Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.

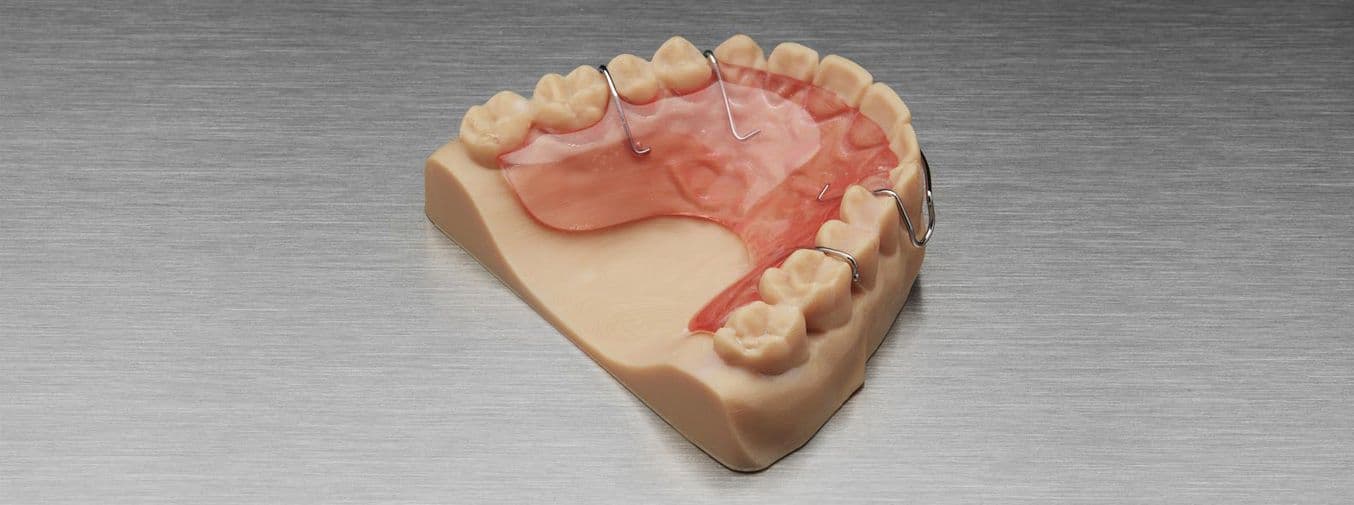
Les dispositifs orthodontiques en acrylique, tels que les plaques de Hawley, les appareils de type Schwarz, sagittal ou à ressort, sont fabriqués manuellement. Ces dispositifs reposent sur un modèle et sont généralement fabriqués selon la technique de saupoudrage pour résine acrylique. Ce procédé consiste à appliquer successivement de la poudre acrylique et un monomère liquide sur le modèle afin de créer une plaque. Cette plaque est modelée en fonction de l'anatomie du patient et incorpore des composants filaires actifs ou passifs ou des vis. L'un des principaux défis de cette méthode de fabrication est d'empêcher la plaque en acrylique de se coller au modèle 3D imprimé.
Les dispositifs orthodontiques en acrylique, tels que les plaques de Hawley, les appareils de type Schwarz, sagittal ou à ressort, sont fabriqués manuellement. Ces dispositifs reposent sur un modèle et sont généralement fabriqués selon la technique de saupoudrage pour résine acrylique. Ce procédé consiste à appliquer successivement de la poudre acrylique et un monomère liquide sur le modèle afin de créer une plaque. Cette plaque est modelée en fonction de l'anatomie du patient et incorpore des composants filaires actifs ou passifs ou des vis. L'un des principaux défis de cette méthode de fabrication est d'empêcher la plaque en acrylique de se coller au modèle 3D imprimé.
1. Essentiels
1.1 Matériel et matériaux requis
1.1.1 Fabriqué par Formlabs :
L'imprimante 3D SLA de Formlabs avec bac à résine et plateforme de fabrication compatibles.
