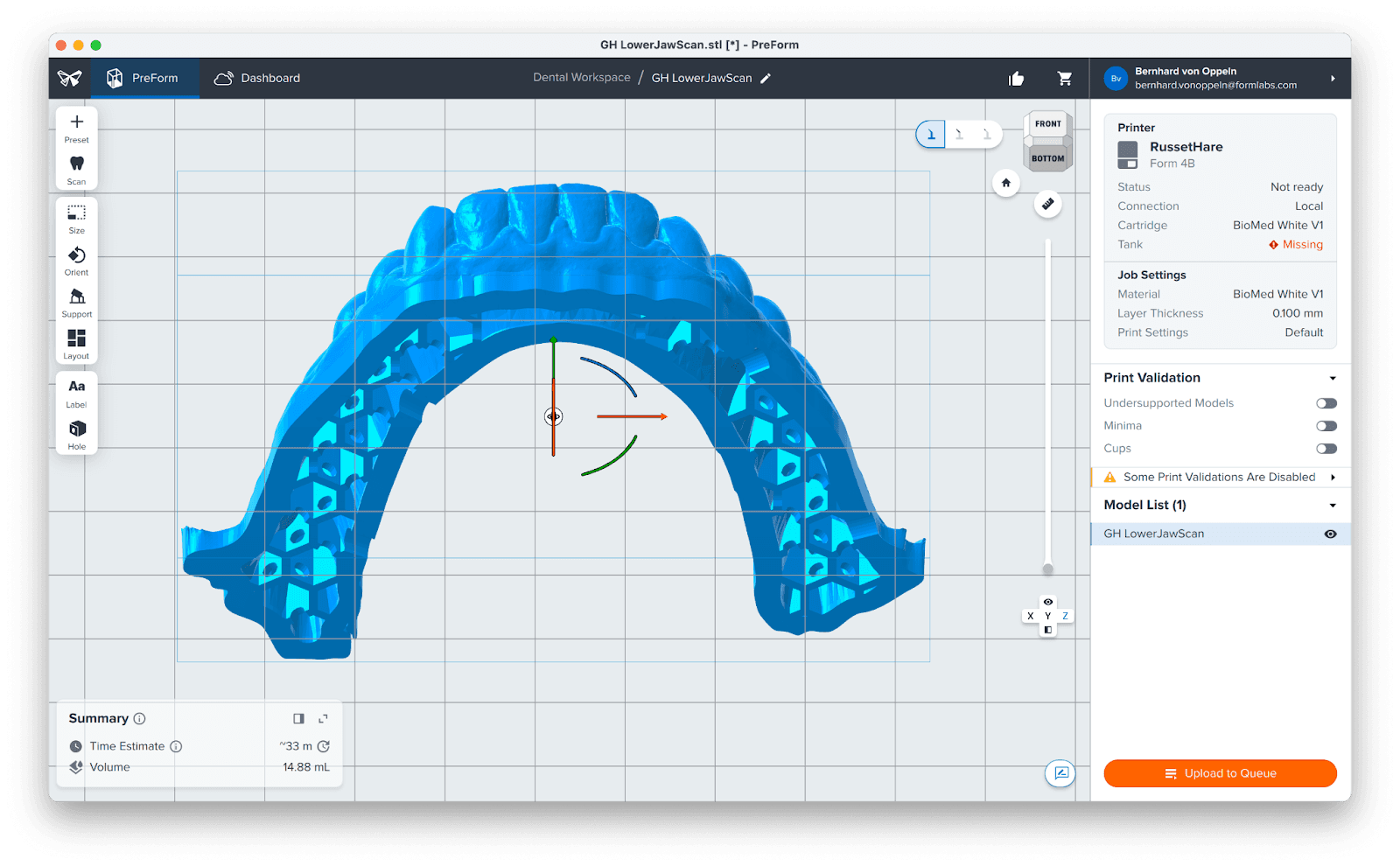
Nous recommandons de laisser le modèle à plat sur la plateforme de fabrication pour assurer la stabilité, réduire le temps d'impression et diminuer la consommation de résine. Ensuite, cliquez sur Print Now (Imprimer maintenant). Si votre imprimante n'est pas prête à imprimer, le bouton devient Upload to Queue (Téléverser dans la file d'attente), et l'impression démarre une fois que vous avez préparé votre imprimante.
