3.2.2.1 Facultatif : Utilisation des coupes planes
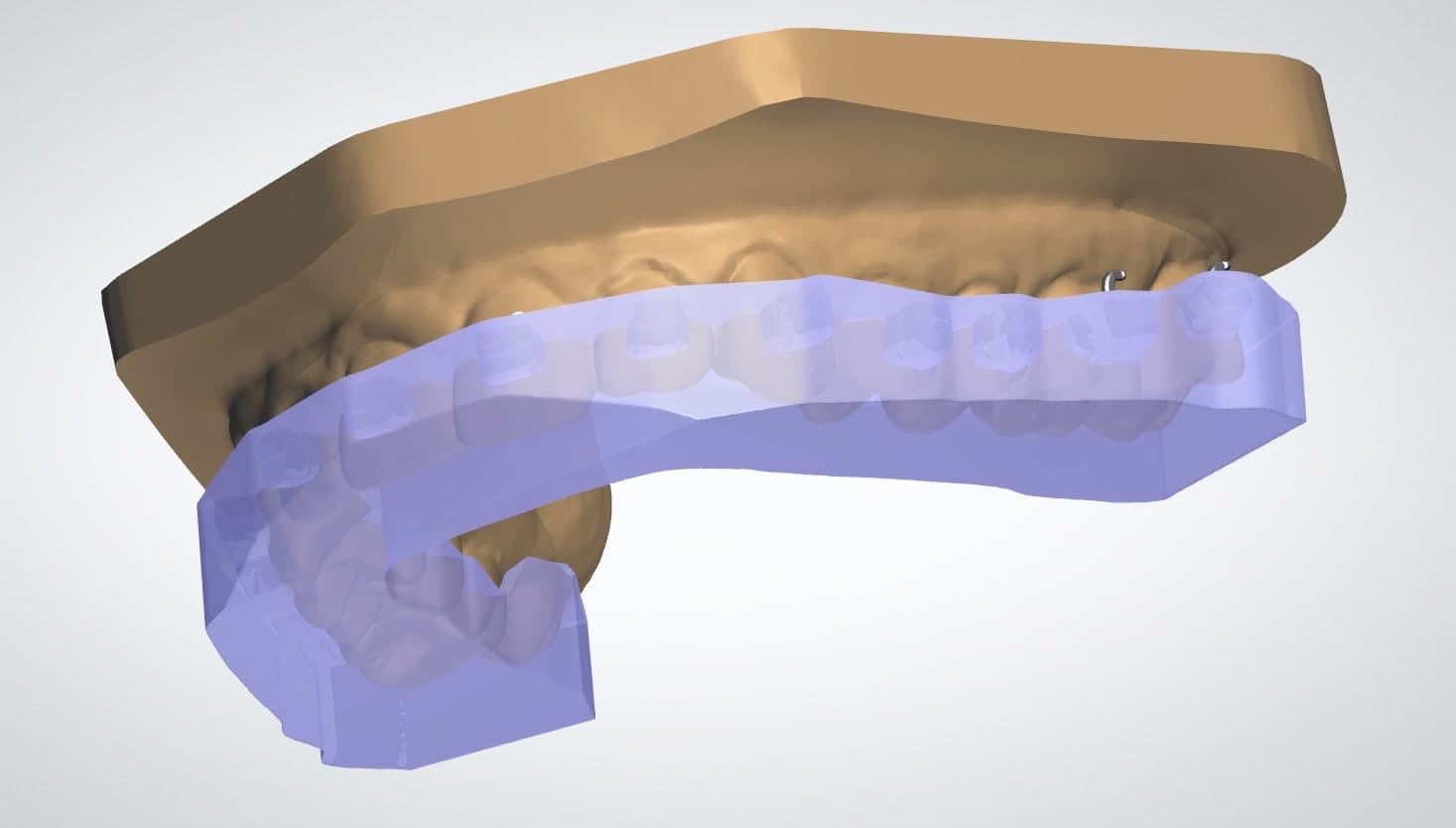
