Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.

La production d'aligneurs transparents et d'appareils de rétention thermoformés permet aux cabinets et aux laboratoires de fournir un service précieux aux patients et aux clients tout en économisant du temps et des coûts. Ce guide d'application détaille le flux de travail complet pour fabriquer des aligneurs transparents et des appareils de rétention avec une imprimante 3D Formlabs.
La production d'aligneurs transparents et d'appareils de rétention thermoformés permet aux cabinets et aux laboratoires de fournir un service précieux aux patients et aux clients tout en économisant du temps et des coûts. Ce guide d'application détaille le flux de travail complet pour fabriquer des aligneurs transparents et des appareils de rétention avec une imprimante 3D Formlabs.
Essentiels
Ce que doit fournir l'orthodontiste ou le dentiste
Les équipements, matériaux et logiciel nécessaires
Produits par Formlabs :
L'imprimante 3D SLA de Formlabs avec bac à résine et plateforme de fabrication compatibles.
Logiciel PreForm Dental (gratuit)
Produits par des tiers :
Logiciel CAO dédié aux aligneurs
Appareil de thermoformage
Feuilles pour thermoformage
Pièce à main
Outils de coupe et de finition
1. Scan
Pour créer les modèles nécessaires, une empreinte numérique compatible avec votre logiciel CAO est requise. Ces données peuvent être obtenues soit en scannant directement la bouche du patient à l’aide d’un scanner intraoral 3D, soit en scannant une empreinte physique ou un modèle en plâtre avec un scanner 3D de bureau.

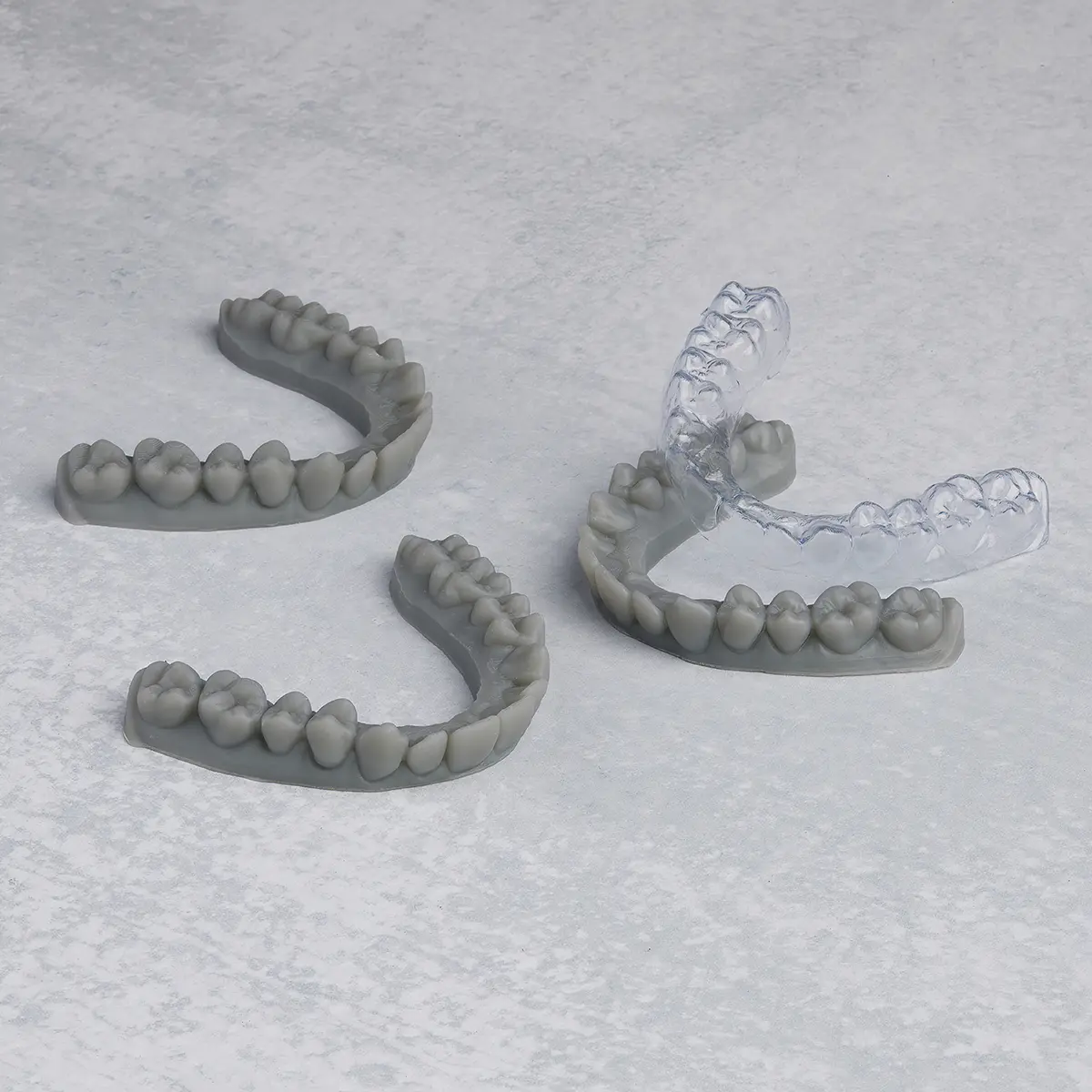
2. Conception
Il existe de nombreux logiciels de planification d’aligneurs dentaires. Assurez-vous que le logiciel de CAO que vous avez choisi prend en charge l’exportation de fichiers STL ou OBJ afin de garantir la compatibilité avec le logiciel PreForm de Formlabs. Les traitements par aligneurs transparents nécessitent plusieurs jeux de modèles et un logiciel de CAO orthodontique spécialisé.
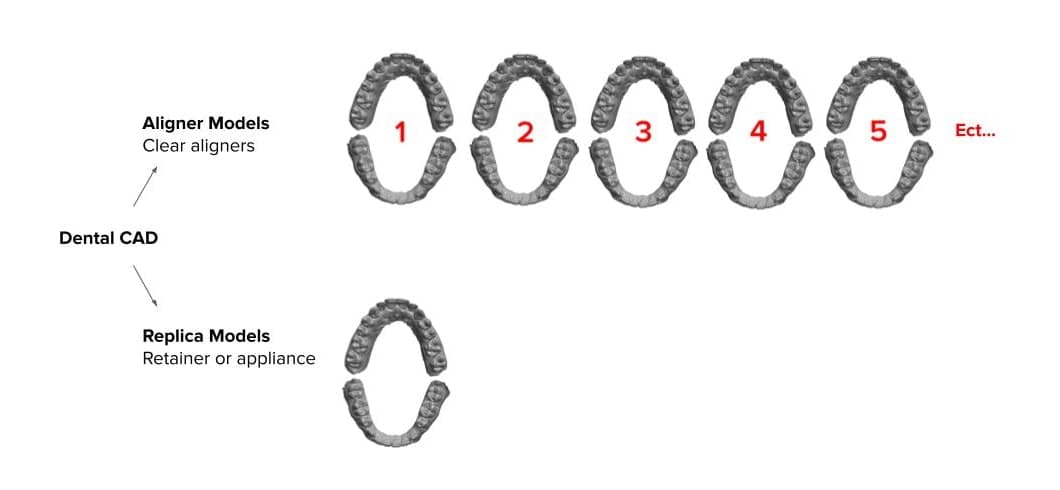
Modèles d'aligneurs et d'appareils de rétention. Un modèle d'appareil de rétention ne nécessite aucune conception ou étape et peut être créé dans PreForm Dental à l'aide de Scan vers modèle.
La planification du traitement et sa mise en place sont effectuées dans le logiciel à partir de l'empreinte numérique et parfois des données CBCT. Une fois terminée, chaque sous-étape est générée dans les différentes étapes du traitement sous forme de fichiers modèles individuels (STL) imprimables en 3D. Les appareils de rétention nécessitent une simple copie ou un fichier de modèle diagnostique.
2.1 Recommandations en matière de conception
Modèles creux
Remarque
Formlabs recommande d’imprimer des modèles solides afin de réduire les difficultés de post-traitement et le risque de casse.
Certains logiciels de CAO dentaire produisent des modèles creux. Lorsqu'ils sont conçus correctement, les modèles creux peuvent réduire le temps d'impression et le coût unitaire. Si vous creusez une pièce, veillez à ce que l'épaisseur des parois soit d'au moins 3 mm.