Fast Model Resin, Precision Model Resin, White Resin, ou Grey Resin
Logiciel PreForm Dental (gratuit)
1.1.2 Fabriqué par des tiers :
Médium de séparation dentaire
Fils orthodontiques et vis encastrées
Poudre de polymère acrylique et monomère
Outils
Pinces, cutters, matériaux de meulage et de polissage pour l'acrylique
Pot à pression pour la polymérisation
Matériaux optionnels
Couteau à cire et instruments de sculpture (utilisés pour bloquer des parties du modèle)
Cire adhésive (utilisée pour la pose du crochet)
Équipement de soudage ou laser (utilisé pour les connexions métalliques)
1.2 Données et éléments cliniques requis
Une empreinte physique ou numérique
Données du patient : traitement prévu
2. Préparation
Pour fabriquer ce type d'application orthodontique, un modèle imprimé en 3D est nécessaire. Le processus d'obtention du modèle varie en fonction de l'empreinte initiale :
Empreinte physique : cela nécessite la numérisation de l'empreinte elle-même ou celle du modèle en plâtre correspondant, à l'aide d'un scanner 3D de bureau.
Empreinte numérique : le processus de création du modèle peut commencer immédiatement.
Divers logiciels, tels que 3Shape Model Builder et exocad Model Creator, sont disponibles pour la conception de modèles dentaires imprimables. Cependant, étant donné qu'aucune caractéristique de conception spéciale n'est nécessaire pour un modèle qui servira de base à un dispositif à plaque en acrylique, l'option la plus simple et gratuite pour la création d'un modèle consiste à utiliser la fonction Scan to Model (Scan vers modèle) dans PreForm Dental.
2.1 Scan vers modèle
Ouvrez PreForm pour créer un modèle pour votre dispositif.
Remarque :
Si vous ne connaissez pas encore le logiciel PreForm, veuillez consulter cette liste de lecture sur notre chaîne YouTube.
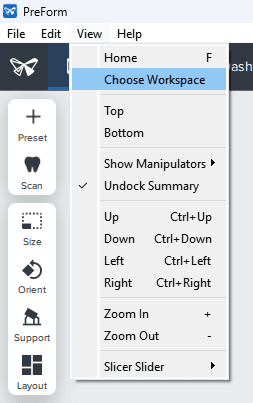
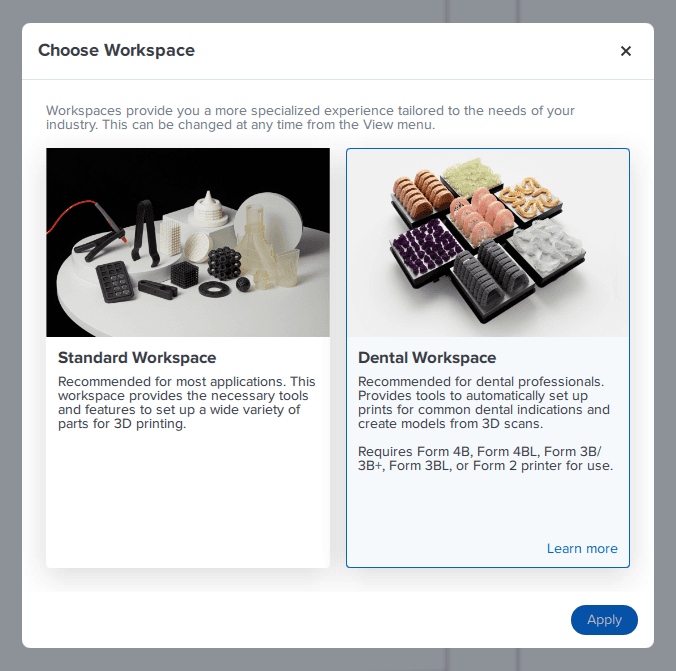
Assurez-vous que l'espace de travail dentaire est actif dans PreForm. Si ce n'est pas déjà fait, allez à View > Choose Workspace (Afficher > Choisir l'espace de travail) (1), puis sélectionnez Dental Workspace (Espace de travail dentaire) (2).