3.1 Ajout de supports (facultatif)
Par ailleurs, pour maximiser le nombre de modèles dans une seule tâche d'impression, vous pouvez les orienter presque verticalement. Bien que cette approche permette de placer plus de modèles sur la plateforme de fabrication par rapport à une orientation à plat, elle entraînera des temps d'impression plus longs et une précision légèrement réduite. Allez sur Support (1), désactivez les supports internes pour éviter les supports inutiles sur le côté creux (2), et cliquez sur Auto-Generate Selected (Générer automatiquement la sélection) (3).
3.2 Démarrage de l'impression
Allez à votre imprimante, secouez la cartouche de résine, puis insérez la cartouche, une plateforme de fabrication et un bac à résine compatible dans votre imprimante 3D Formlabs.
Lancez l’impression en sélectionnant la tâche d’impression sur l’écran tactile de l’imprimante.
Suivez toutes les instructions ou boîtes de dialogue affichées sur l’écran de l’imprimante.
L’imprimante terminera l’impression automatiquement.
Remarque
Veuillez vérifier la compatibilité des imprimantes et des résines sur le site de l’assistance Formlabs avant l’impression.
4. Post-traitement
4.1 Retrait des pièces
Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.
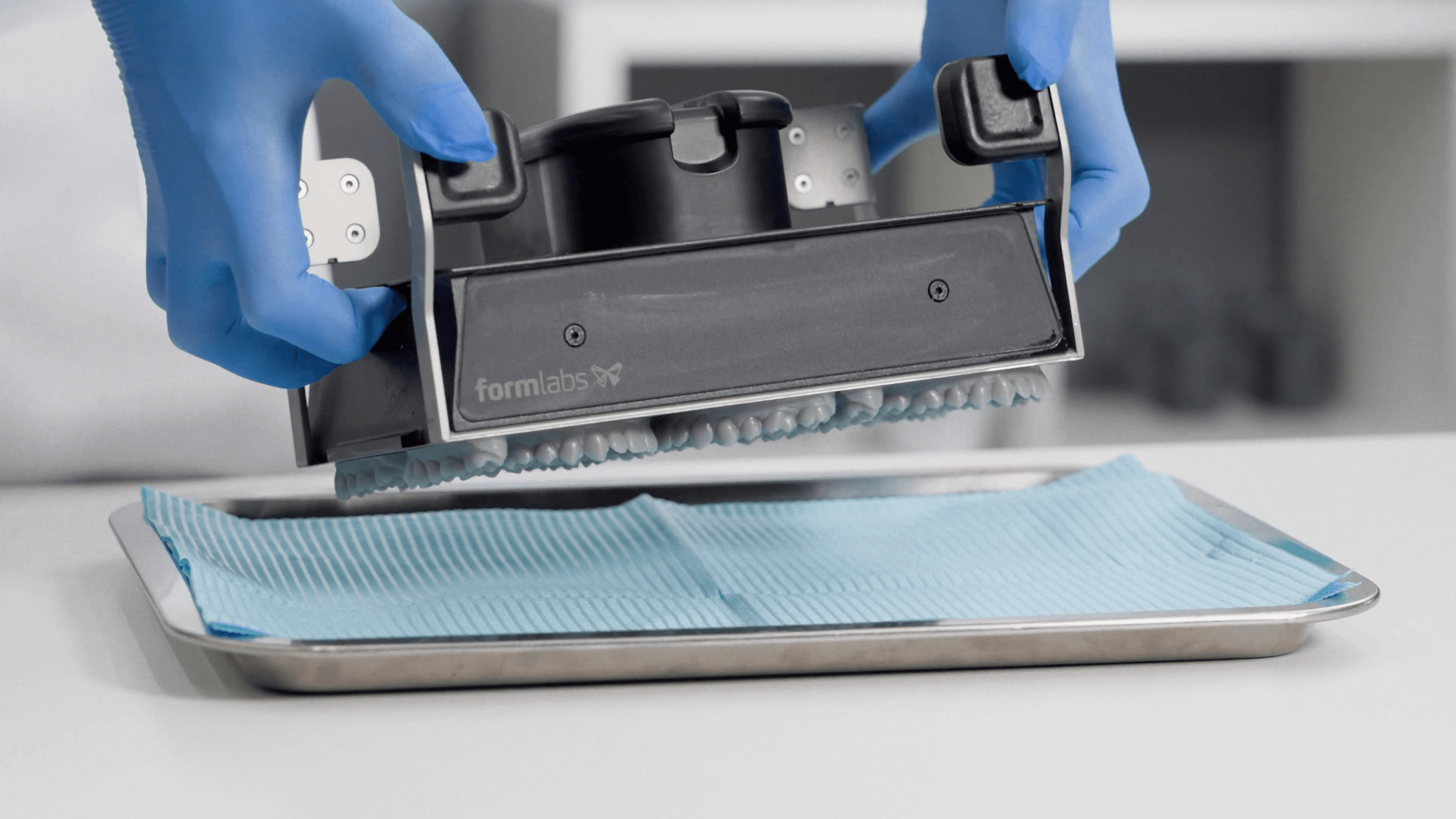
Retirez les pièces imprimées de la plateforme de fabrication. Si vous avez imprimé sur une Flex Build Platform, il vous suffit de pousser les poignées pour retirer le(s) modèle(s).
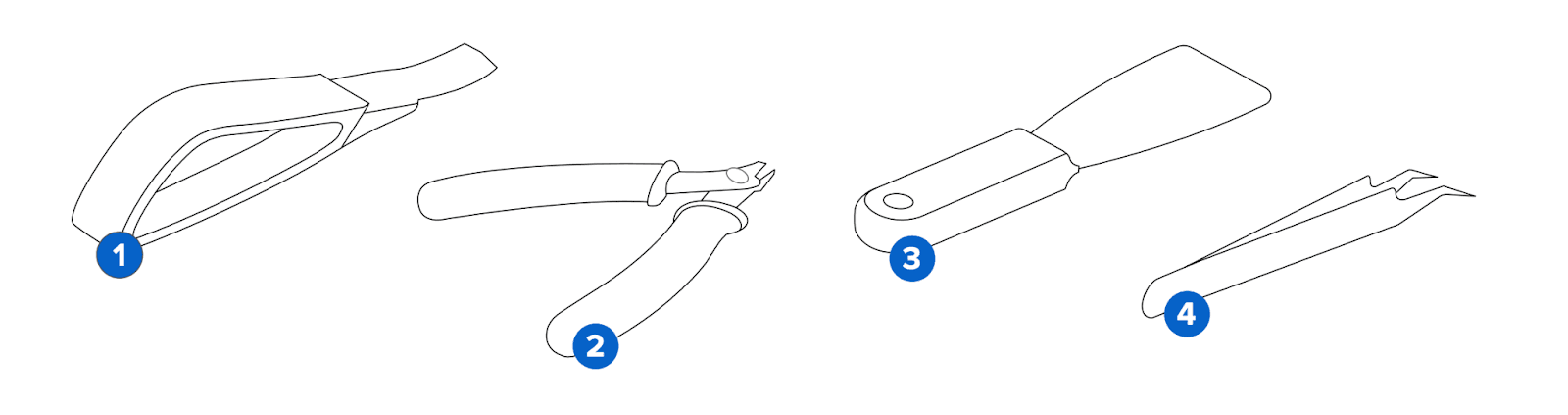
Sinon, utilisez une spatule (1) ou l'outil de retrait de pièces du Finish Kit.