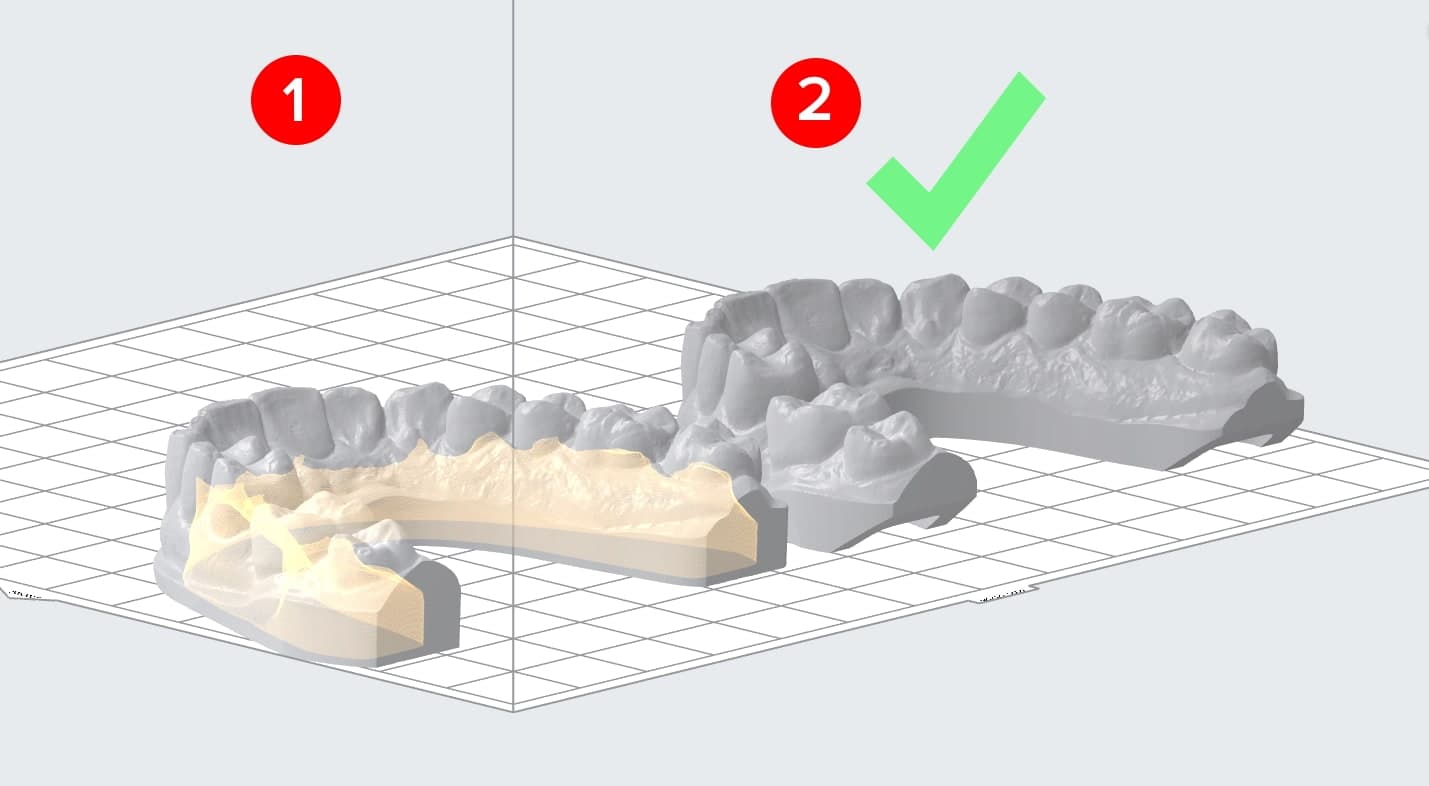
Cavités et modèles creux
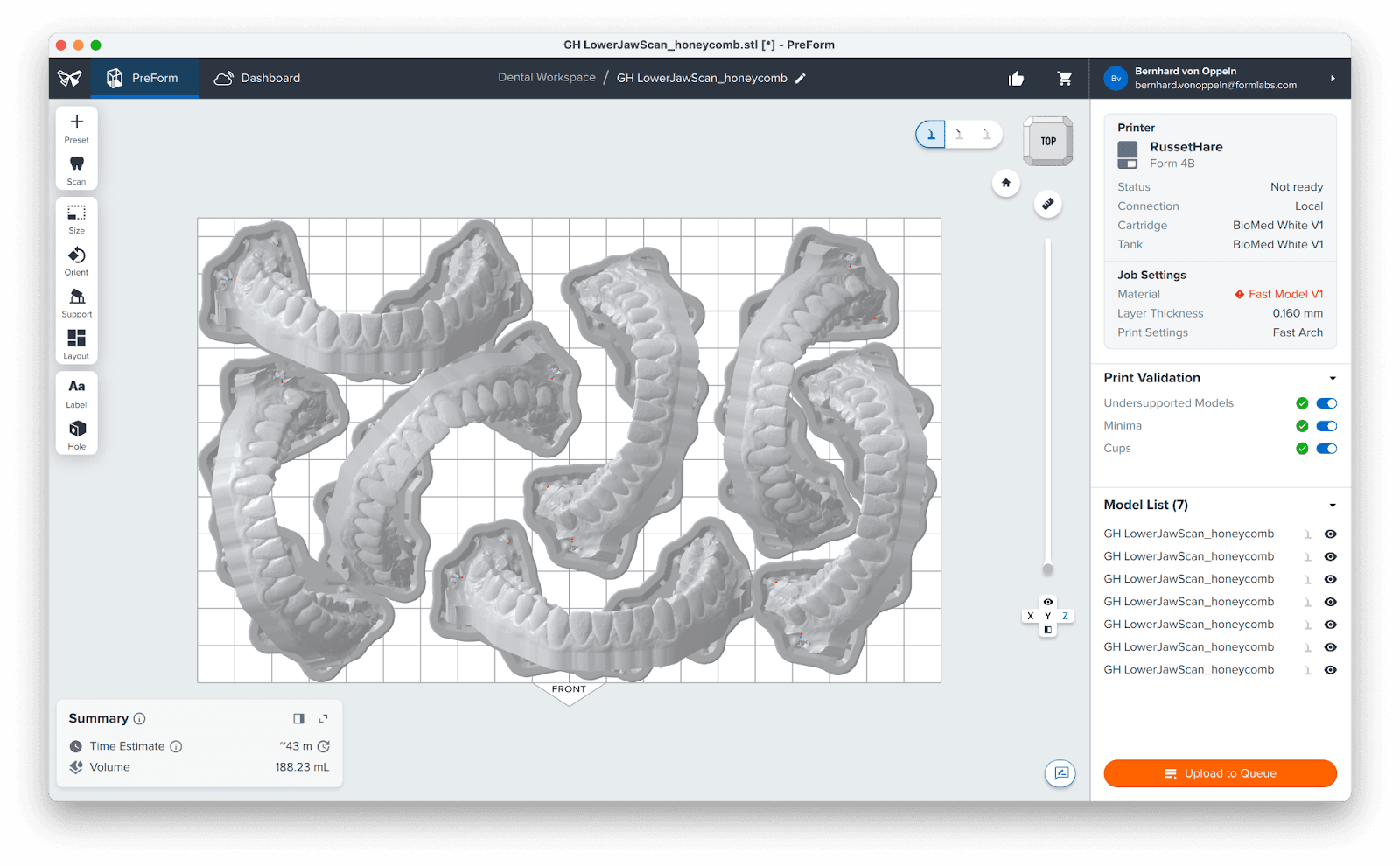
Pour une vitesse d’impression, une consommation de résine et une précision optimales, nous recommandons d’imprimer les modèles directement sur la plateforme de fabrication. Lors de l’impression de modèles creux à plat sur la plateforme de fabrication, il est crucial d’ajouter des orifices d’aération pour éviter que la résine ne soit piégée, ce qui pourrait créer un effet de ventouse. PreForm identifie et met en évidence ces problèmes de cavité en jaune (1). Veillez à ce que le modèle soit ouvert vers l’extérieur (2).

Hauteur du modèle
Pour faciliter le retrait des dispositifs thermoformés, concevez des modèles d’une hauteur de 15 à 20 mm. Si votre logiciel ne permet pas de contrôler la hauteur du modèle, vous pouvez contrôler la hauteur effective de la surface thermoformée en utilisant des granulés pendant le thermoformage. Cette approche permet de résoudre le problème d’un matériau de thermoformage qui s’étire excessivement autour de modèles trop hauts, ce qui peut rendre les dispositifs plus fins que prévu et compliquer leur retrait.
2.2 En option : préparer et imprimer avec la fonction Scan vers modèle de Formlabs
Pour un modèle d'appareil de rétention simple, un logiciel CAO spécialisé n’est pas nécessaire. La fonction Scan vers modèle de PreForm Dental vous permet de créer un modèle directement à partir d’un scan intraoral brut. Cette fonction prend en charge les formats STL ou OBJ, couramment utilisés par la plupart des scanners intraoraux modernes. Cliquez sur l’image ci-dessous pour voir comment procéder.
3. Configuration de la tâche
Remarque
Si vous ne connaissez pas encore le logiciel PreForm, veuillez consulter cette liste de lecture sur notre chaîne YouTube.
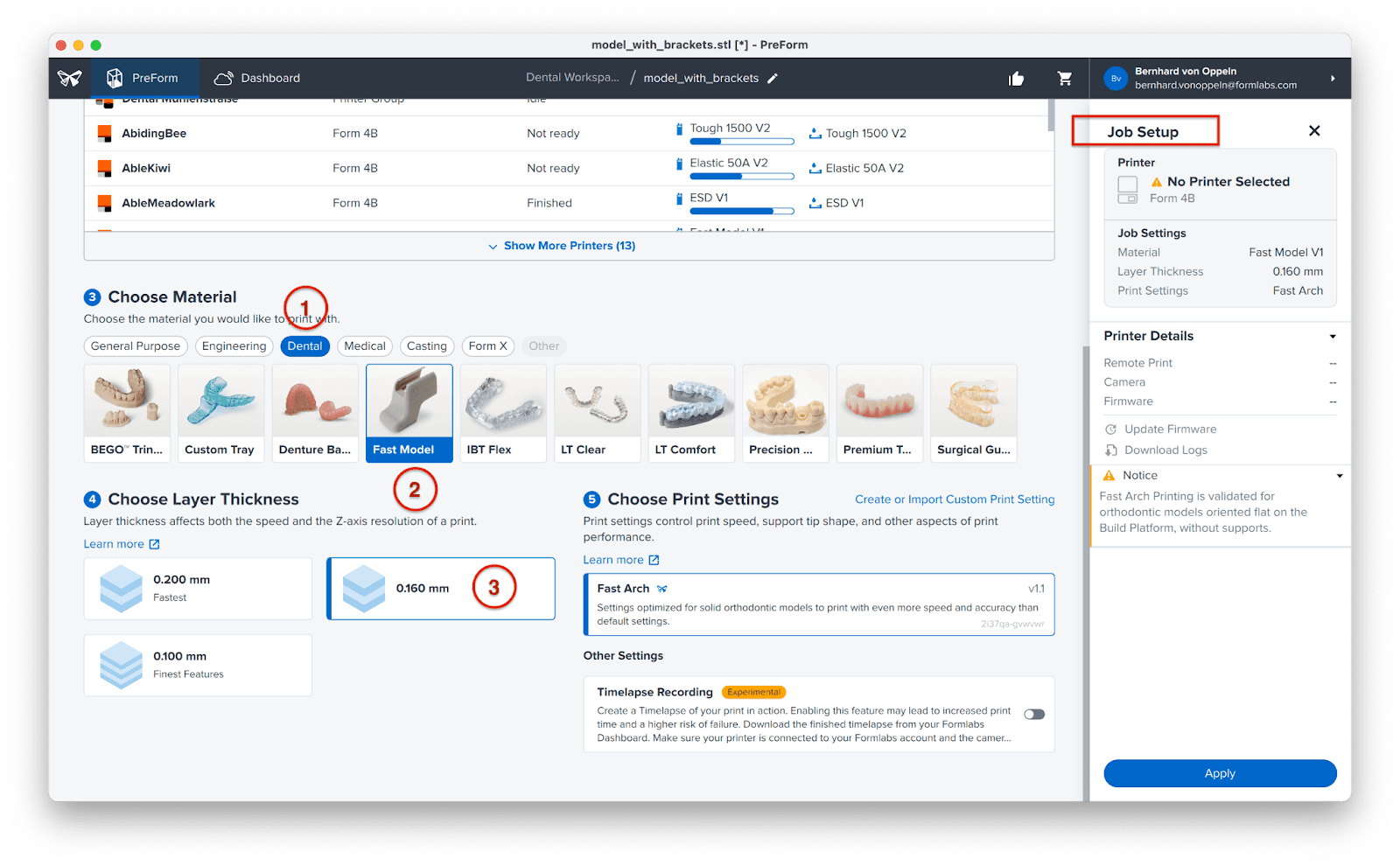
Filtrez les options de matériaux en cliquant sur Dental dans les options de sélection des matériaux (1). Nous recommandons l'utilisation de Fast Model Resin (2) pour le thermoformage des modèles. Vous pouvez choisir l’épaisseur de couche souhaitée pour l’impression. Des couches plus épaisses permettent d’accélérer l’impression. 0,160 mm offre un bon équilibre entre vitesse et niveau de détail et a été développé pour ce type de modèle (3). Fast Model Resin propose aussi des hauteurs de couche de 0,1 mm et 0,2 mm. La hauteur de 0,1 mm offre le meilleur niveau de détail, tandis que 0,2 mm est le paramètre le plus rapide.