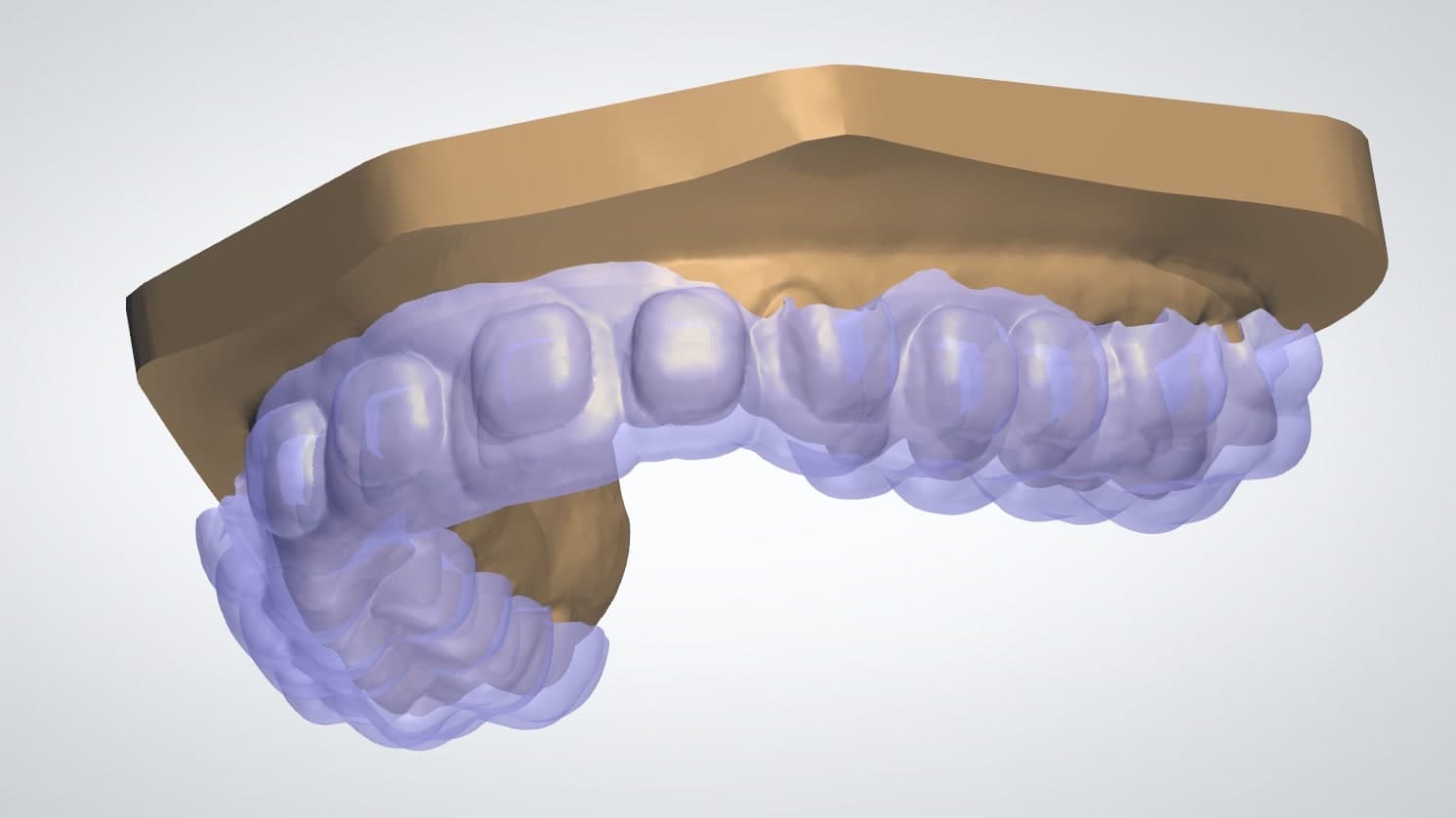
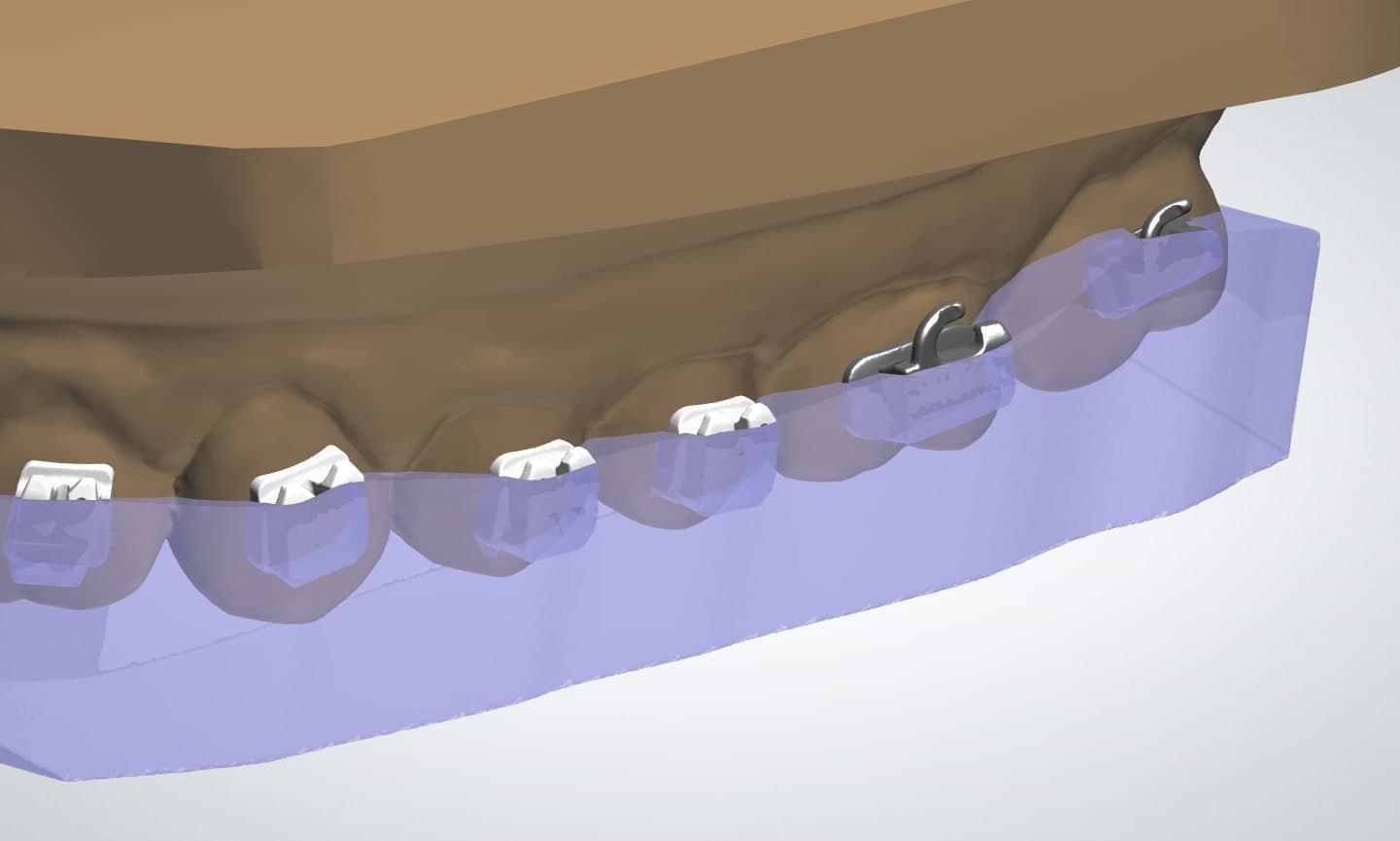
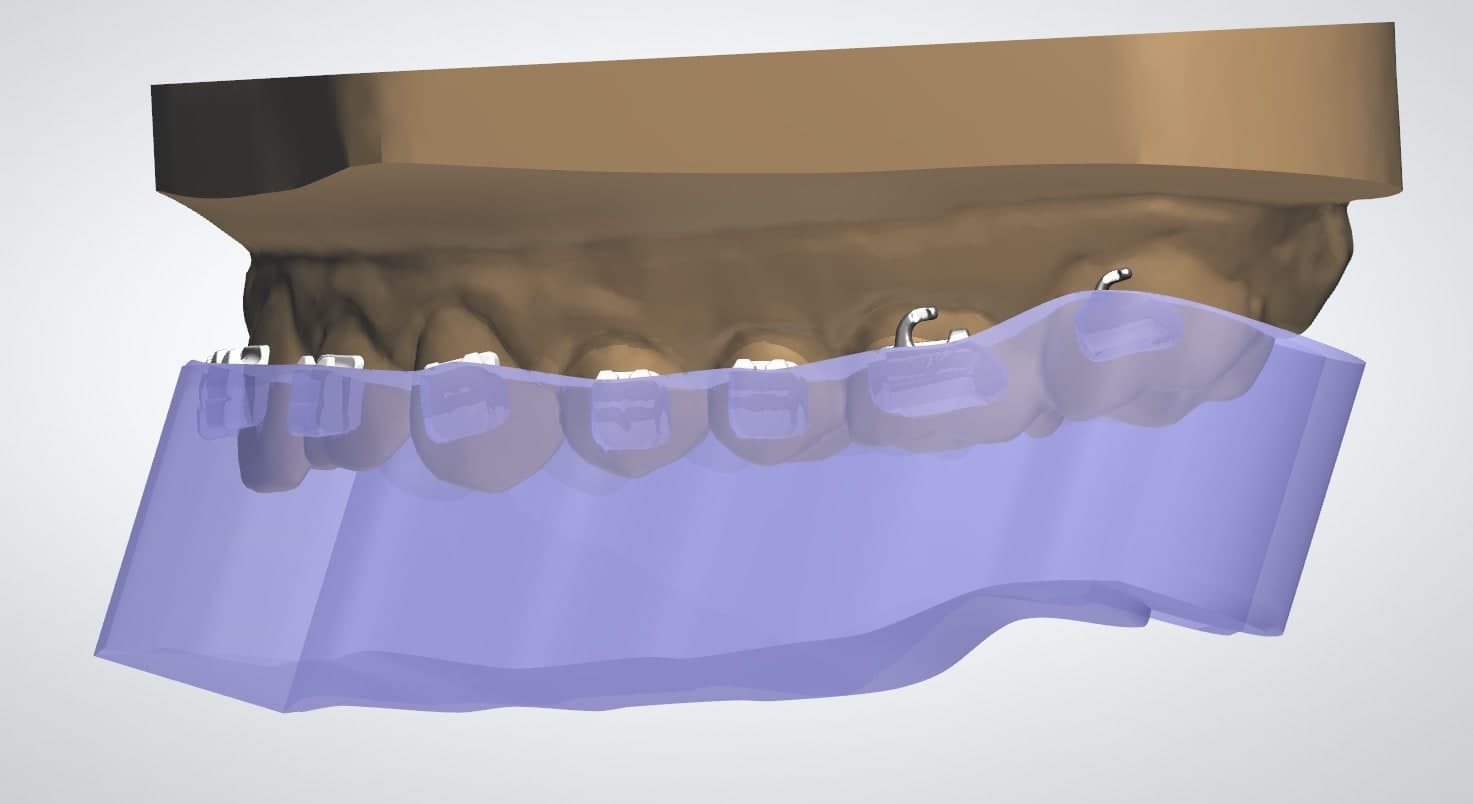
La conception de type barre, si elle est prise en charge par votre logiciel, constitue un excellent choix, car elle permet une impression à plat sur la plateforme de fabrication, éliminant ainsi le besoin de supports.