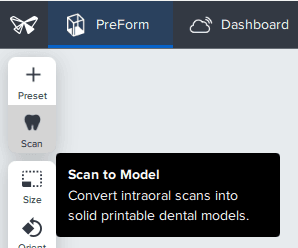
Pour commencer, utilisez la fonction Scan to Model (Scan vers modèle) dans PreForm Dental pour générer le modèle directement à partir d'un scan. Vous pouvez accéder à cette fonction en cliquant sur la petite icône en forme de dent située sur la barre de gauche dans PreForm.
Suivez maintenant les étapes du petit assistant de création de modèle. Regardez cette vidéo pour une démonstration du processus :
Des modèles supplémentaires peuvent être inclus soit en important des fichiers STL, soit en utilisant la fonction Scan to Model (Scan vers modèle).
3. Configuration de la tâche dans PreForm Dental
Dans PreForm Dental, sélectionnez votre
Imprimante (1)
Matériau (2)
Épaisseur de couche (3)
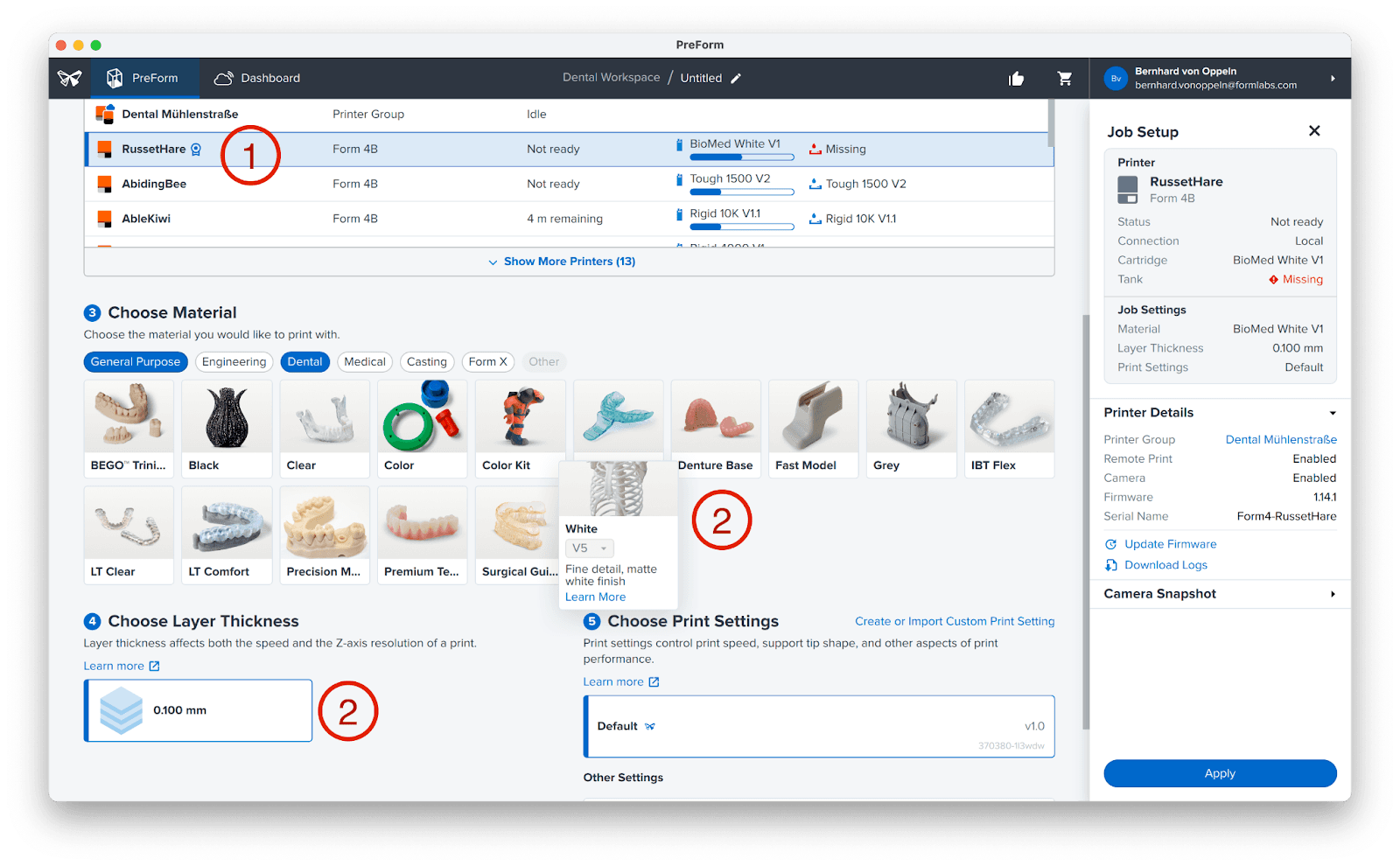