3.1 Importation du ou des fichiers
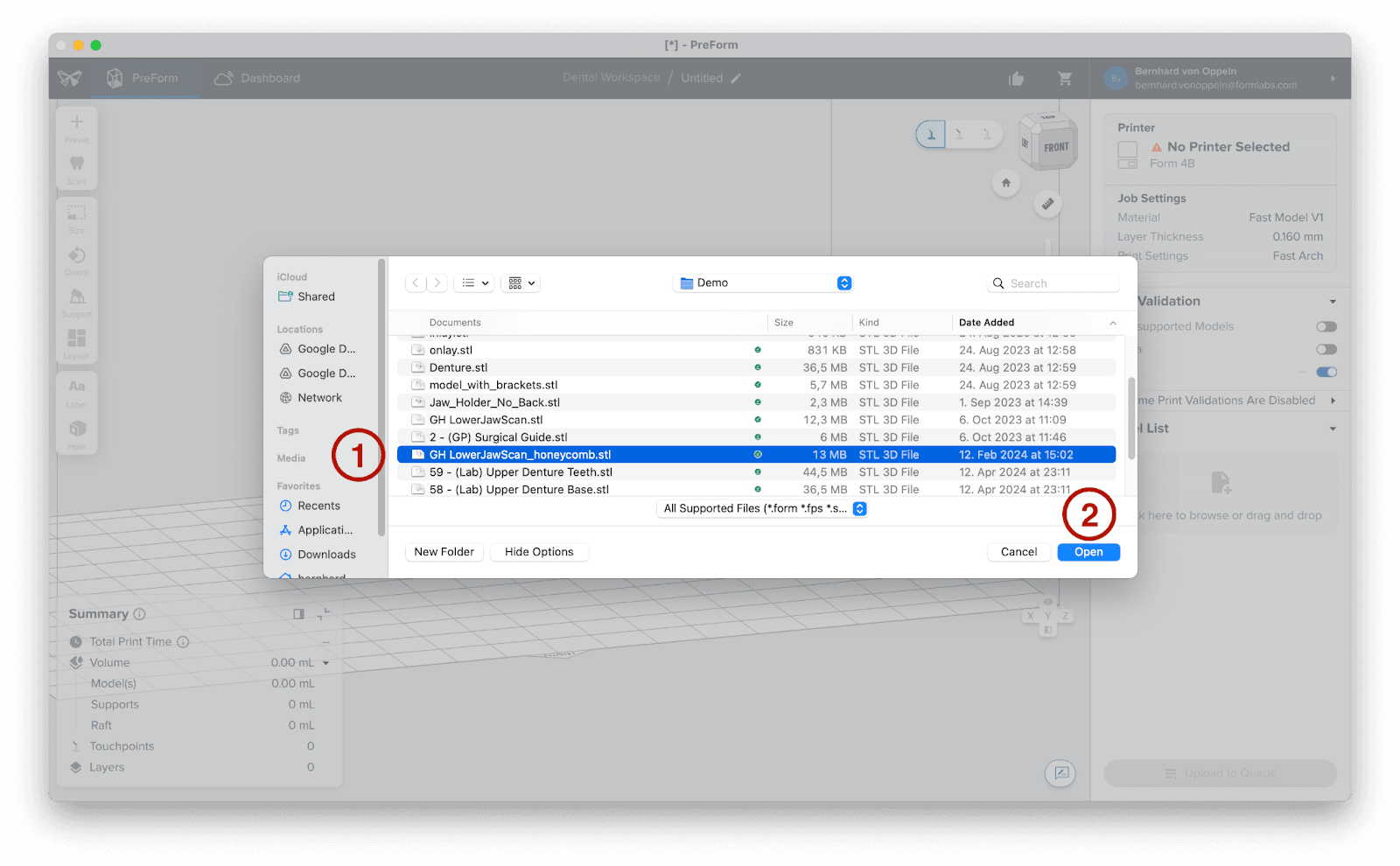
Utilisez le menu Fichier pour trouver votre ou vos modèles (1), puis cliquez sur Ouvrir (2). Vous pouvez également glisser-déposer les fichiers dans PreForm.
3.2 Orientation
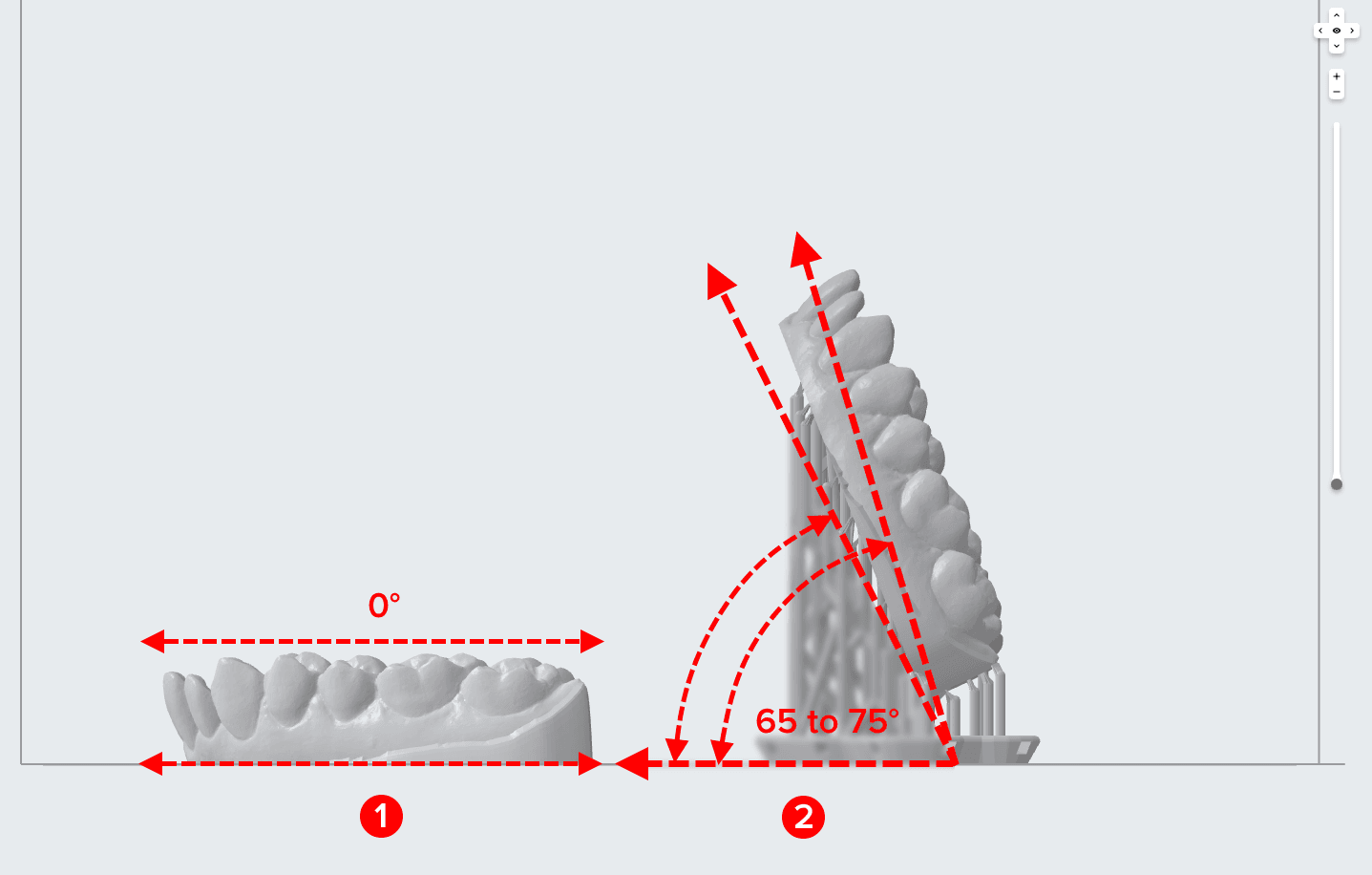
Les deux méthodes que nous recommandons pour imprimer des modèles orthodontiques :
Directement sur la plateforme de fabrication (1), pour une précision et une vitesse d’impression maximales ainsi qu’une consommation de résine minimale.
Presque verticalement (2), pour imprimer davantage de pièces par impression.
Pour l'impression verticale, nous recommandons un angle de modèle compris entre 65 et 75 degrés.
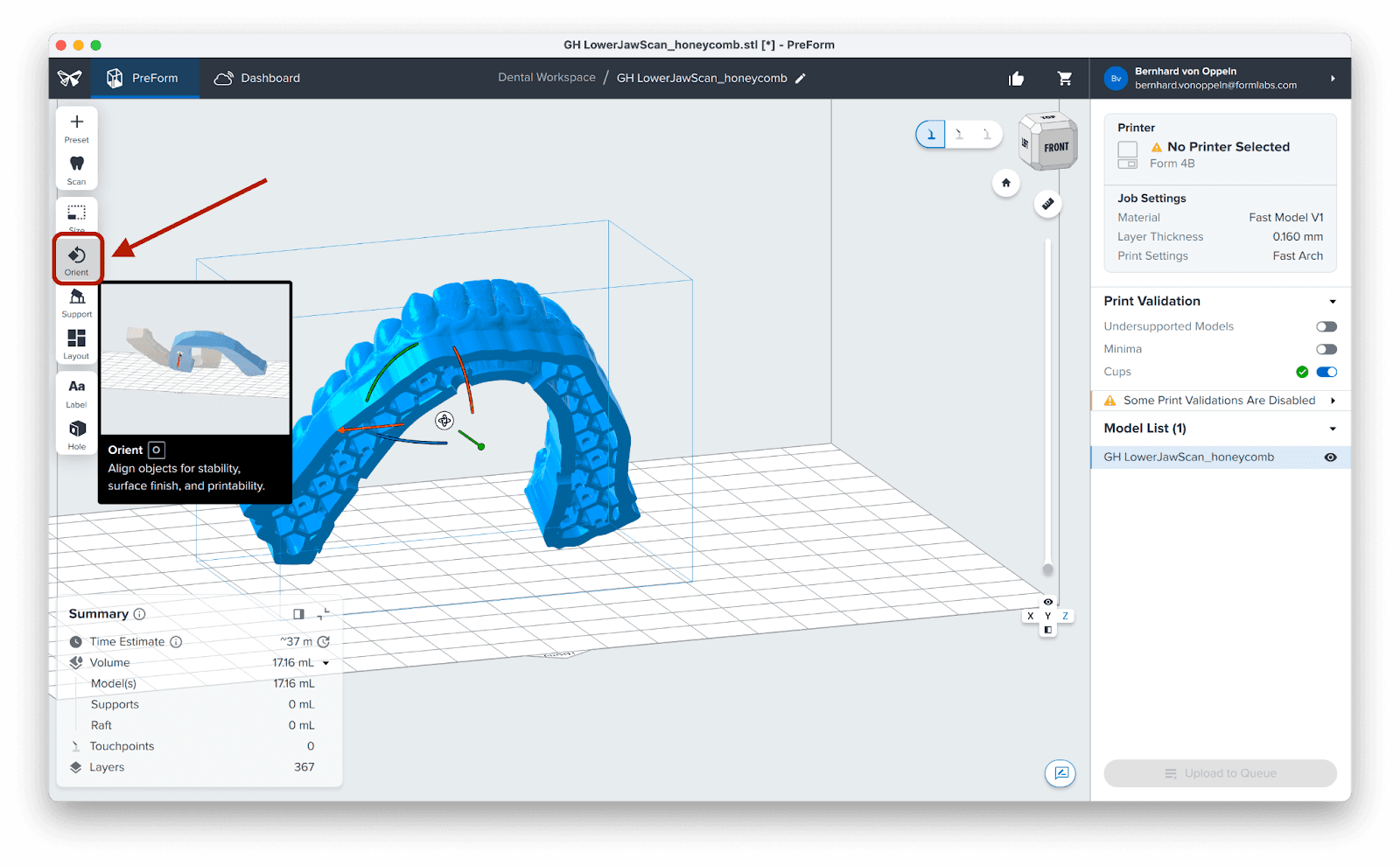
Pour placer votre modèle à plat sur la plateforme de fabrication, cliquez sur l'icône Orient (Orienter).
Cliquez ensuite sur Select Base (Sélectionner la base).
