

Fusione e pressatura dentale da modelli 3D stampati
I centri e i laboratori di fresatura dentale hanno iniziato a fondere e pressare parti in metallo e ceramica da oltre dieci anni, ma le attuali soluzioni di stampa CNC e 3D sono spesso costose e difficili da usare. Questo manuale operativo illustra il processo semplificato di fusione e pressatura di corone, ponti e telai per protesi dentali utilizzando le stampanti stereolitografiche 3D di Formlabs e Castable Wax Resin, dall’inizio alla fine.
Testata a lungo dagli odontotecnici, la Castable Wax Resin di Formlabs permette di ottenere contorni netti e precisi. Contiene il 20% di cera. Consente una fusione affidabile e una combustione pulita. I modelli stampati sono resistenti e non necessitano di polimerizzazione post-stampa, rendendo così il workflow più semplice e snello.





Dental Casting and Pressing from 3D Printed Patterns
Vuoi salvare il documento, stamparlo o condividerlo con i colleghi?
Elementi fondamentali
Prodotto da Formlabs:
Prodotto da terzi:
- Rilevazione digitale
- Scanner intraorale 3D
- Scanner desktop per modelli
- Software CAD per progetti dentali
- Forno per la cottura dei modelli dentali
- Stampo o cilindro per fusione
- Materiale di rivestimento
- Macchina per fusione
- Lingotti di metallo o ceramica
- Strumenti per la finitura ultra veloci da laboratorio odontotecnico
1. Scansione
I software CAD per progetti dentali necessitano di rilevazioni digitali per creare corone, ponti o telai per protesi. Per produrre una rilevazione digitale è possibile fare una scansione del paziente direttamente con uno scanner intraorale oppure usare uno scanner ottico desktop e scannerizzare un’impronta in polivinilsilossano (PVS) o un modello in gesso. A meno che non si stia lavorando all’interno di un sistema completo di scansione e CAD, esporta la scansione come file aperto in formato STL.

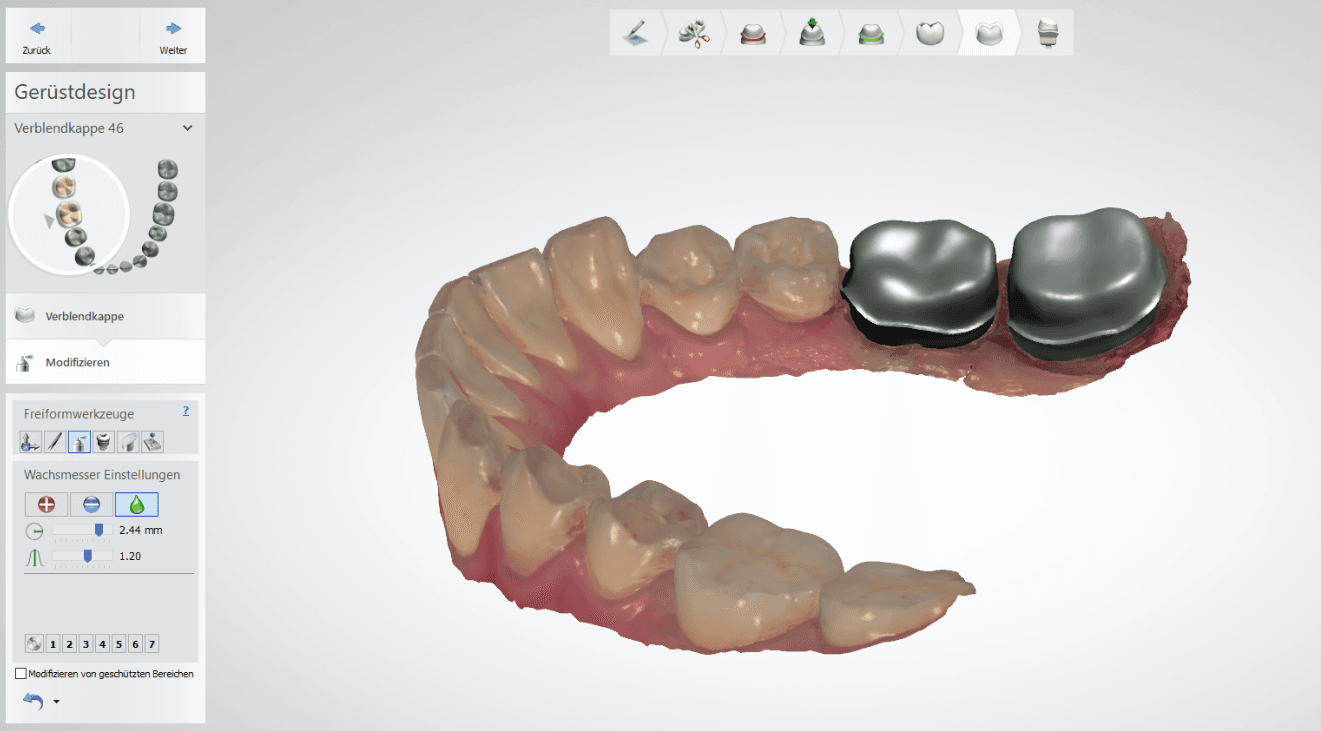
2. Progettazione
Una volta ottenuta la rilevazione digitale, importa i dati della scansione in un software CAD dentistico e progetta le protesi o gli apparecchi richiesti. Seleziona un software che permetta l’esportazione di file STL aperti, così da essere compatibile con PreForm, il software di preparazione alla stampa di Formlabs.
Le operazioni di importazione e progettazione variano a seconda del pacchetto software. Per ulteriore assistenza, contatta il rivenditore o il produttore del software.

2.1 Progettazione di corone e ponti
Progetta corone e ponti utilizzando le impostazioni dei materiali fornite da Formlabs (vedi “Impostazioni CAD materiale”).