Vous pouvez utiliser Fast Model Resin, Precision Model Resin, White Resin, ou Grey Resin, selon vos besoins. Dans cet exemple, nous allons utiliser White Resin.

Fast Model Resin
Rapide et précise, idéale pour les modèles orthodontiques

Precision Model Resin
Des modèles de haute précision semblables à du plâtre

White Resin ou Grey Resin
Modèles impressionnants en blanc brillant ou en gris simple pour les présentations aux patients
Pour les dispositifs orthodontiques de cette nature, une épaisseur de couche de 0,05 mm est recommandée, car elle offre la meilleure combinaison de temps d'impression et de qualité de surface.
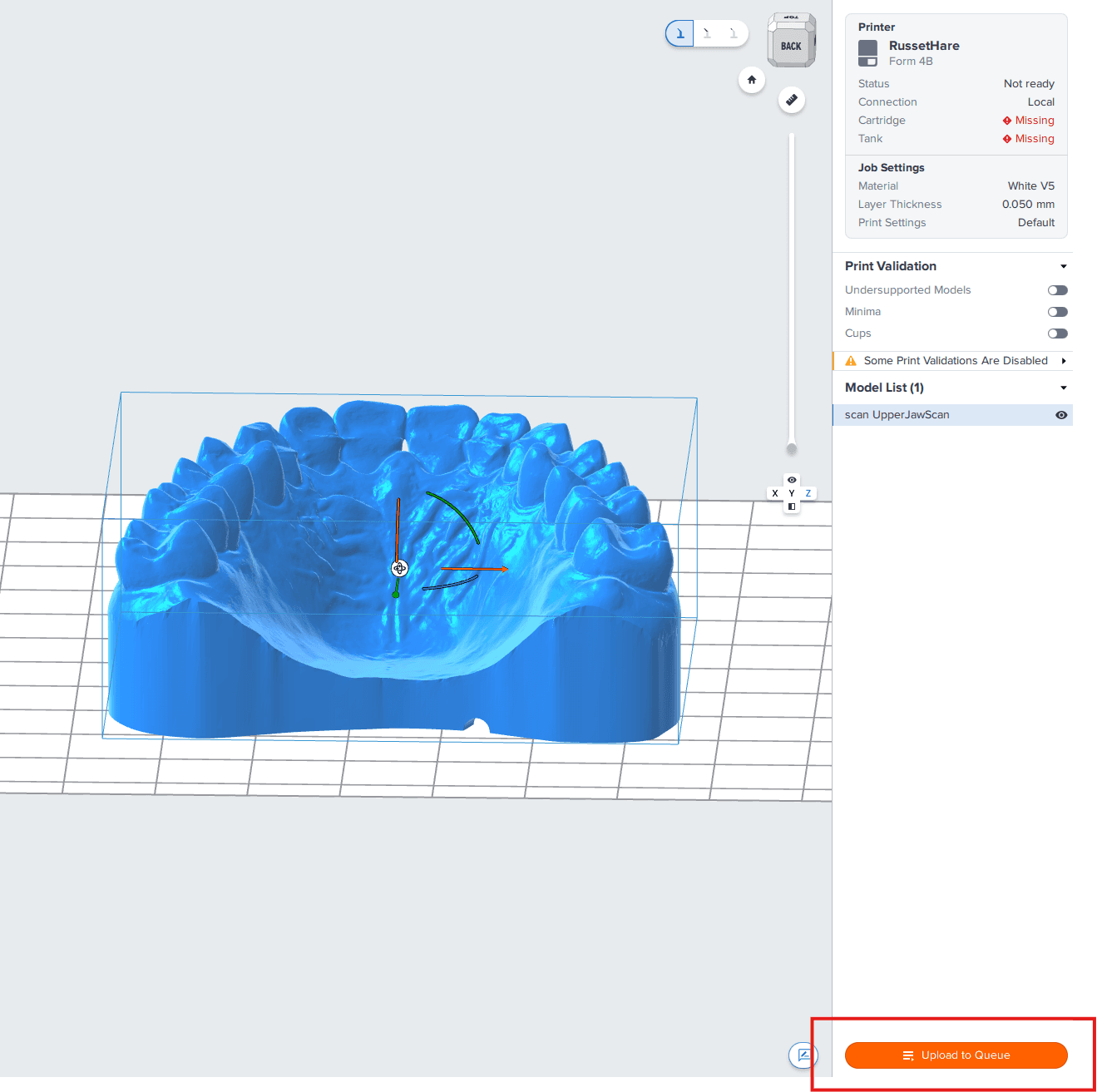
Nous recommandons de laisser le modèle à plat sur la plateforme de fabrication pour assurer la stabilité, réduire le temps d'impression et diminuer la consommation de résine. Ensuite, cliquez sur Print Now (Imprimer maintenant). Si votre imprimante n'est pas prête à imprimer, le bouton devient Upload to Queue (Téléverser dans la file d'attente), et l'impression démarre une fois que vous avez préparé votre imprimante.
4. Démarrage de l’impression
Allez à votre imprimante, secouez la cartouche de résine, puis insérez la cartouche, une plateforme de fabrication et un bac à résine compatible dans votre imprimante 3D Formlabs.
Lancez l’impression en sélectionnant la tâche d’impression sur l’écran tactile de l’imprimante.
Suivez toutes les instructions ou boîtes de dialogue affichées sur l’écran de l’imprimante.
L’imprimante terminera l’impression automatiquement.
5. Post-traitement
5.1 Retrait des pièces
Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.