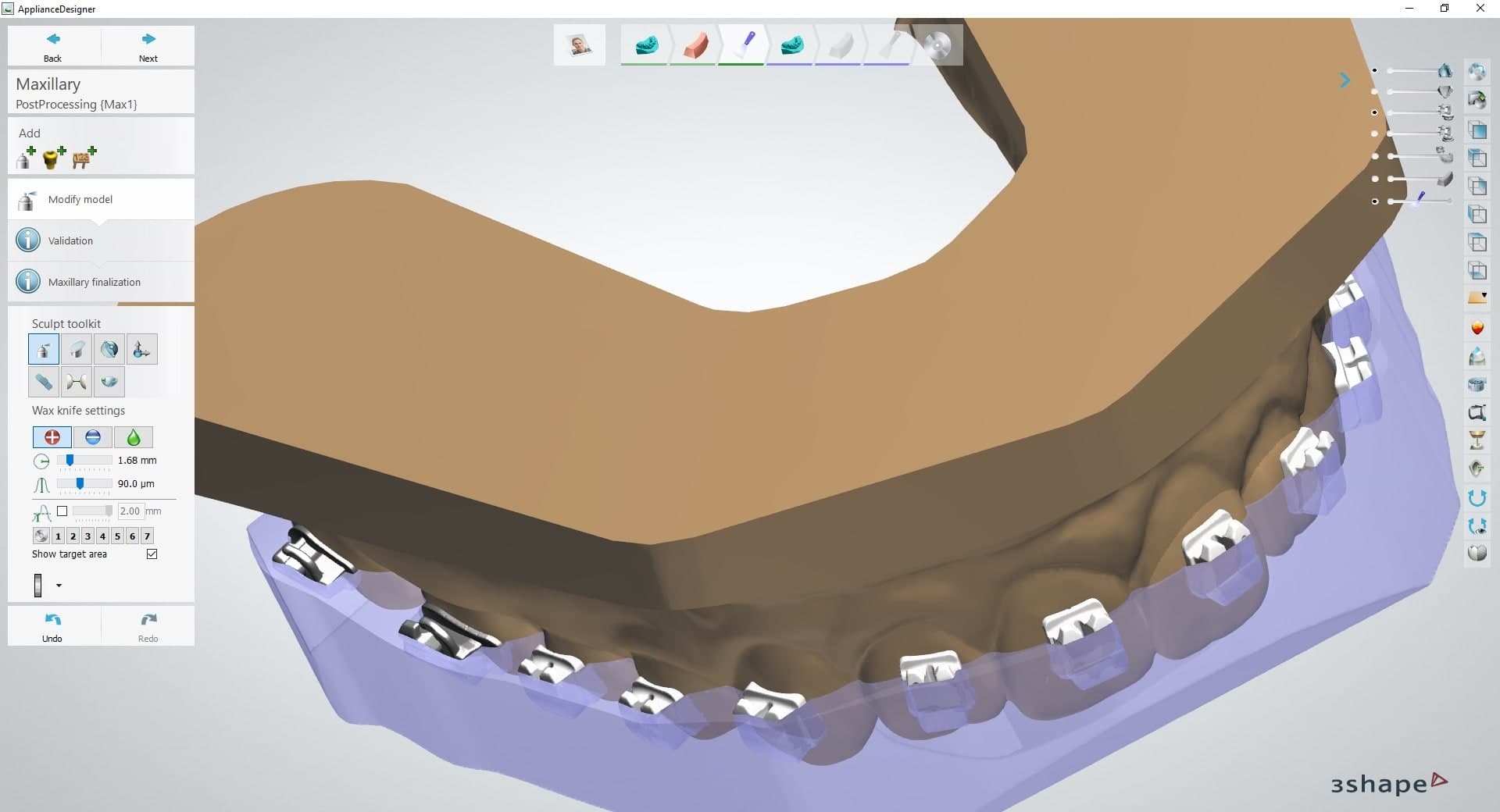
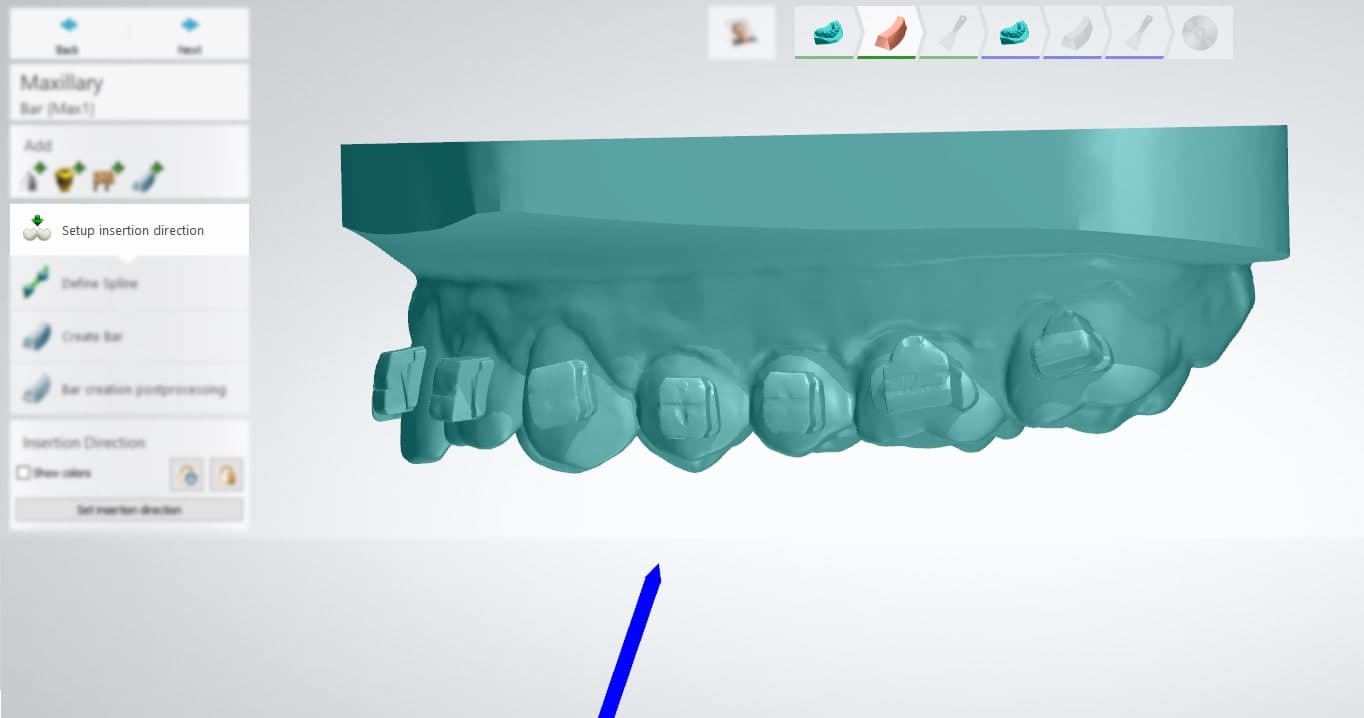
Par exemple, dans le flux de travail Bar Design (Conception à barre) de 3Shape Ortho System, cette configuration peut être réalisée au cours de la dernière étape, Modify model (Modifier le modèle).