2.2 Progettazione di scheletrati
Per aumentare l’omogeneità e ridurre distorsioni dei modelli 3D stampati, aggiungi una barra di stabilizzazione con un diametro di 2,5 mm.
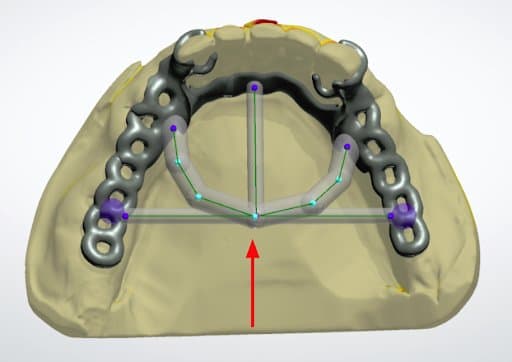
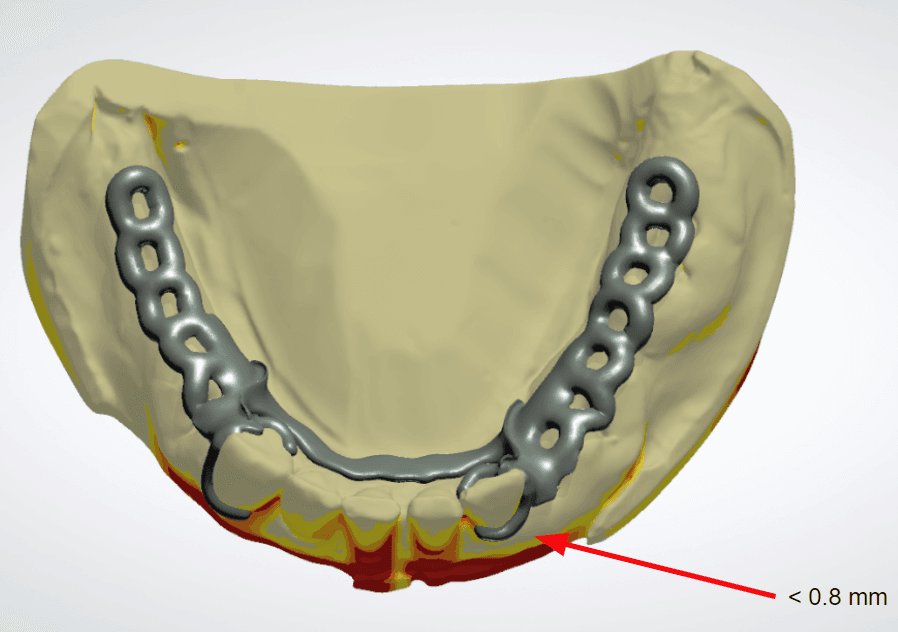
Quando si progettano ganci più sottili di 0,8 mm, collega i bracci a clip per ottenere risultati più precisi.
Consiglio
Puoi creare i canali di colata nel software CAD e stamparli direttamente. In questo modo risparmierai tempo senza dover posizionare manualmente i canali.
Impostazioni CAD materiali
| Ponti e corone | Scheletrati | |
|---|---|---|
| Spessore minimo | 0,5 mm | 0,5 mm |