Attention
N’appliquez jamais de force sur la spatule quand elle est dirigée vers votre main ou votre corps.
4.2 Lavage
Attention
Lors du lavage de la pièce imprimée avec un solvant, veillez à ce que l'environnement soit correctement ventilé et utilisez des masques et des gants de protection. La résine périmée ou inutilisée doit être éliminée conformément à la réglementation locale.
Lavez les pièces dans une Form Wash ou en utilisant les paniers du Finish Kit. Les modèles peuvent être lavés avec de l'alcool isopropylique ou de la Formlabs Resin Washing Solution. En savoir plus sur le lavage des modèles dans cet article.
4.3 Séchage et inspection
Après avoir retiré les pièces du lavage, laissez-les sécher à l'air libre à température ambiante dans un endroit bien ventilé pendant environ 30 minutes. Le processus de séchage peut être accéléré par l'utilisation d'air comprimé. Assurez-vous que l'alcool isopropylique ou la solution de lavage de la résine s'est complètement évaporée avant de poursuivre.
Après l'impression et le lavage, inspectez minutieusement les pièces pour vous assurer qu'elles sont propres et sèches. Leurs surfaces doivent impérativement être débarrassées de tout reste d’alcool, résine liquide excédentaire ou particules résiduelles avant de continuer. Si de la résine humide non polymérisée est encore présente après le séchage, immergez la pièce dans de l'alcool isopropylique propre pendant environ une minute, ou utilisez une bouteille à pipette, puis séchez à nouveau les pièces comme décrit précédemment.
4.4 Post-polymérisation
Après lavage et séchage, placez les modèles dans la Form Cure. Sélectionnez le préréglage approprié sur la Form Cure, et démarrez le processus de polymérisation.
4.5 Retrait des supports (facultatif)
Les imprimantes SLA de Formlabs produisent des pièces dont les structures de support présentent un minimum de points de contact, ce qui permet de les retirer facilement.
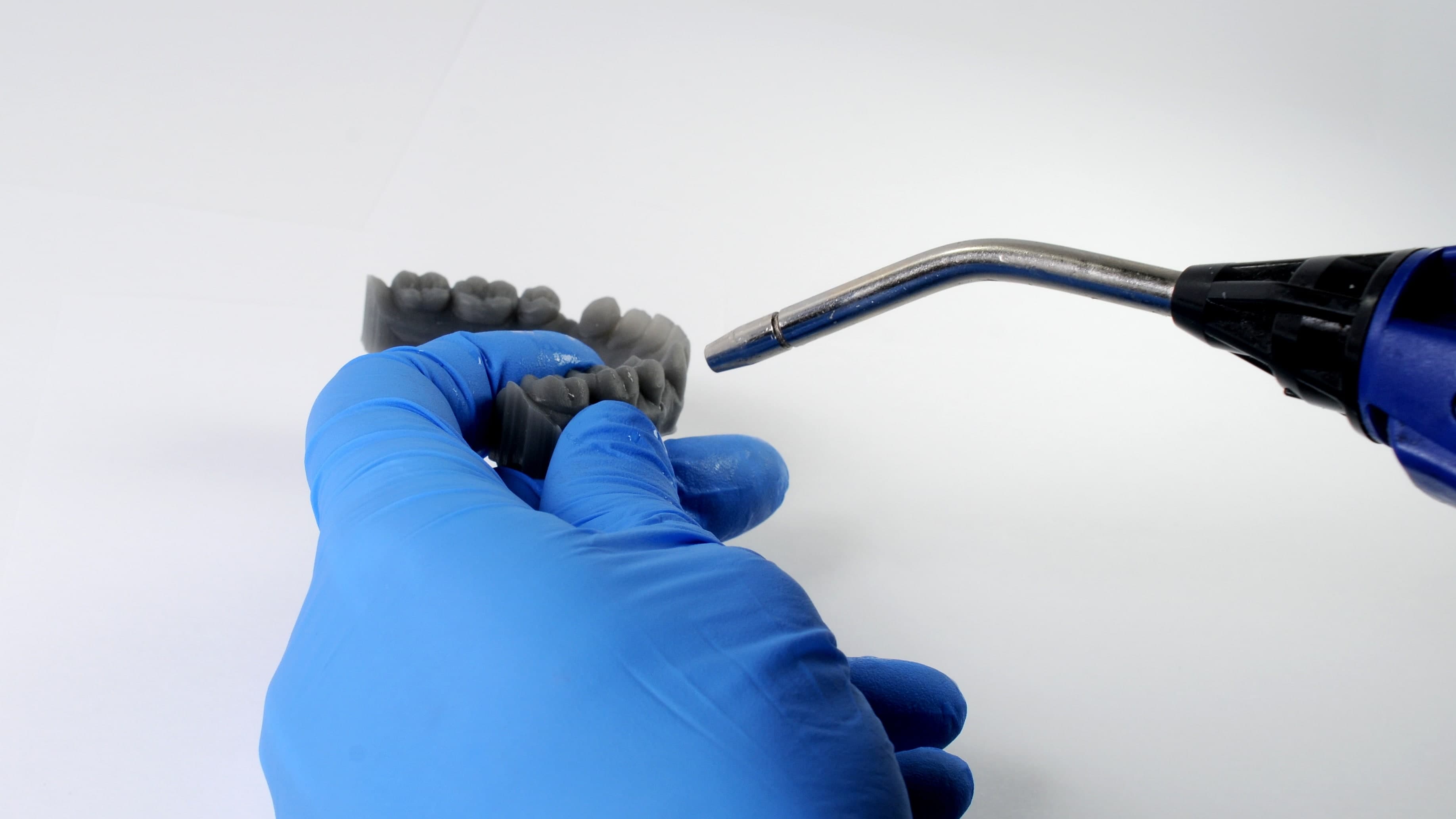