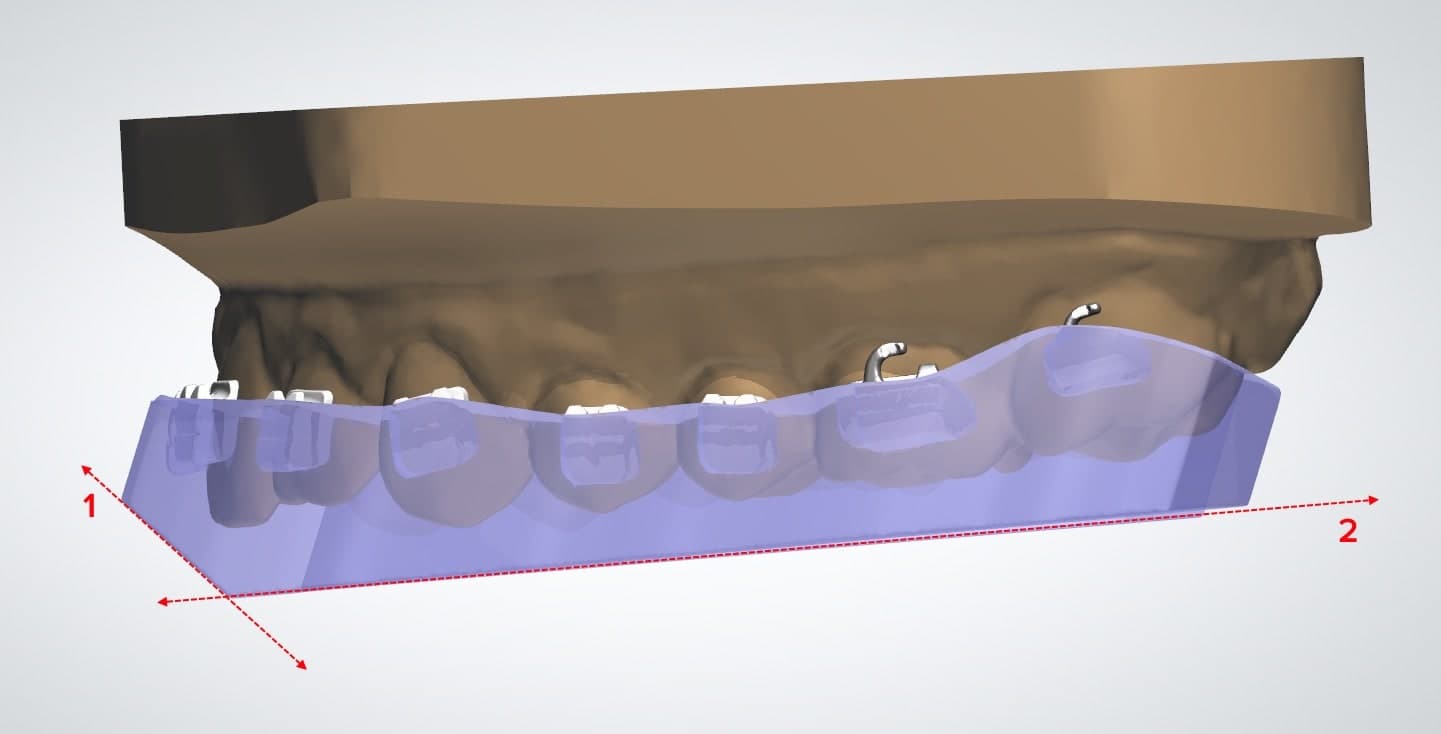
Les modifications proposées, illustrées dans les deux captures d'écran ci-dessous, utilisent l'outil plane cut (coupe plane). L’objectif principal de la première coupe est d’aplanir la surface occlusale du plateau (1). Une coupe secondaire est ensuite effectuée dans cet exemple afin de créer un chanfrein (2), destiné à faciliter le retrait des pièces de la plateforme de fabrication après l’impression.