| Compensazione del trapano | Disabilitata | Disabilitata |
| Fessura cemento e fessura extra cemento | 0,03 mm e 0,10 mm | - |
| Margine bilanciamento | 0,15 mm | - |
File e catalogo materiali
3. Stampa
3.1 Importare file di corone, armature o telai per protesi in PreForm
Apri PreForm, il software di preparazione alla stampa di Formlabs, e importa i file STL o OBJ generati con il software CAD.
3.2 Configurare le impostazioni di stampa
Nel menu “Print Setup” (Impostazione stampa) in PreForm, seleziona la stampante in base al suo nome di serie. Seleziona "Castable Wax " dal menu Material (Materiali). Stampa i modelli in cera con 0,05 mm di spessore per ridurre i tempi di stampa e ottenere un'accuratezza di livello clinico.
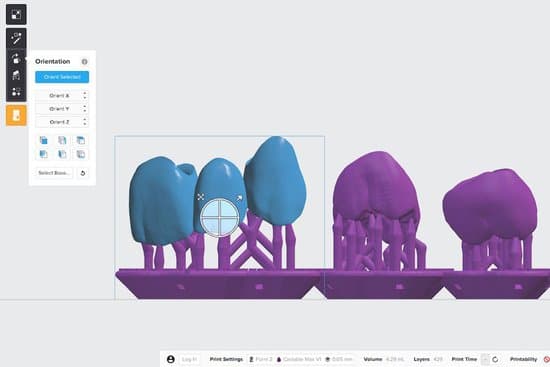
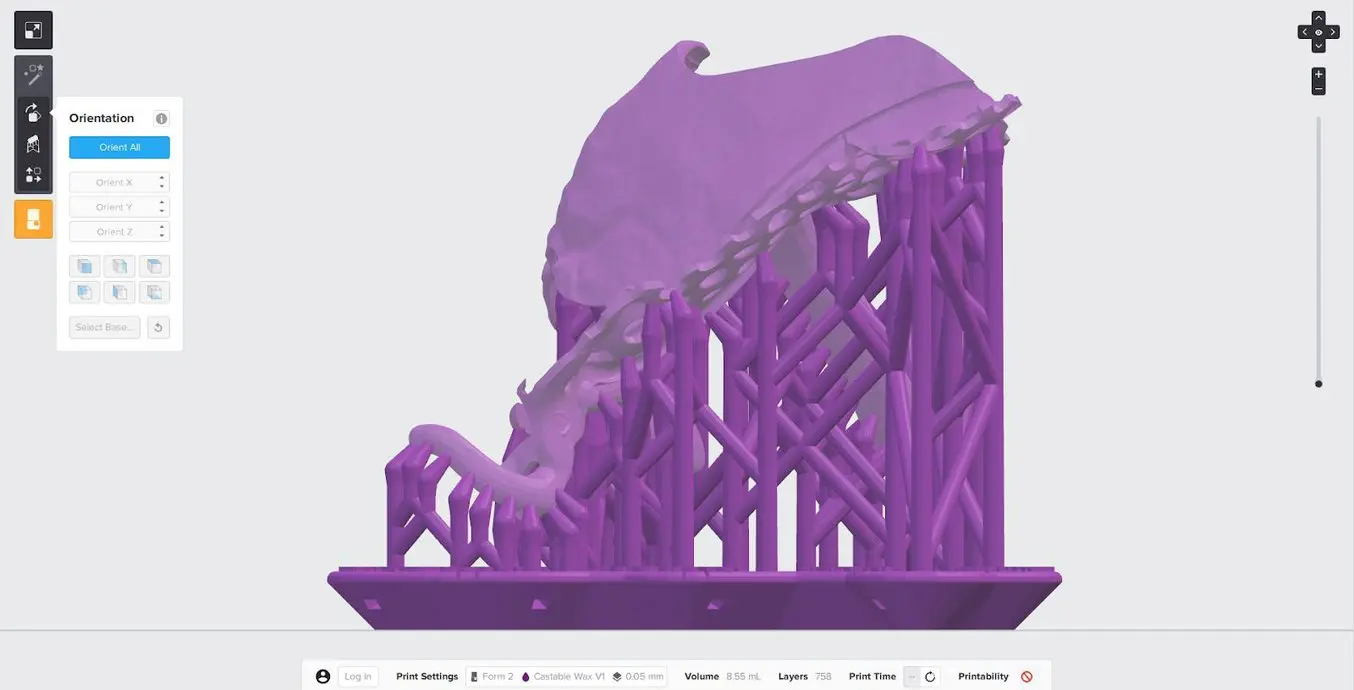
3.3 Orientare le parti per la stampa con supporti
Stampa sempre con supporti. Per risultati ottimali e per ridurre al minimo gli sforzi di post-stampa, segui le buone pratiche riportate di seguito.

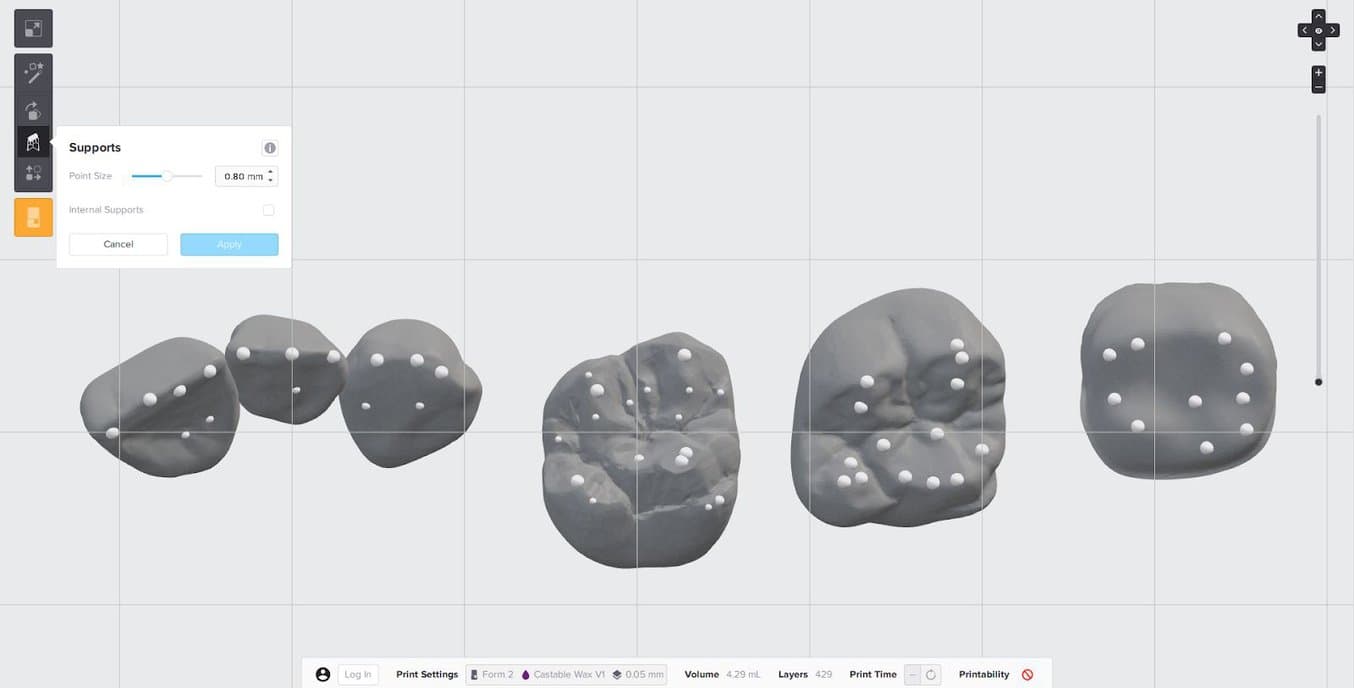
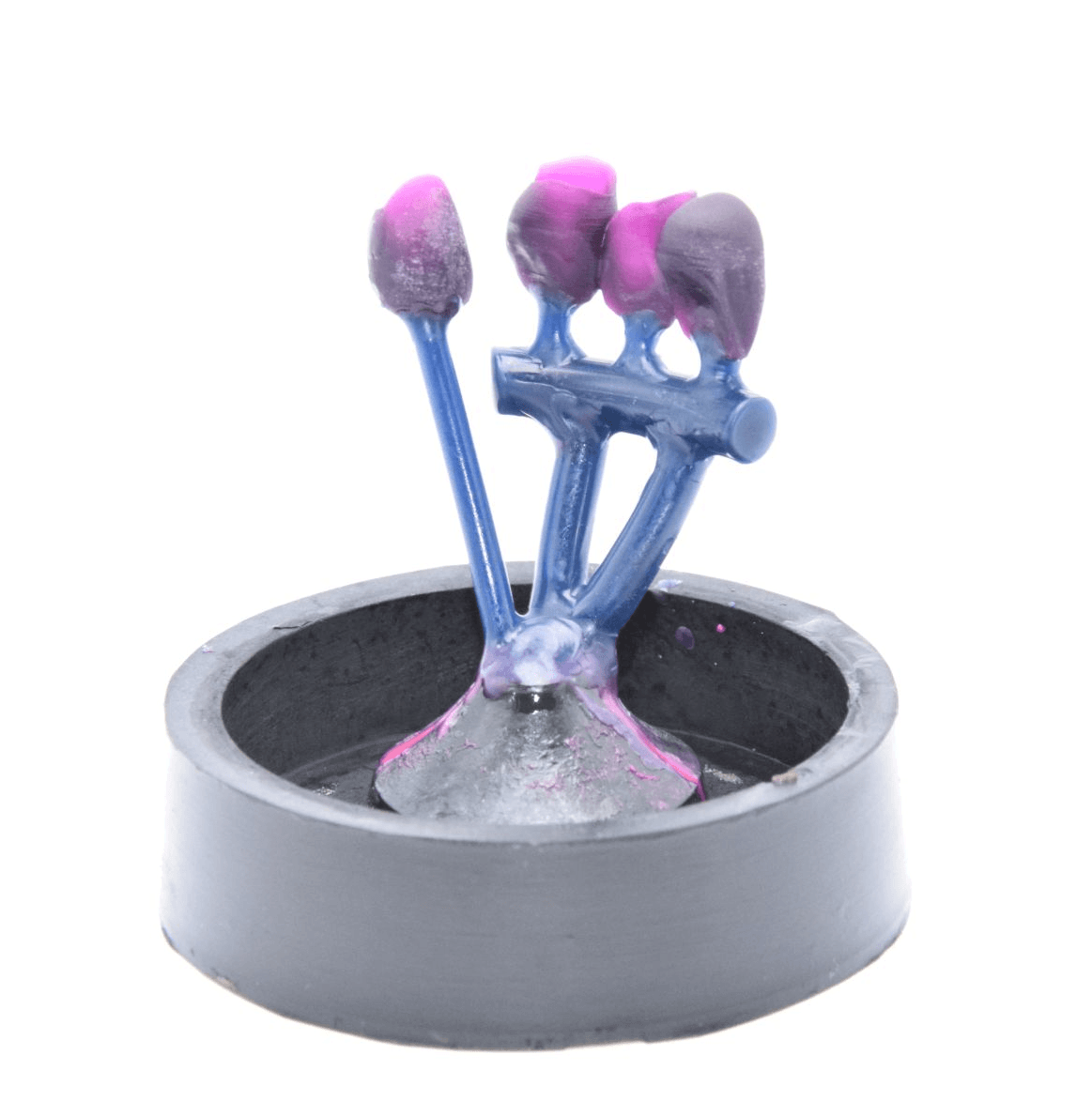
3.3.1 Ponti e corone
Posiziona i modelli di corone e ponti con i margini o le aree di giunzione rivolti verso l'alto. In questo modo eviterai di posizionare i supporti sulla parte più cruciale della protesi.