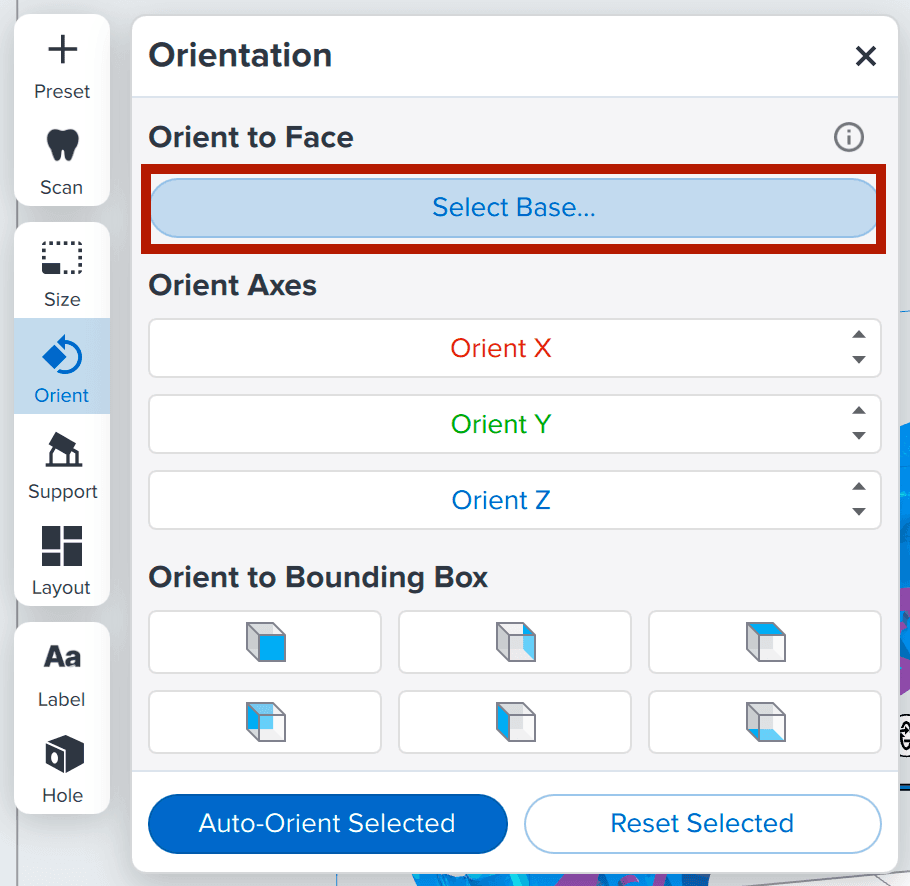
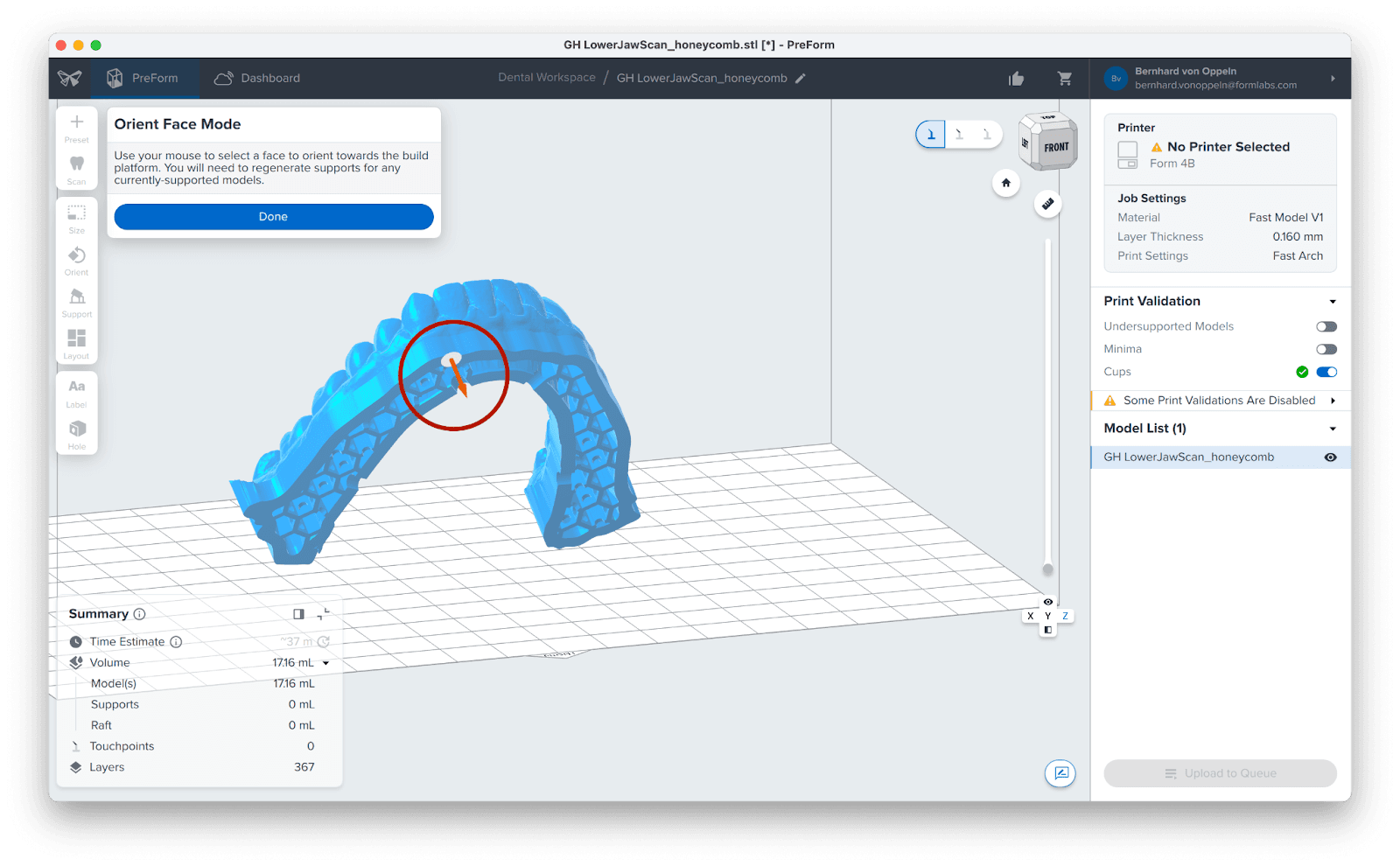
Enfin, déplacez le curseur de la souris sur une zone plane du dessous du modèle. Une flèche orange vous aide à prévisualiser l’orientation de la face à l’endroit du curseur. Cliquez ici, et cette face du modèle s’accrochera à la plateforme de fabrication. Votre modèle est maintenant parfaitement positionné pour une impression sans supports.
3.3 Modèles verticaux et structures de support
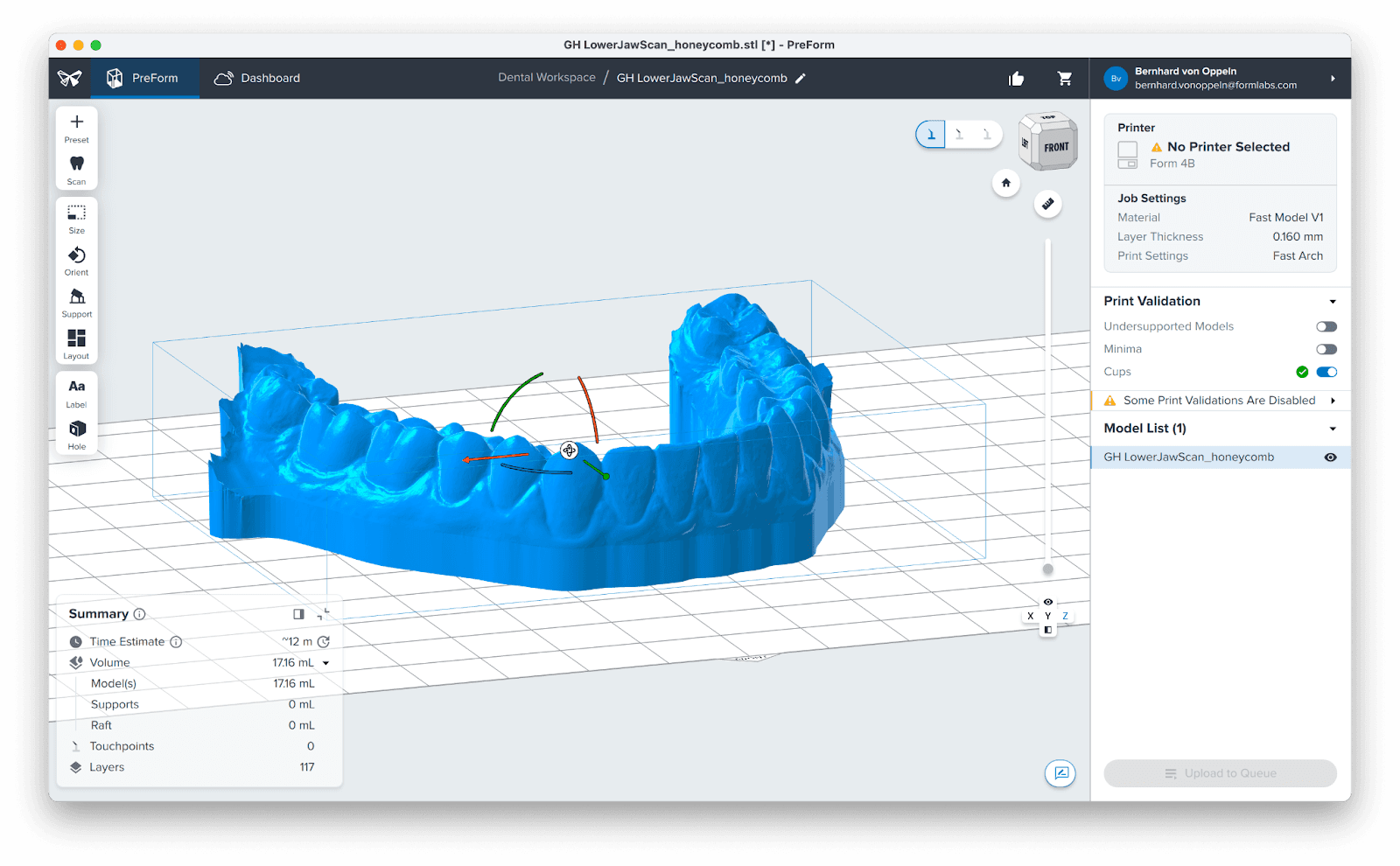
Lorsque vous configurez vos modèles pour une impression verticale, faites les pivoter et glisser de manière à ce que les molaires les plus à l'arrière soient dans des alignements similaires. Ceci peut être facilement réalisé en utilisant les manipulateurs de rotation du modèle sélectionné dans PreForm. N'hésitez pas à consulter la liste de lecture sur notre chaîne YouTube pour en savoir plus sur la facilité d'utilisation de PreForm Dental.