Bien qu'il soit plus rapide d'arracher les supports d'une pièce, cela peut endommager le modèle ou laisser des traces. Par conséquent, nous recommandons de couper individuellement les supports connectés à l'anatomie critique à l'aide de la pincette de votre Finish Kit, ou d'un disque de coupe avec une pièce à main dentaire.

Élimination des déchets
1. Les résines polymérisées ne sont pas dangereuses et peuvent être éliminées comme des déchets ordinaires. Suivez les protocoles de l’établissement pour les déchets pouvant être considérés comme présentant un danger biologique.
2. La résine liquide doit être éliminée conformément à la réglementation publique (communautaire, nationale et régionale).
Veuillez contacter un service professionnel autorisé d’élimination des déchets pour éliminer la résine liquide.
Ne laissez pas la résine pénétrer dans les réseaux d’égouts ou d’évacuation d’eau de pluie.
Évitez de la rejeter dans l’environnement.
Les emballages contaminés doivent être éliminés comme s'il s'agissait d'un produit non utilisé.
5. Compatibilité des imprimantes 3D Formlabs et des résines
Les modèles de diagnostic peuvent être imprimés à l'aide des imprimantes SLA et des matériaux Formlabs suivants.
| Imprimantes | Résines |
|
Form 4B Form 4BL |
Fast Model Resin Precision Model Resin White Resin |
|
Form 3BL Form 2 |
Draft Resin Model Resin White Resin |
Ressources supplémentaires
Explorez les ressources dentaires de Formlabs pour consulter des guides détaillés, des tutoriels, des livres blancs, des webinaires, etc.
La dentisterie rendue plus simple
La Form 4B est une imprimante 3D dentaire ultra-rapide qui offre la gamme de matériaux la plus complète pour la dentisterie et l'orthodontie. Créez des modèles dentaires et des applications biocompatibles de haute qualité en un temps record, avec un flux de travail simple, une fiabilité à la pointe du secteur et une qualité de pièces imprimées impressionnante, grâce à l'écosystème de la Form 4B.