Per i modelli di corone complete e ponti, i punti di contatto dei supporti vanno posizionati sul bordo delle cuspidi, non sulle zone di contatto della corona.
Controlla sempre il margine e l’aspetto interno della protesi per confermare che i supporti non sono stati generati in quelle aree critiche. Se sono necessari degli altri supporti, aggiungili manualmente dove appropriato.
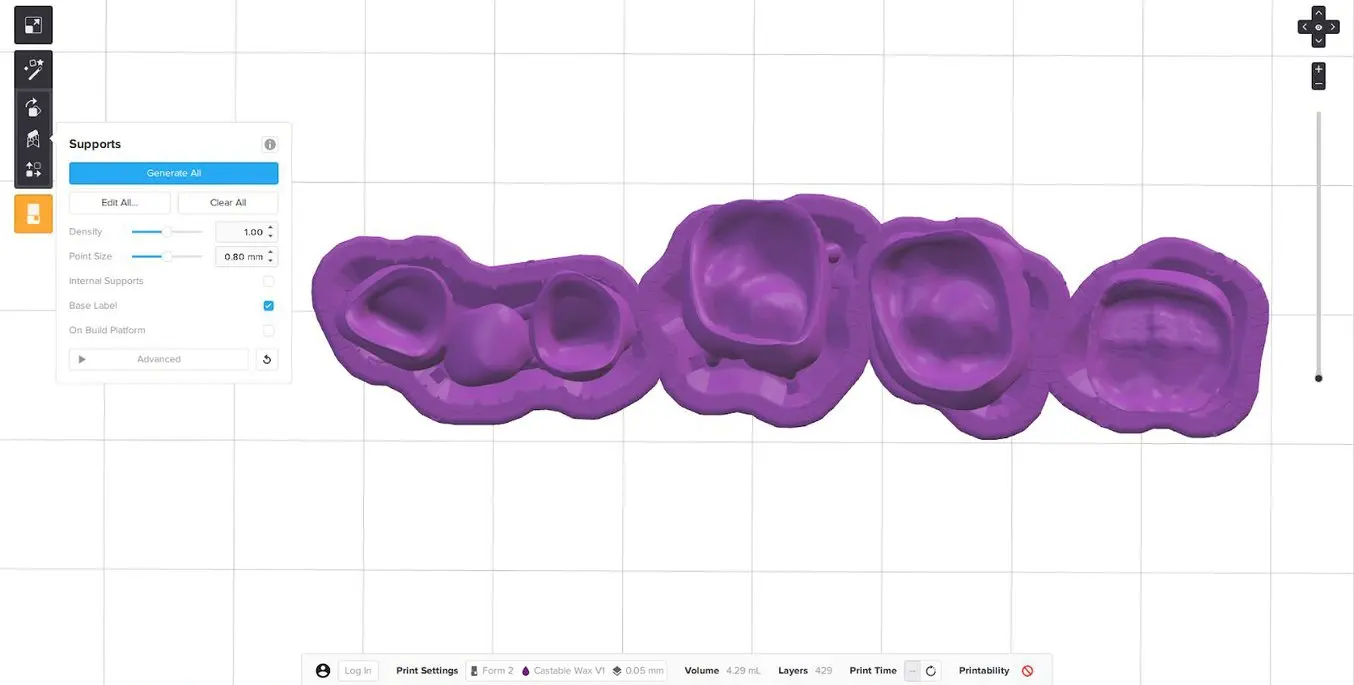
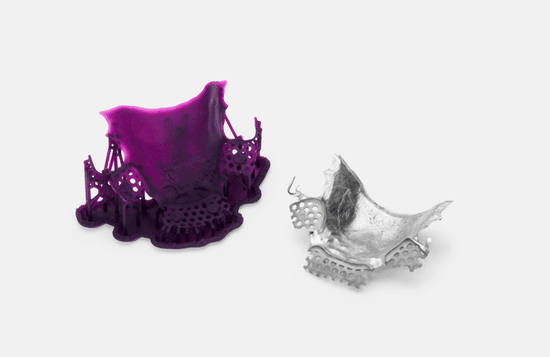
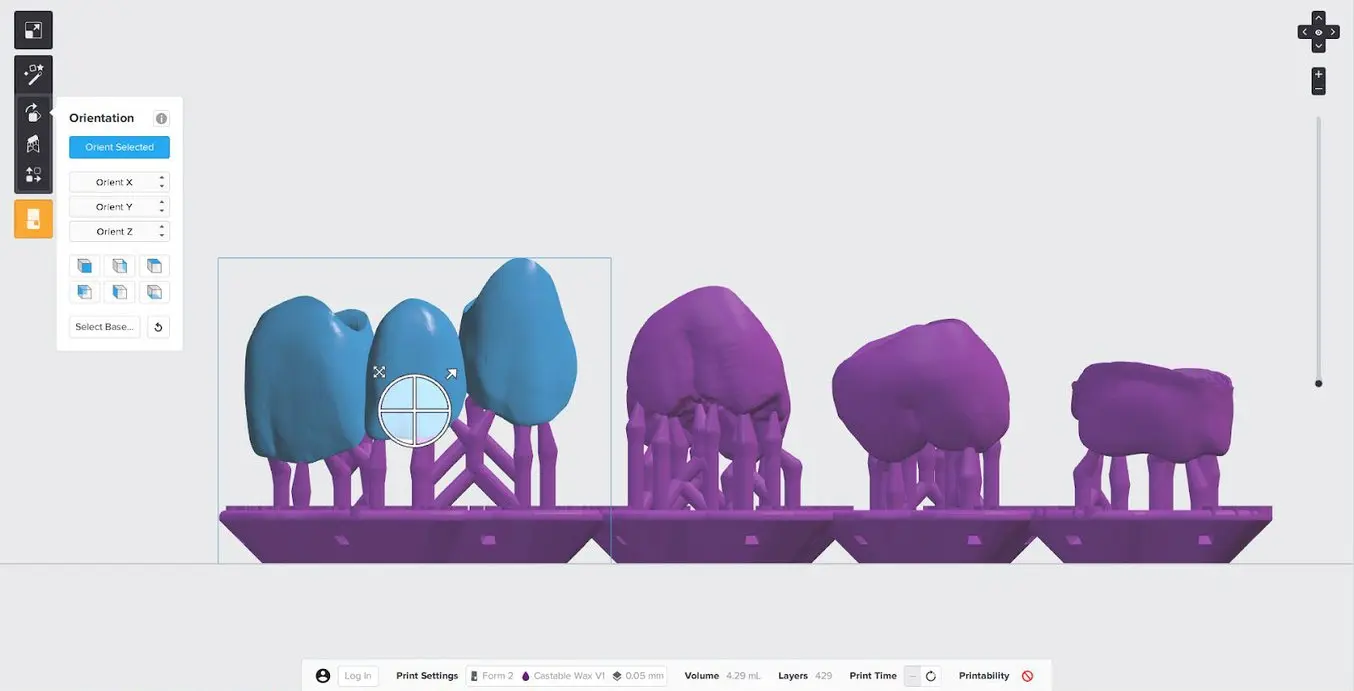
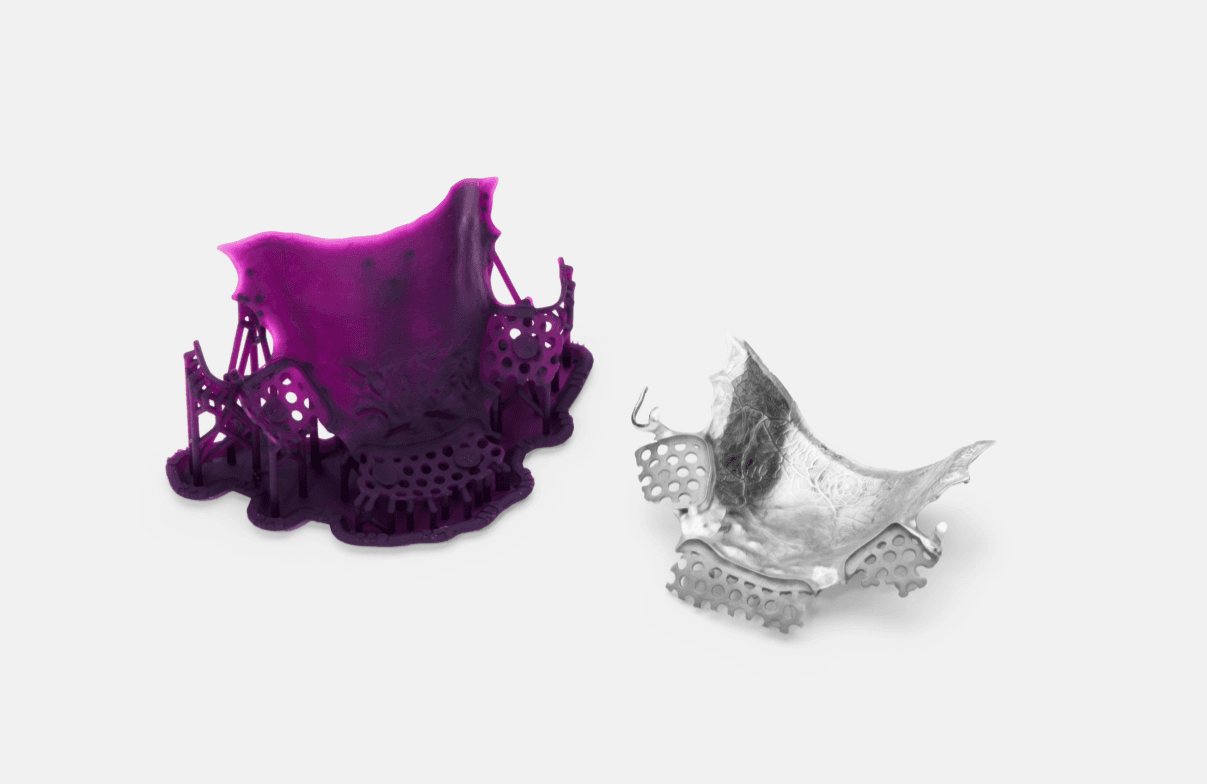
3.3.2 Scheletrati
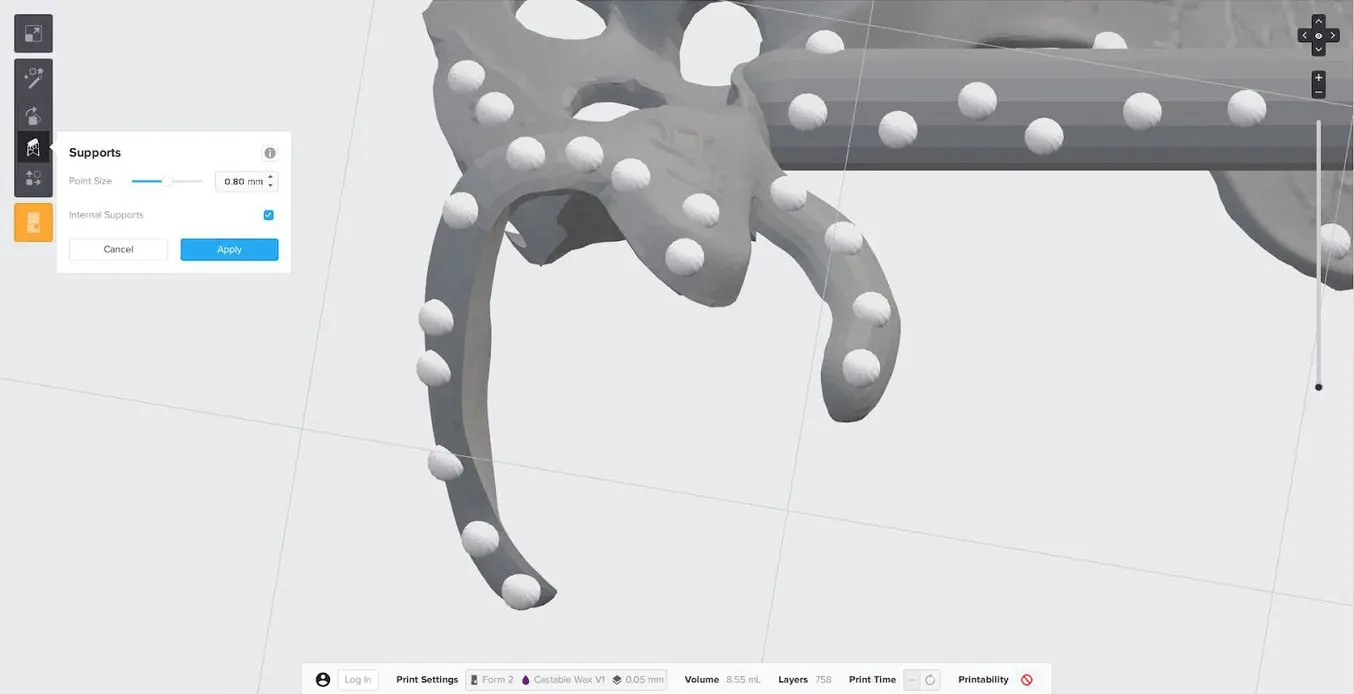
Posiziona lo scheletrato con le superfici a intaglio rivolte verso l’alto. Per rimuovere e posizionare manualmente i supporti dove desideri, fai clic su “Edit All” (Modifica tutto) nel menu “Supports” (Supporti). Posiziona i supporti sulla superficie esterna dei ganci.
Evita di posizionare i supporti sulle superfici che verranno a contatto con i denti del paziente o su altre parti importanti dello scheletrato.
Sostieni ciascun gancio con 4-5 supporti distribuiti equamente per la lunghezza del gancio.
3.4 Preparare la stampante e la resina
Agita bene la cartuccia di resina scuotendola e ruotandola diverse volte. Inserisci un serbatoio resina, la cartuccia di Castable Wax Resin e la piattaforma di stampa nella stampante.