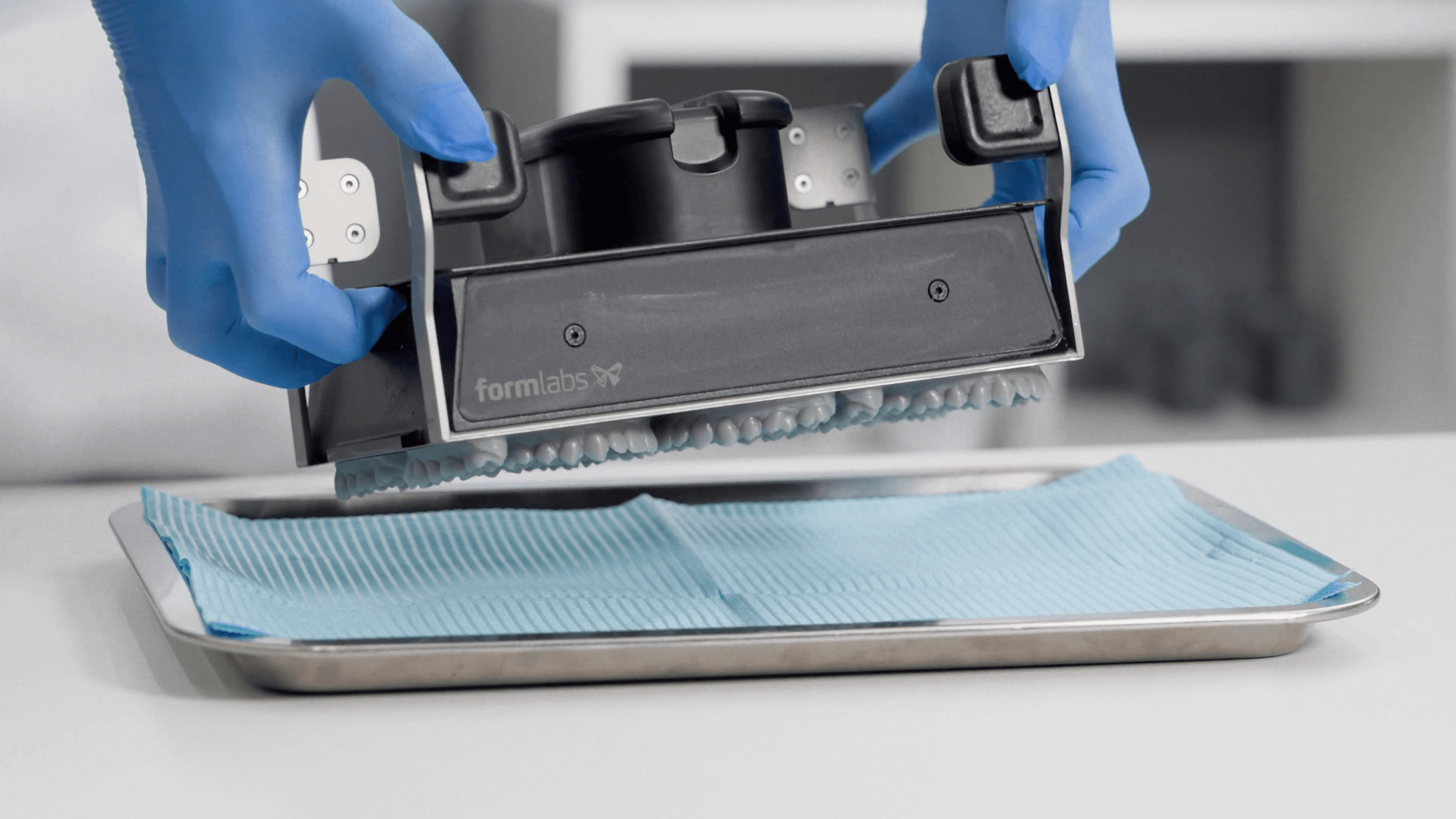
Retirez les pièces imprimées de la plateforme de fabrication. Si vous avez imprimé sur une Flex Build Platform, il vous suffit de pousser les poignées pour retirer le(s) modèle(s).