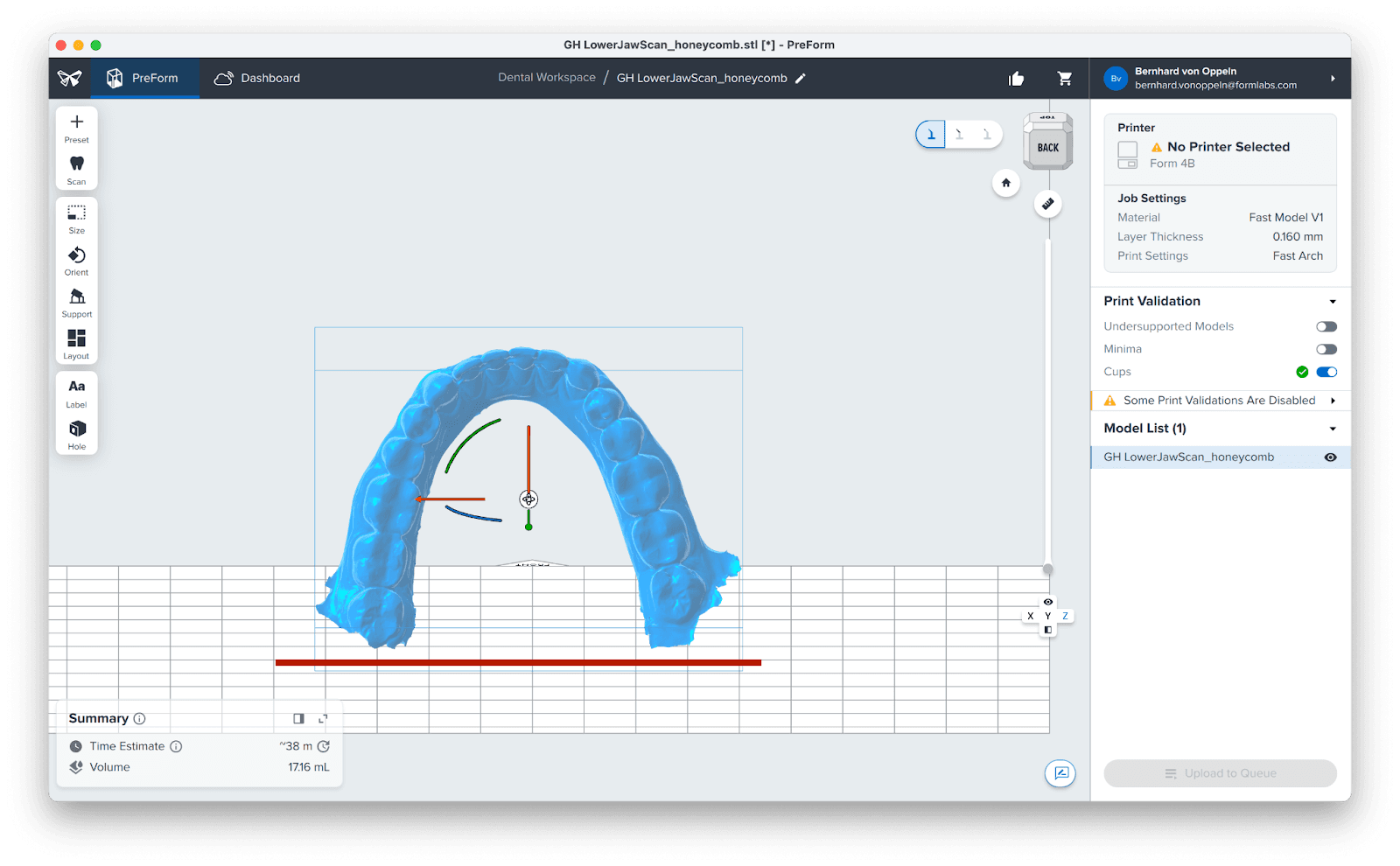
Pour les arcades dentaires ouvertes, orientez-les de manière à ce que les extrémités libres soient parallèles à la plateforme de fabrication. Ceci est considéré comme une meilleure pratique.
Ensuite, allez dans Supports et sélectionnez Auto-Generate Selected (Générer automatiquement la sélection). Pour plusieurs modèles, vous pouvez tous les sélectionner et les traiter simultanément.
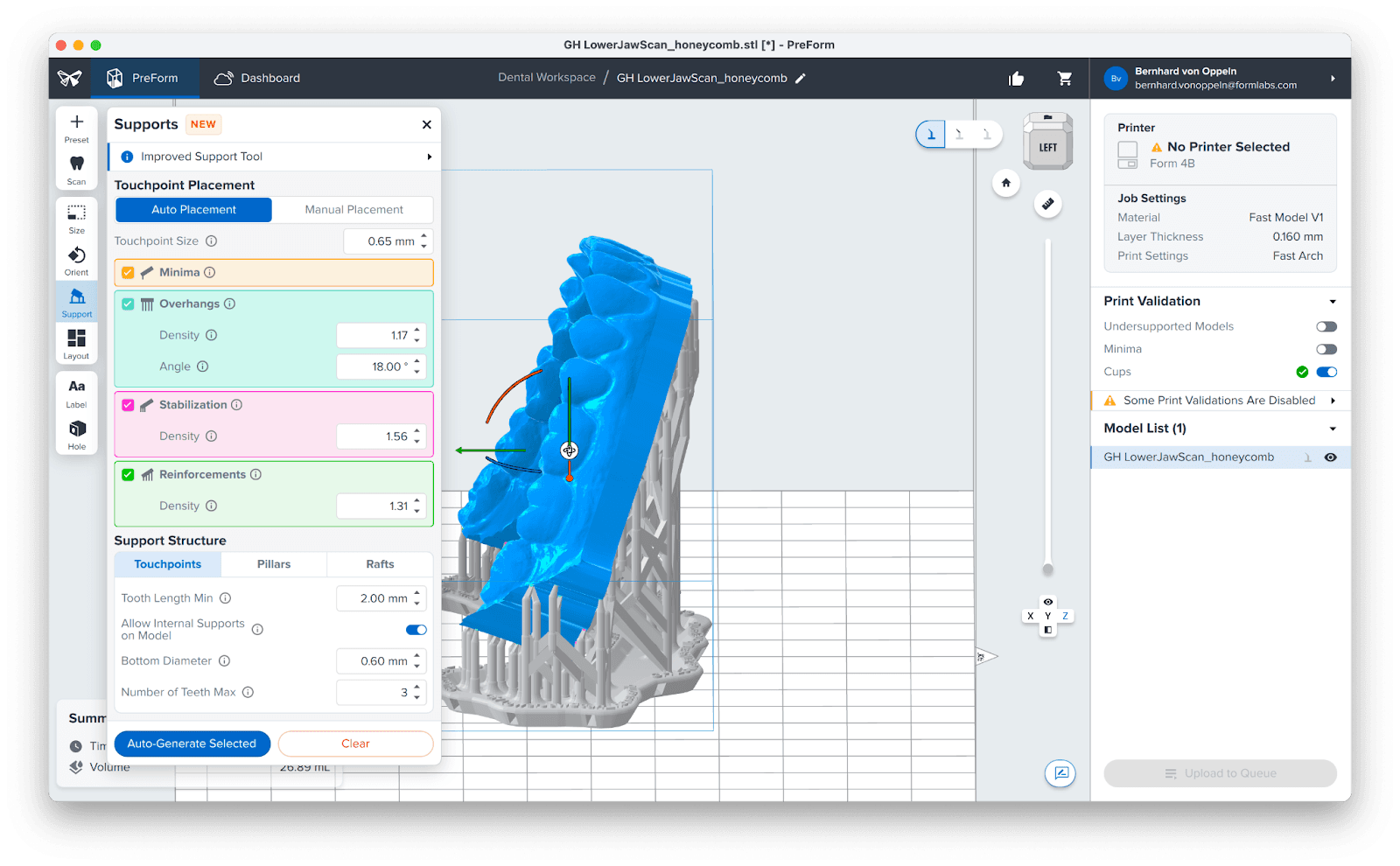
3.4 Modifications manuelles de supports
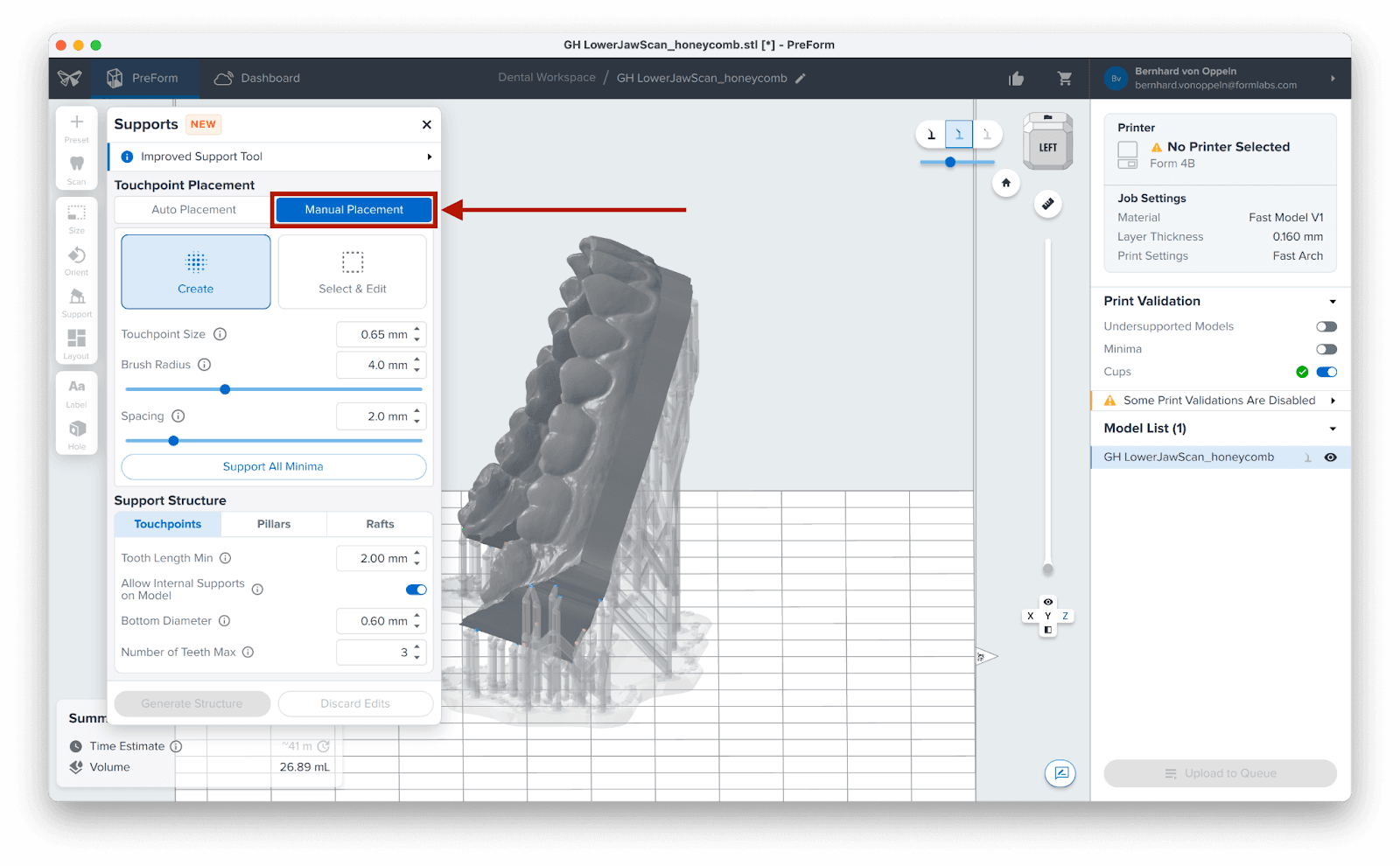
Il est recommandé de vérifier que les supports ne sont pas mal placés, par exemple sur la surface d’une dent. Si un point de contact de support n'est pas idéalement placé, vous pouvez modifier sa position. Vous pouvez accéder à cette option en cliquant sur Manual Placement (Positionnement manuel) dans le menu Supports.