3.5. Stampa
Fai clic sul pulsante arancione “Print” (Stampa) in PreForm, quindi invia la stampa alla stampante. Una volta che la stampa sarà caricata, premi il tasto sulla stampante per far partire la stampa.
4. Preparazione
4.1 Lavare le parti
Se utilizzi un sistema di lavaggio automatico Form Wash, lascia le parti stampate sulla piattaforma di stampa. Allinea il bordo superiore della piattaforma di stampa rispetto ai bracci dell'attacco della piattaforma su Form Wash, quindi inseriscila a fondo, fino a toccare la parte retrostante. Lava le parti con alcool isopropilico (IPA) con concentrazioni di 90% o più (è consigliabile 99%). Imposta Form Wash per 15 minuti e avvia il ciclo di lavaggio.

Se utilizzi un Finish Kit, rimuovi con cautela le parti dalla piattaforma di stampa una volta completata la stampa. Inserisci saldamente il raschietto incluso nella smussatura della base di supporto, quindi ruota delicatamente il raschietto da un lato all’altro. Sciacqua le parti in due cestelli di alcool isopropilico, con un bagno iniziale di 10 minuti e un secondo bagno di 5 minuti. È consigliabile utilizzare alcool isopropilico (IPA) con concentrazioni di 99% o più, ma concentrazioni di 90% o più funzioneranno comunque.
AVVISO:
Il lavaggio di parti in Castable Wax macchierà di viola l’alcool isopropilico ed eventuali parti lavate in futuro. Per evitare di macchiare le parti stampate con altre resine, lava le parti in Castable Wax in un Form Wash o Finish Kit dedicato.
Lascia asciugare bene all’aria oppure usa dell’aria compressa per soffiare via l’alcool isopropilico (IPA) dalle superfici delle parti. Ispeziona le parti da vicino per assicurarti che tutta la resina non fotopolimerizzata sia stata rimossa. Ripeti il lavaggio, se necessario. Lascia che i modelli siano completamente asciutti prima di utilizzarli.
La polimerizzazione post-stampa non è necessaria
La Castable Wax Resin è stata progettata per essere usata senza polimerizzazione post-stampa. Per assicurare la massima precisione, sconsigliamo la polimerizzazione post-stampa dei modelli, in quanto ciò potrebbe causare un restringimento, benché minimo. Consigliamo di procedere con la lavorazione, la fusione o lo stampaggio dei modelli il prima possibile una volta terminata la stampa. Se ciò non fosse possibile, una volta lavati, riponi i modelli in Castable Wax in un luogo fresco e buio.
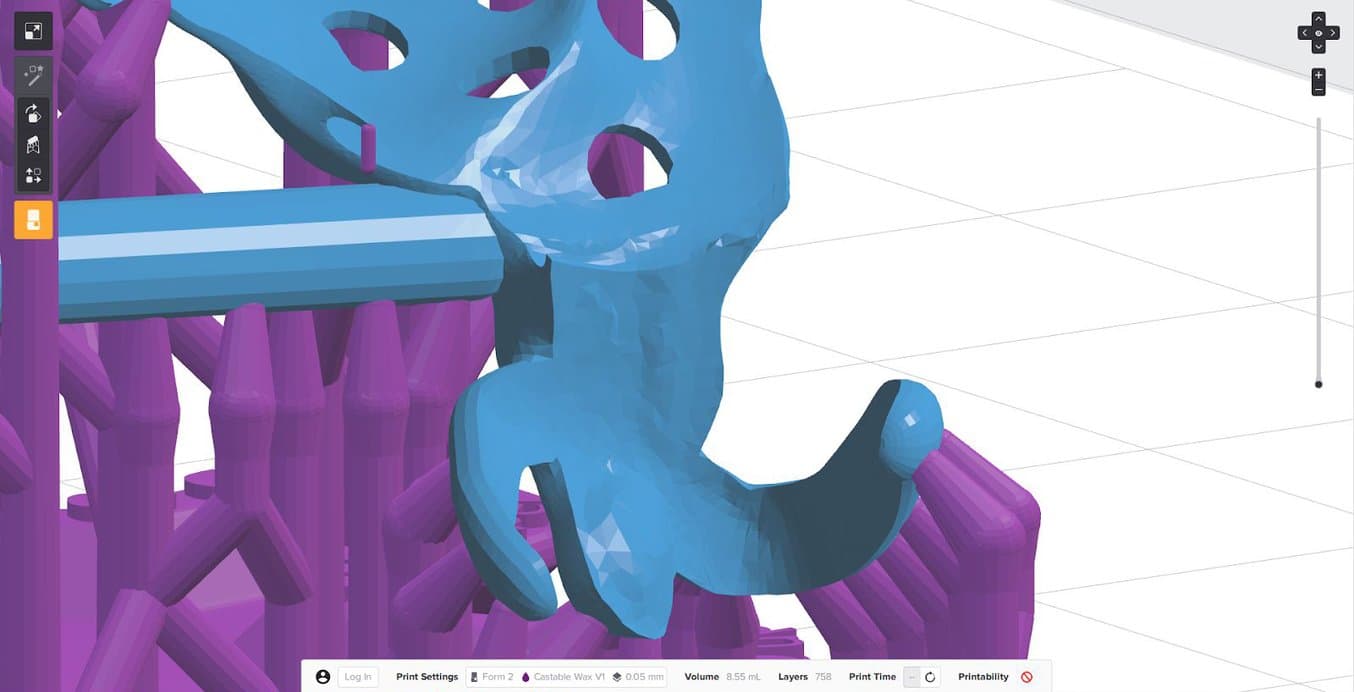
4.2. Rimozione dei supporti
Usa le tronchesine incluse nel Finish Kit per tagliare i supporti con cautela nei punti di contatto (dove si uniscono alla parte). Quando tagli i supporti indossa occhiali protettivi: il materiale potrebbe sbriciolarsi in alcuni punti e potrebbero partire delle schegge. È possibile rimuovere i supporti anche usando i manipoli, ovvero con frese o dischi separatori e lucidanti.
