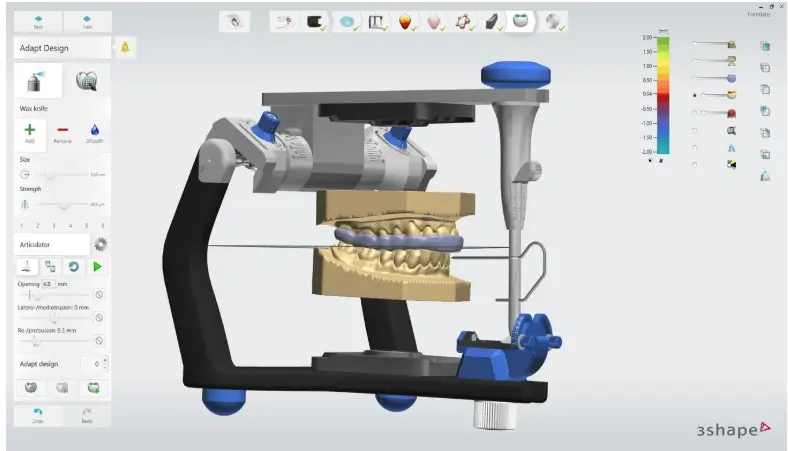
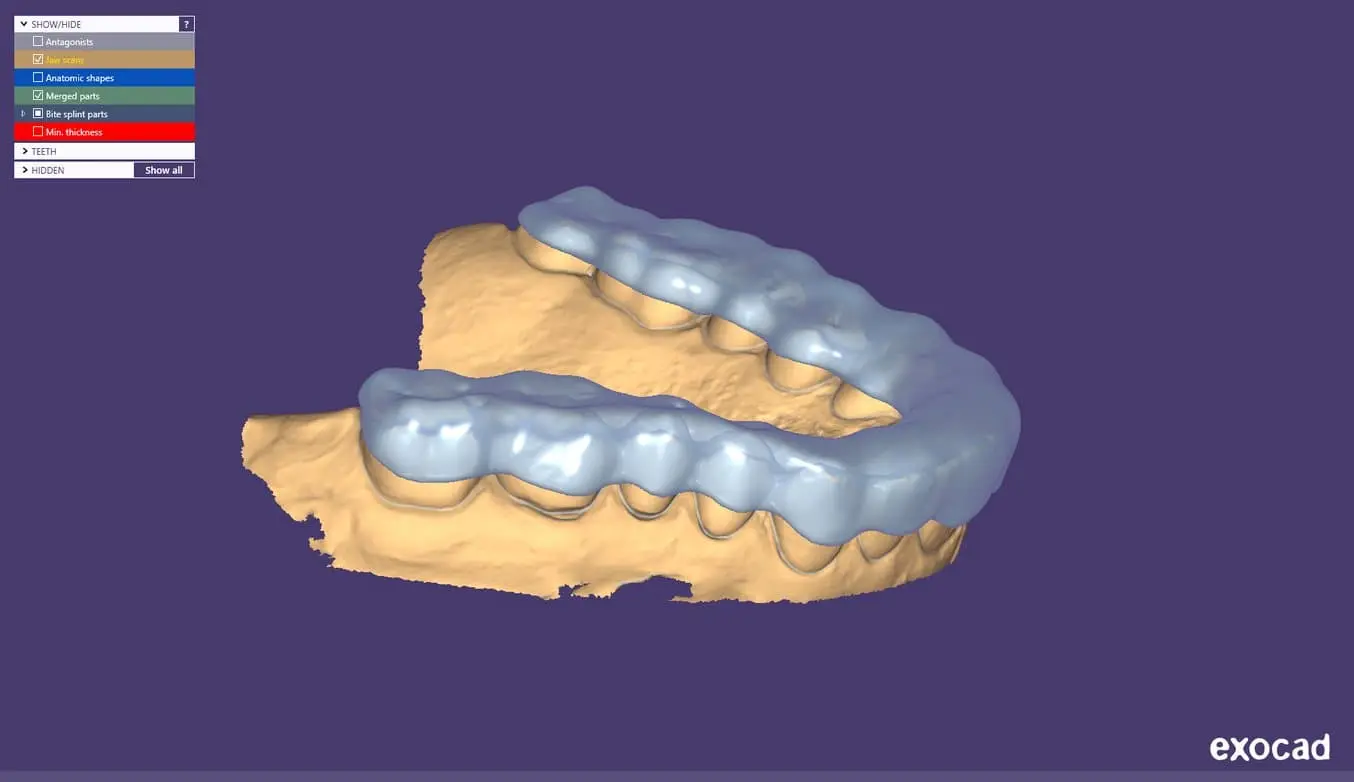
Il existe plusieurs options en termes de logiciels de modélisation dentaire capables de concevoir un modèle numérique de plaque occlusale. Dans ce guide d’application, nous exposerons les paramètres pour Dental System de 3Shape, et ExoCAD.
Il existe aussi des sous-traitants en CAO dentaire auxquels vous pouvez envoyer un modèle numérique pour qu’ils effectuent le travail de conception.
Contraintes générales de fabrication
Veuillez consulter le guide de fabrication approprié pour connaître les exigences de fabrication spécifiques au matériau, telles que l'épaisseur minimale de la surface occlusale et l'épaisseur minimale de la paroi.
Paramètres de 3Shape Dental System et d’exocad
Dental LT Clear Resin (V2) : Écart de 0,05 mm à 0,10 mm (en fonction de l’ajustement désiré et de la conception du dispositif. Plus cette valeur est faible, plus l’ajustement sera précis)
Dental LT Comfort Resin : Écart de 0,01 mm à 0,03 mm (en fonction de l’ajustement désiré et de la conception du dispositif. Plus cette valeur est faible, plus l’ajustement sera précis)