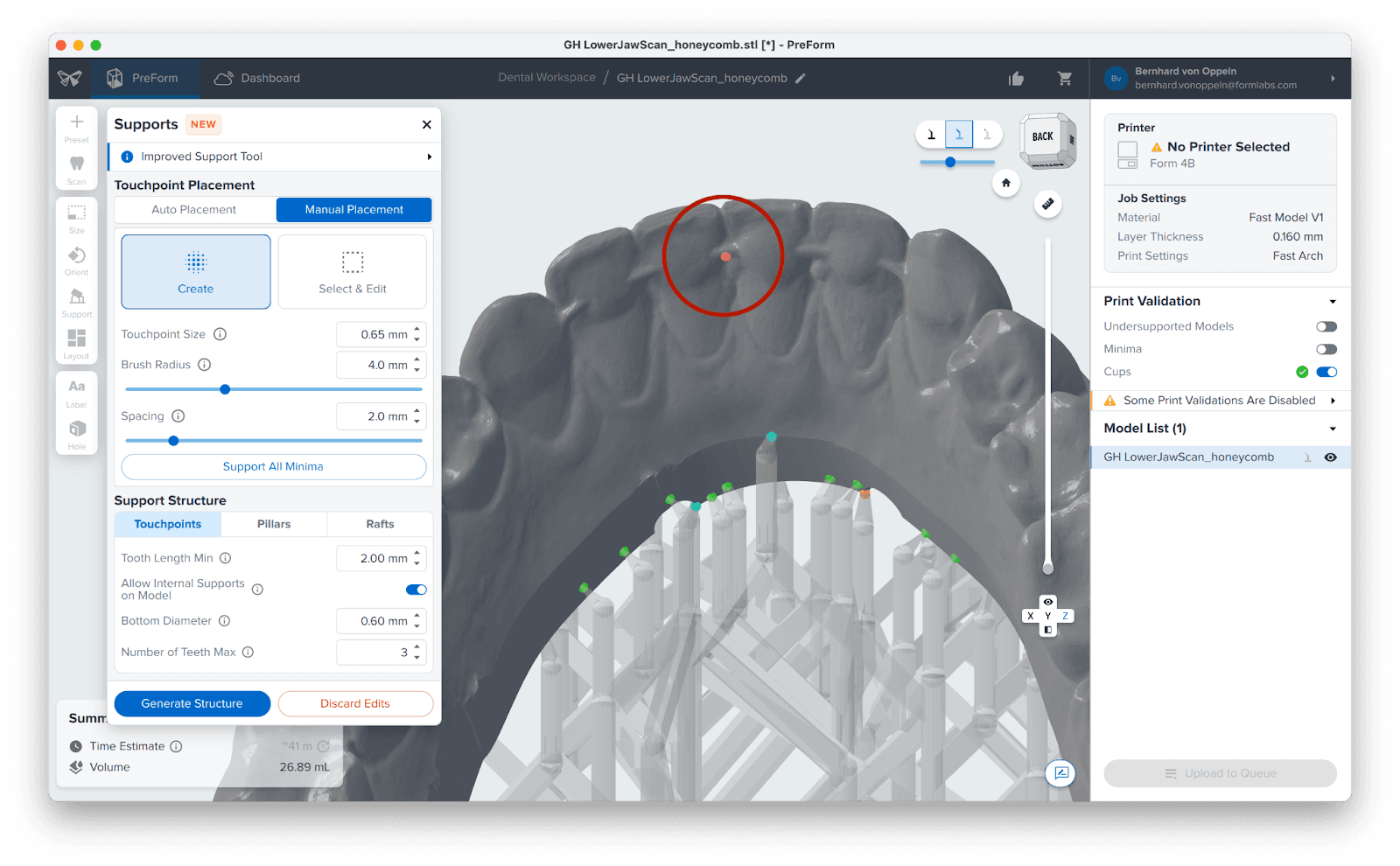
Repérez les supports indésirables susceptibles d’affecter l’ajustement de votre aligneur et utilisez la souris pour les retirer.
Remarque
La fonction Auto-Generate Selected (Générer automatiquement la sélection) de PreForm génère automatiquement les supports pour la résine sélectionnée, garantissant ainsi des impressions précises. Le réglage manuel de ces supports peut nuire à l’imprimabilité ; faites preuve de prudence.
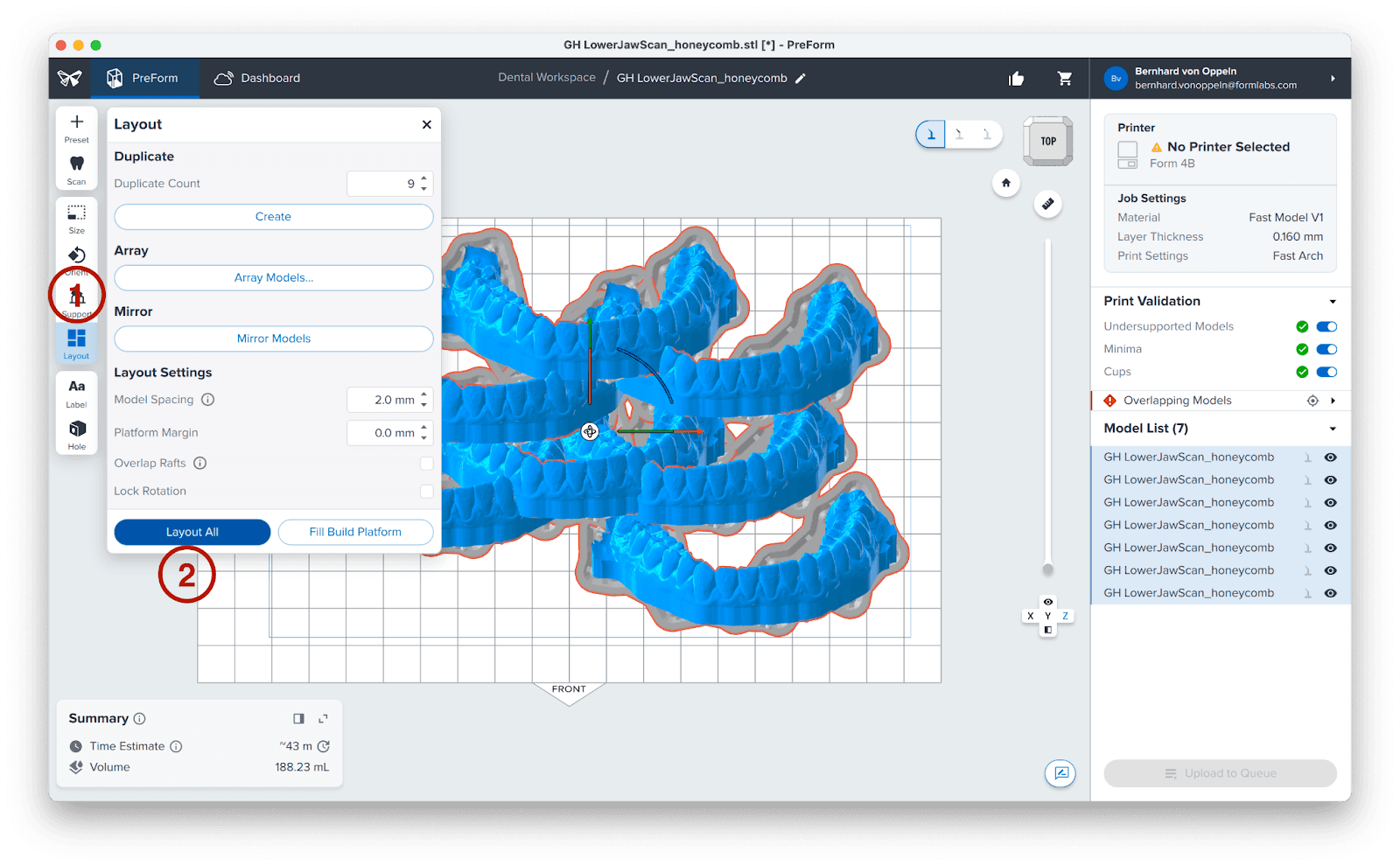
3.5 Agencement de l’impression
Que vous imprimiez sur des structures de support ou directement sur la plateforme de fabrication, positionnez les pièces de manière à ce qu’elles ne se chevauchent pas. Les pièces qui se chevauchent seront indiquées en rouge. Lorsqu'il s'agit d'agencer une tâche d'impression comportant de nombreux modèles, PreForm dispose d'une puissante fonction intégrée permettant d'automatiser ce processus.
3.6 Transfert de la tâche d’impression vers l’imprimante
Cliquez sur le bouton Send to Printer (Lancer l'impression), ou Upload to Queue (Téléverser dans la file d'attente), en fonction du statut de votre imprimante.
3.7 Démarrer l'impression
Mélangez la cartouche de résine en la secouant, puis insérez-la dans l’imprimante 3D Formlabs, de même qu’une plateforme de fabrication et un bac à résine compatible.
Lancez l’impression en sélectionnant la tâche d’impression sur l’écran tactile de l’imprimante.
Suivez toutes les instructions ou boîtes de dialogue affichées sur l’écran de l’imprimante.
L’imprimante terminera l’impression automatiquement.
4. Post-traitement
4.1 Retrait des pièces
Attention
Utilisez toujours des gants en nitrile lorsque vous manipulez de la résine non polymérisée.
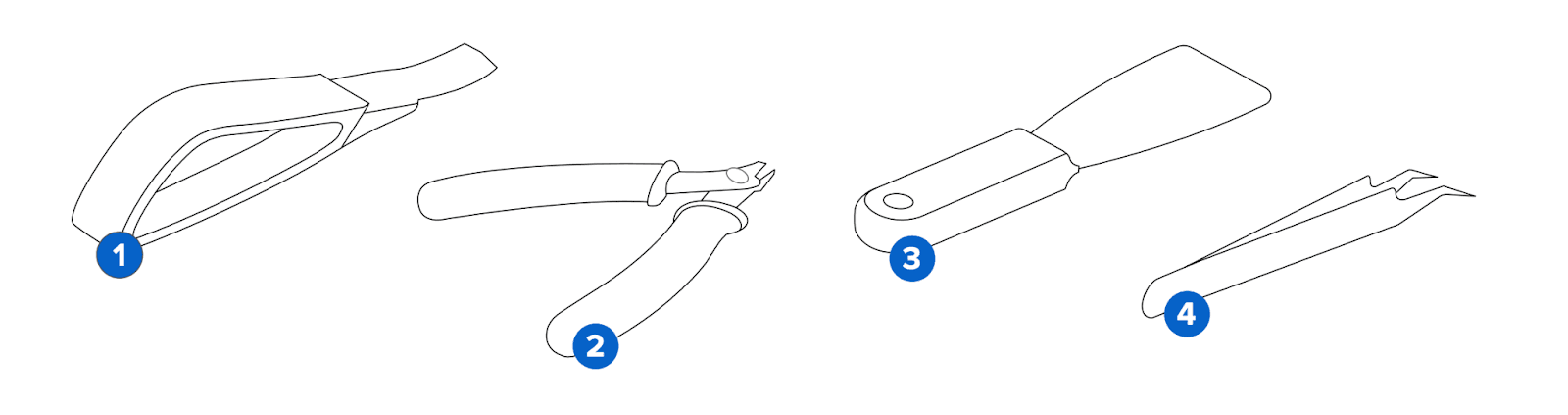
Le retrait des pièces est simple avec une Flex Build Platform ou une Build Platform 2 : il suffit d'actionner les poignées pour libérer les modèles. Pour les plateformes de fabrication standard, utilisez soit une spatule (3), soit l’outil de retrait des pièces (1) du Finish Kit. Cela s'applique à toutes les pièces, qu'elles soient imprimées à plat ou avec des supports. Les pièces imprimées avec des supports auront une base comprenant un chanfrein, ce qui facilite l'accès de l'outil sous la pièce.
Pour ne pas endommager vos pièces, assurez-vous que :
L'outil s'insère complètement sous le modèle.
Vous n’exercez pas trop de force sur une seule zone du modèle ; travaillez plutôt sur le périmètre.

4.2 Lavage
Attention
Lors du lavage de la pièce imprimée avec un solvant, veillez à ce que l'environnement soit correctement ventilé et utilisez des masques et des gants de protection. La résine périmée ou inutilisée doit être éliminée conformément à la réglementation locale.
Placez le modèle dans une Form Wash remplie d’alcool isopropylique. Pour plus d'informations sur les temps de lavage appropriés et la pureté de l'alcool requise, veuillez consulter cet article : Temps de lavage des résines Formlabs.
Pour les impressions non biocompatibles comme les modèles de thermoformage, vous pouvez utiliser la Formlabs Resin Washing Solution au lieu de l'alcool isopropylique.