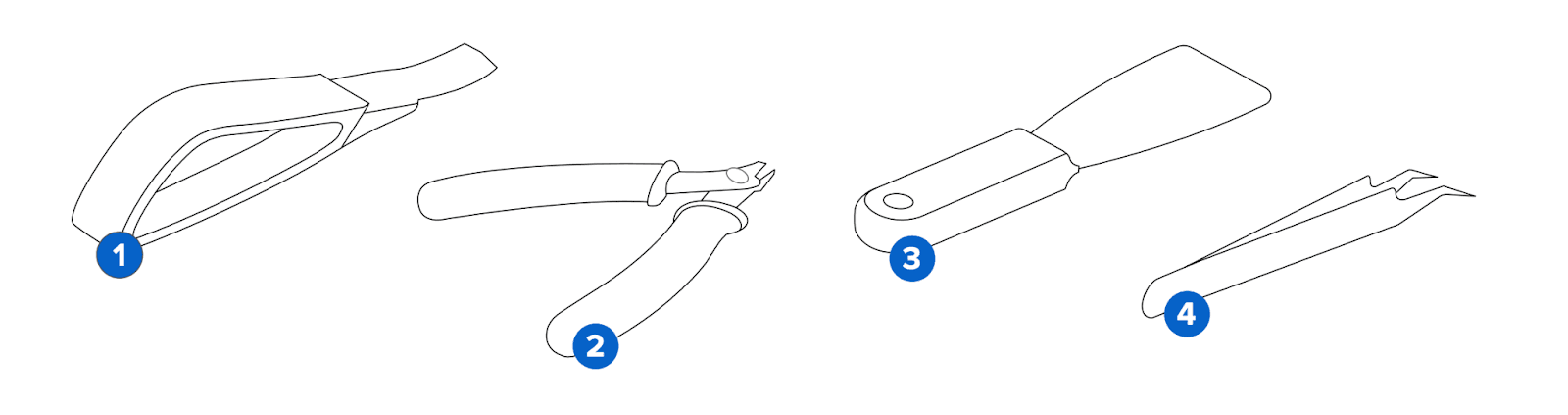
Sinon, utilisez une spatule (1) ou l'outil de retrait de pièces du Finish Kit.
ATTENTION :
N’appliquez jamais de force sur la spatule quand elle est dirigée vers votre main ou votre corps.
5.2 Lavage
ATTENTION :
Lors du lavage de la pièce imprimée avec un solvant, veillez à ce que l'environnement soit correctement ventilé et utilisez des masques et des gants de protection. La résine périmée ou inutilisée doit être éliminée conformément à la réglementation locale.
Lavez les pièces dans une Form Wash ou en utilisant les paniers du Finish Kit. Les modèles peuvent être lavés avec de l'alcool isopropylique ou de la Formlabs Resin Washing Solution. En savoir plus sur le lavage des modèles dans cet article.
5.2.1 Séchage et inspection
Après avoir retiré les pièces du lavage, laissez-les sécher à l'air libre à température ambiante dans un endroit bien ventilé pendant environ 30 minutes. Le processus de séchage peut être accéléré par l'utilisation d'air comprimé. Assurez-vous que l’alcool s’est complètement évaporé avant de poursuivre.
Après l'impression et le lavage, inspectez minutieusement les pièces pour vous assurer qu'elles sont propres et sèches. Leurs surfaces doivent impérativement être débarrassées de tout reste d’alcool, résine liquide excédentaire ou particules résiduelles avant de continuer. Si de la résine humide non polymérisée est encore présente après le séchage, immergez la pièce dans de l'alcool isopropylique propre pendant environ une minute, ou utilisez une bouteille à pipette, puis séchez à nouveau les pièces comme décrit précédemment.
5.3 Post-polymérisation
Après lavage et séchage, placez les modèles dans la Form Cure. Sélectionnez le préréglage approprié sur la Form Cure, et démarrez le processus de polymérisation.
6. Création du cadre en fil
À partir de cette étape, le flux de travail est identique au flux de travail traditionnel permettant de créer des plaques de Hawley.
AVERTISSEMENT :
Soudage et brasage sur des modèles imprimés en 3D
Lorsqu'un dispositif doit être soudé sur un modèle imprimé en 3D, le soudage au laser est la technique recommandée. Cette méthode est privilégiée car elle permet d’éviter les déformations liées à la chaleur ou l’« accumulation thermique » susceptibles de se produire lors d’un soudage conventionnel. Il est essentiel de ne jamais utiliser le brasage à flamme nue directement sur les modèles imprimés, car ils sont inflammables. Si le brasage est nécessaire pour le dispositif, utilisez toujours un modèle de brasage séparé et dédié.


7. Application du séparateur
Pour éviter que la plaque acrylique ne colle au modèle imprimé, appliquez un médium de séparation.
Veillez à éviter les surfaces vestibulaires, ce qui aidera à fixer les éléments filaires.
Formlabs a testé et recommande les séparateurs dentaires suivants, sur la base de leur efficacité de séparation et de leur capacité de rétention de la cire.
|
SÉPARATEUR |
EFFICACITÉ DE LA SÉPARATION |
RÉTENTION DE CIRE |
|---|---|---|
|
Siliform BEA |
Efficace |
Mauvais |
|
Henry Schein Separating FIlm, Clear. P/N 101-8847 |
Efficace |
Très efficace |
|
Valplast V-sep Denture Separator. P/N 20256 |
Efficace |
Très efficace |
|
IMPRIMO Model Resin (Scheu Dental) |
Très bon |
Efficace |
|
SHERAiso-3d (SHERA) |
Très bon |
Efficace |
|
3D-separating-medium (Dentaurum) |
Très bon |
Efficace |
|
Palaferm (Kulzer) |
Très bon |
Très efficace |
Remarque :
Les produits récents spécifiquement formulés pour les modèles imprimés en 3D sont les meilleures options. Il s'agit souvent de séparateurs à base d'alginate qui fonctionnent efficacement avec les acryliques. Reportez-vous à la liste ci-dessus pour les produits de Scheu, Shera et Dentaurum, et vérifiez leur disponibilité dans votre région.
8. Application de l'acrylique
Pour commencer, fixez tous les composants métalliques (fils, crochets, vis) sur le modèle à l’aide de cire adhésive ou d’un matériau équivalent afin de les maintenir en place. Pour améliorer l’adhérence des éléments métalliques, il est recommandé d’éviter d’appliquer le séparateur acrylique sur les surfaces occlusales et vestibulaires du modèle. Ensuite, créez la plaque acrylique en utilisant la technique de saupoudrage. Enfin, polymérisez la plaque lorsqu'elle se trouve sur le modèle, en respectant les instructions spécifiques du fabricant de l'acrylique.

AVERTISSEMENT :
Les monomères de MMA liquides peuvent être extrêmement inflammables, volatiles et présenter un risque pour la santé. Assurez-vous que tous les travaux sur l’acrylique tiennent compte des risques et respectent les consignes de sécurité propres aux matériaux utilisés, et suivez le mode d'emploi.
9. Finition
Après avoir retiré la plaque en acrylique du modèle, utilisez des outils standards pour l’acrylique afin de la découper à sa forme finale. Un polissage minimal peut être nécessaire sur la face intrados, en particulier lors de l’utilisation de l’épaisseur de couche recommandée de 0,05 mm pour le modèle. Procédez au ponçage et au polissage du dispositif comme vous le feriez normalement. Il est recommandé d’effectuer un dernier contrôle d’ajustement sur le modèle afin de confirmer que tous les éléments filaires sont correctement adaptés et positionnés.
AVERTISSEMENT :
Le polissage sur tour à l’aide de pierre ponce et d’une pâte à polir donne des résultats efficaces, mais présente un risque : la roue de polissage peut se prendre dans les éléments filaires. Faites preuve de prudence.

Ressources supplémentaires
Explorez les ressources dentaires de Formlabs pour consulter des guides détaillés, des tutoriels, des livres blancs, des webinaires, etc.
La dentisterie rendue plus simple
La Form 4B est une imprimante 3D dentaire ultra-rapide qui offre la gamme de matériaux la plus complète pour la dentisterie et l'orthodontie. Créez des modèles dentaires et des applications biocompatibles de haute qualité en un temps record, avec un flux de travail simple, une fiabilité à la pointe du secteur et une qualité de pièces imprimées impressionnante, grâce à l'écosystème de la Form 4B.