Veillez à ce que toutes les pièces soient entièrement immergées lors du lavage.
Le dépassement de la durée du lavage peut affecter la précision dimensionnelle et les performances des pièces imprimées.
Utiliser le Finish Kit Standard
Pour obtenir les meilleurs résultats en matière de retrait de résine et de finition de surface, Formlabs recommande d’utiliser une Form Wash. Toutefois, si vous utilisez le Finish Kit, suivez ces instructions : rincez les pièces dans deux paniers avec de l'alcool isopropylique ou de la solution de la Formlabs Washing Solution.
4.3 Séchage et inspection
Après avoir retiré les pièces de l'alcool isopropylique, laissez-les sécher à l'air libre à température ambiante dans un endroit bien ventilé pendant environ 30 minutes. Le processus de séchage peut être accéléré par l'utilisation d'air comprimé. Assurez-vous que l’alcool s’est complètement évaporé avant de poursuivre.
Après l'impression et le lavage, inspectez minutieusement les pièces pour vous assurer qu'elles sont propres et sèches. Leurs surfaces doivent impérativement être débarrassées de tout reste d’alcool, résine liquide excédentaire ou particules résiduelles avant de continuer. Si de la résine humide non polymérisée est encore présente après le séchage, immergez la pièce dans de l'alcool isopropylique propre pendant environ une minute, ou utilisez une bouteille à pipette. Ensuite, séchez à nouveau les pièces comme décrit précédemment.
4.4 Post-polymérisation
Après lavage et séchage, placez les modèles dans la Form Cure. Sélectionnez le préréglage approprié sur la Form Cure pour la durée de polymérisation et la température correctes, et démarrez le processus de polymérisation.
4.5 Retrait des supports (facultatif)
Les imprimantes SLA Formlabs produisent des pièces dont les structures de support présentent un minimum de points de contact, ce qui permet de les retirer facilement en les détachant simplement.
Bien qu'il soit plus rapide d'arracher les supports d'une pièce, cela peut endommager le modèle ou laisser des traces. C'est pourquoi nous recommandons de couper individuellement les supports connectés aux zones anatomiques critiques.

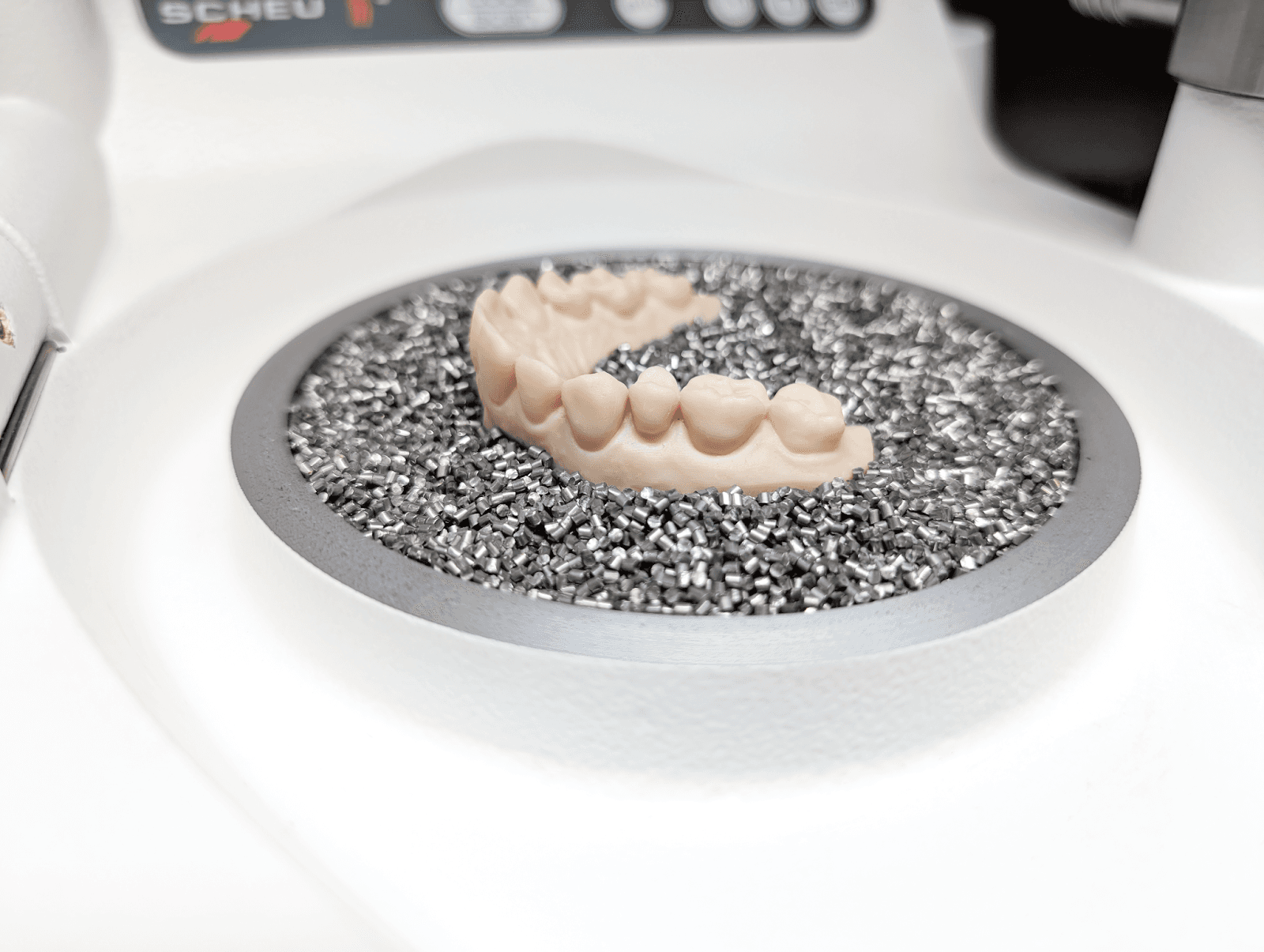
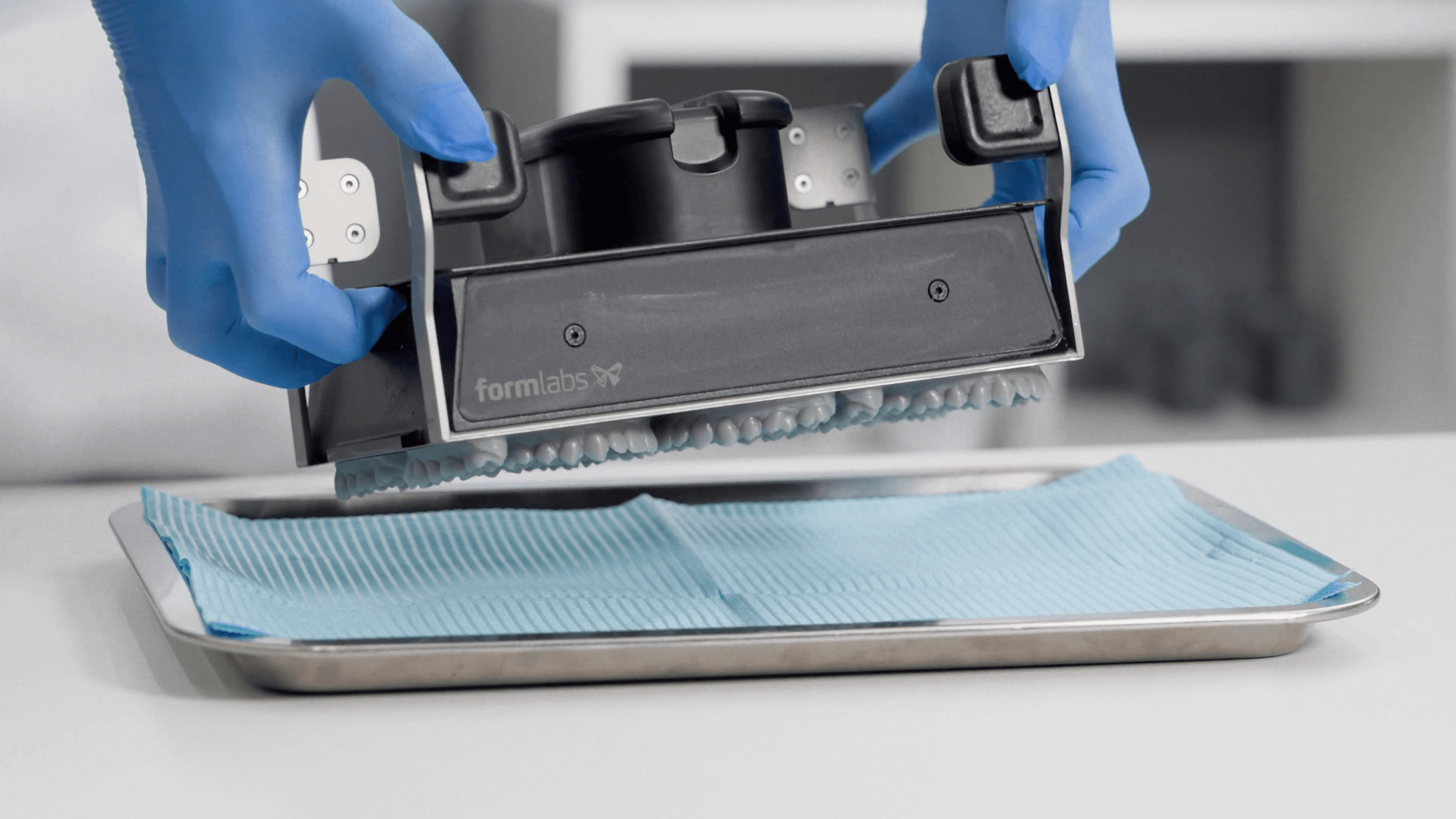
5. Thermoformage
Pour créer le dispositif, placez le modèle dans un appareil de thermoformage dentaire. Commencez par utiliser les paramètres recommandés pour votre équipement et votre matériau.
5.1 Formage sous-vide ou sous pression
Au cours du processus de thermoformage, une feuille de plastique est chauffée à une température la rendant malléable, généralement autour de 220 °C. Elle est ensuite soit mise sous vide, soit pressée sous pression sur un modèle. Les appareils de thermoformage dentaire fonctionnent selon deux modes : le formage sous vide ou le formage sous pression. Les deux méthodes sont efficaces, mais les appareils à pression offrent plus de puissance et de fiabilité. Ces appareils nécessitent un accès à de l'air comprimé propre.
Remarque
Évitez d'utiliser des feuilles de thermoformage d'une épaisseur supérieure à 1,5 mm en raison de la température de fonctionnement élevée requise. Les feuilles plus épaisses ont besoin de plus de temps pour refroidir sur le modèle, ce qui pourrait entraîner des dommages ou des déformations du modèle.

5.2 Les meilleures pratiques du thermoformage
5.2.1 Prévention des adhérences
Les modèles qui ne sont pas complètement lavés et post-polymérisés peuvent adhérer au matériau de thermoformage.
La résine qui n'a pas été lavée apparaîtra brillante et sera collante. Si vous remarquez des zones brillantes, lavez à nouveau la pièce pendant une minute.

5.2.2 Hauteur du modèle pour le thermoformage
Selon le cycle de chauffage, l'épaisseur et la marque du matériau, les résultats peuvent varier.
Les modèles plus grands produisent des dispositifs plus fins (1).
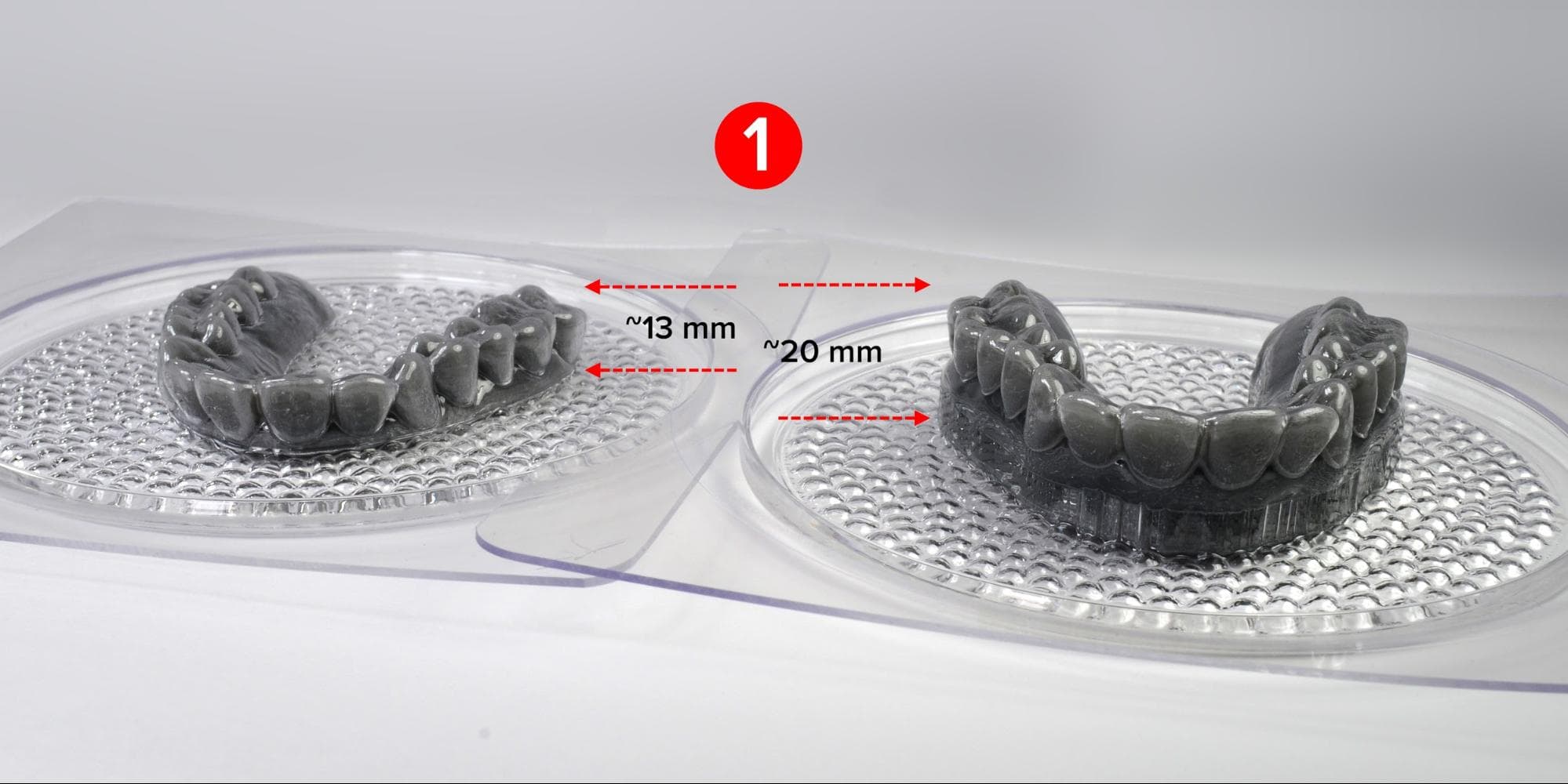
Nous avons constaté que des matériaux de formage sous pression d'une épaisseur de 1 mm permettaient d'obtenir un dispositif d'une épaisseur d'environ 0,7 mm (2).

Pour maintenir un thermoformage cohérent, vous pouvez soit utiliser des sorties CAO contrôlées (hauteur du modèle et blocage), soit utiliser des granulés ou des billes pour obtenir des hauteurs égales au cours du processus. Voir la section sur la hauteur du modèle.
6. Découpe et finition
Selon l'épaisseur du matériau utilisé et la méthode préférée, diverses techniques peuvent être choisies pour la découpe et la finition du dispositif. Testez et identifiez ce qui fonctionne le mieux pour vous et pour la personne qui fait le travail.
L'objectif est d'être rapide et de produire des dispositifs aux bords nets qui répondent à vos attentes.
6.1 Découpe

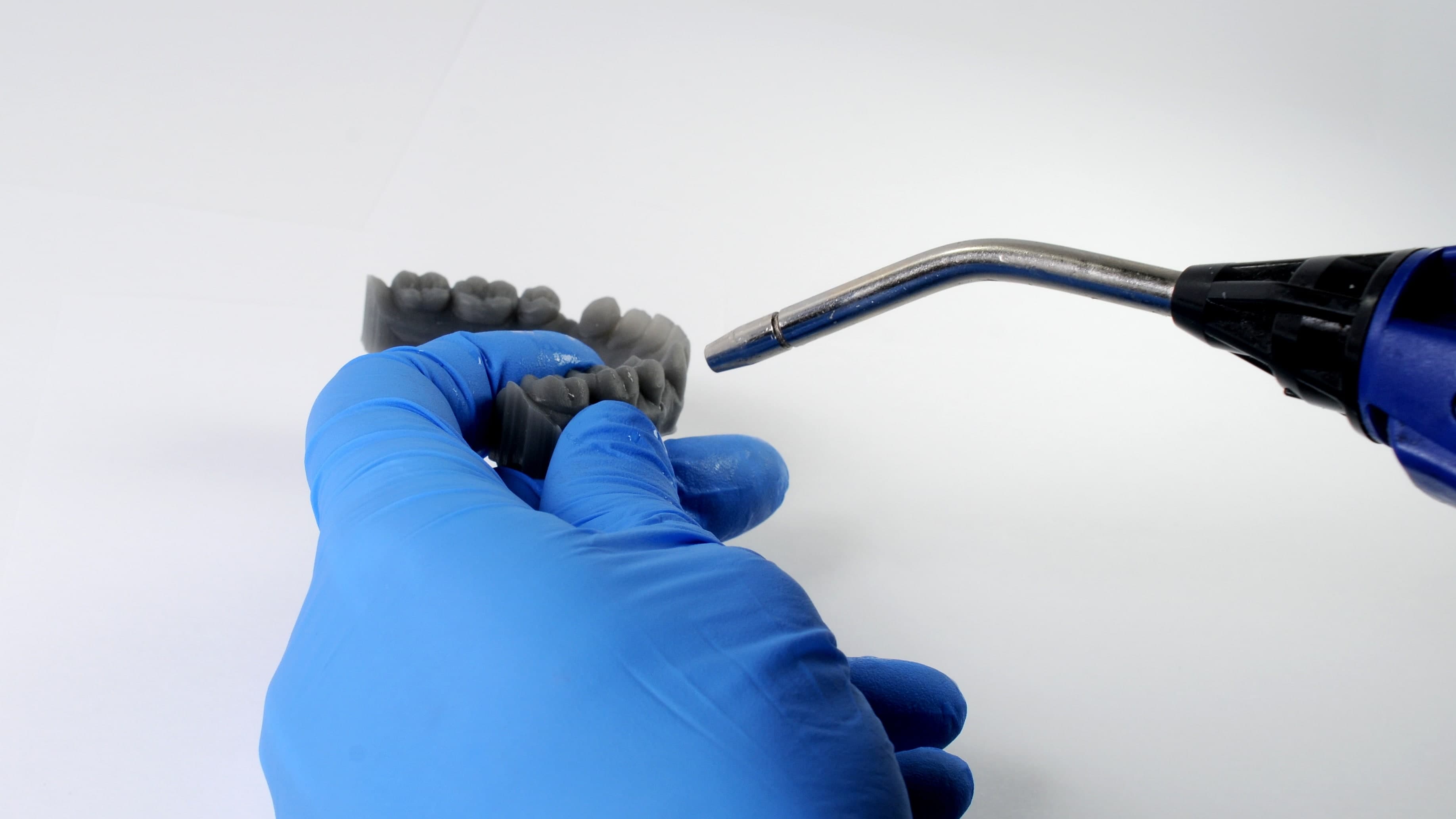
Pour finaliser la forme du dispositif, vous pouvez soit découper son contour directement sur le modèle, soit rogner l'excès de matériau près du contour prévu avant de retirer la feuille du modèle. Les disques de coupe, les fraises triangulaires en carbure (voir ci-dessous) ou des cisailles robustes sont des outils appropriés.
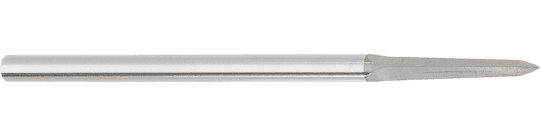
À titre de référence, une fraise triangulaire est idéale pour entailler des feuilles de thermoplastique sans chaleur.
Remarque
Lors de l'utilisation d'instruments rotatifs, faites attention au matériau thermoplastique ; réglez la pression et la vitesse de rotation pour éviter une accumulation excessive de chaleur.
6.2 Ébavurage
Rognez le contour final de votre dispositif. Utilisez des outils rotatifs ou des cisailles spécialisées. Nous recommandons l'utilisation de cisailles à tôle pour des raisons d'efficacité et pour réduire la quantité de nettoyage nécessaire lors de la découpe des bordures. Ces cisailles sont dotées d'une microdenture pour un meilleur contrôle et pour éviter de glisser.

Exemple de cisailles à tôle avec microdenture.

6.3 Découpe CNC ou découpe laser automatisée
En fonction du résultat souhaité et de la complexité du cas, le nombre d'étapes nécessaires pour produire un aligneur pour un patient peut être élevé. La finition manuelle de ces dispositifs, telle qu'elle a été décrite précédemment, nécessite beaucoup de main-d'œuvre, ce qui augmente le temps et les coûts. En réponse, le secteur dentaire a introduit des flux de découpe hautement automatisés, utilisant des fraiseuses CNC et des découpeuses laser. Si vous visez un rendement élevé et que le temps et les coûts de main-d'œuvre sont importants, il peut être utile d'investir dans ces appareils spécialisés.
6.4 Finition et contrôle qualité
Effectuez un contrôle qualité et vérifiez l’ajustement sur le modèle. Veillez à ce que le modèle soit bien ajusté sur la dentition et vérifiez qu’il n’y a pas de déformations dues à la chaleur pendant le processus de découpe.
Le dispositif doit être désinfecté et emballé de manière sécurisée en vue de sa livraison.

7. Élimination des déchets
1. La résine polymérisée n'est pas dangereuse et peut être éliminée avec les déchets ordinaires.
2. La résine liquide doit être éliminée conformément à la réglementation publique en vigueur (locale, nationale et régionale). Éliminez comme un produit non utilisé.
8. Compatibilité des imprimantes 3D Formlabs et des résines
Les modèles 3D imprimés pour le thermoformage de dispositifs transparents peuvent être imprimés à l'aide des imprimantes SLA et des matériaux Formlabs suivants.
|
Imprimante |
Résine |
|
Form 4B Form 4BL |
|
|
Form 3BL Form 2 |
Ressources supplémentaires
Explorez les ressources dentaires de Formlabs pour consulter des guides détaillés, des tutoriels, des livres blancs, des webinaires, etc.
La dentisterie rendue plus simple
La Form 4B est une imprimante 3D dentaire ultra-rapide qui offre la gamme de matériaux la plus complète pour la dentisterie et l'orthodontie. Créez des modèles dentaires et des applications biocompatibles de haute qualité en un temps record, avec un flux de travail simple, une fiabilité à la pointe du secteur et une qualité de pièces imprimées impressionnante, grâce à l'écosystème de la Form 4B.