AVVISO:
I pezzi molto sottili, come ad esempio le protesi parziali rimovibili (scheletrati), si potrebbero rompere facilmente nel corso della rimozione dei supporti. È consigliabile l’utilizzo di un disco di taglio.

5. Rivestimento
5.1 Buone pratiche per impostare lo stampo di rivestimento
Ponti e corone:
Crea una protesi parziale

Ceramica a pressione
Quanto progetti i canali di colata di modelli in ceramica pressata tieni conto di quanto segue:
- Corone e ponti sono realizzati direttamente con un filo di cera di 2,5-3 mm (senza angoli o bordi) con un angolo compreso tra 45 a 60° rispetto alla cavità dello stampo.
- Posiziona i canali di colata sull’area più spessa del modello. Per le corone, si tratta di solito del bordo delle cuspidi. I ponti dovrebbero avere un canale di colata su ogni pilastro e corona della protesi (non collegare un canale di colata a un connettore del ponte).
- Il canale di colata dovrebbe avere una lunghezza compresa tra 4 e 8 mm e la lunghezza totale, incluso l’oggetto da pressare, non dovrebbe superare i 16 mm.
- La distanza dalla parete dell’anello in silicone deve essere di almeno 10 mm.

6. Processo di cottura
Il processo di fusione con Castable Wax Resin richiede un rivestimento per colate di fosfato legato a caldo. Formlabs ha testato i programmi di cottura con due rivestimenti per colate: BEGO Bellavest SH e WiroFine. I programmi di cottura sono gli stessi per entrambi i rivestimenti, con variazioni sulla temperatura finale. Attieniti sempre alle indicazioni fornite dal produttore del materiale per la fusione.
| Rivestimento | Ideale per | Informazioni sul produttore |
|---|---|---|
| BEGI Bellavest SH | Pressatura e fusione di ponti e corone | Dettagli prodotto Guida del produttore |
| Bego WiroFine | Fusione di scheletrati | Dettagli prodotto Guida del produttore |
6.1 Programma di cottura standard
| Descrizione | Fase | Tempo richiesto per raggiungere la temperatura | °C programma | °F programma |
|---|---|---|---|---|
| Impostazione | Attesa | 30 min | Temperatura ambiente | |
| Inserire stampo | Rampa | 50 min | 5 °C/min | 41 °F/min |
| Asciugatura | Attesa | 30 min | 250 ºC | 482 °F/min |
| Transizione termica | Rampa | 45 min | 7 ºC/min | 44,6 °F/min |
| Attesa | 30 min | 570 ºC | 1058 ºF | |
| Combustione | Rampa | - | 7 ºC/min | 44 ºF/min |
| Attesa | 60 min | Temperatura finale lega |
| Combustione | Tempo richiesto per raggiungere la temperatura: 60 min | Temperatura finale lega | ||
|---|---|---|---|---|
| Materiale | °C programma | °F programma | ||
| Metalli preziosi | 700 ºC | 1292 ºF | ||
| Lega metalli preziosi-ceramica | 850 ºC | 1562 ºF | ||
| Metalli non preziosi | 900 ºC | 1652 ºF | ||
| Ceramica a pressione | Fino a 900 ºC | Fino a 1652 °F | ||
| Scheletrati non preziosi | Da 950 a 1050 ºC | Da 1742 a 922 °F |
6.2 Programma di cottura breve
| Descrizione | Fase | Tempo richiesto per raggiungere la temperatura | °C programma | °F programma |
|---|---|---|---|---|
| Preriscaldare il forno | - | 900 ºC | 1652 ºF | |
| Impostazione | Attesa | 20 mn | Temperatura ambiente | |
| Inserire stampo | Hold | 20-30 mn | 900 ºC | 1652 ºF |
| Combustione | Rampa | - | 7 ºC/min | 44,6 °F/min |
| Attesa | 60 mn | Temperatura finale lega | - |
| Combustione | Tempo richiesto per raggiungere la temperatura: 60 min | Temperatura finale lega | |
|---|---|---|---|
| Materiale | °C programma | °F programma | |
| Metalli preziosi | 700 ºC | 1292 ºF | |
| Lega metalli preziosi-ceramica | 850 ºC | 1562 ºF | |
| Metalli non preziosi | 900 ºC | 1652 ºF | |
| Ceramica a pressione | Fino a 900 ºC | Fino a 1652 °F | |
| Scheletrati non preziosi | Da 950 a 1050 ºC | Da 1742 a 1922 °F |
7. Processo di fusione o pressatura
Per ottenere un processo di fusione o pressatura di successo, osserva le specifiche del produttore, in particolare per quanto riguarda l’adeguamento della temperatura di preriscaldamento e fusione o pressatura in base alla lega.

Avviso:
Castable Wax è il 21% più pesante della cera standard.
Per calcolare la quantità ottimale di materiale da utilizzare per la fusione o pressatura, utilizza la seguente formula:
(Peso cera standard) x 1,21 = Peso massimo di Castable Wax
Ad esempio, se per la tua lega o ceramica è consigliabile un lingotto per 0,75 g di cera standard, il peso corretto per un lingotto di Castable Wax sarebbe 0,91 g.

Questo manuale operativo è stato scritto in collaborazione con Stephan Kreimer.
Stephan Kreimer è un master dental technician (MDT) specializzato in soluzioni per i workflow digitali ed è un consulente/beta tester per svariate aziende odontoiatriche. È il proprietario e gestisce Kreimer Dentallabor GmbH & Co. KG, un laboratorio odontotecnico a Warendorf, in Germania.
Per contattarlo, inviare un’e-mail a [email protected] o visitare https://kreimer-dentallabor.de
Risorse addizionali
Scheda tecnica: Castable Wax Resin
Esplora le risorse di Formlabs Dental per scoprire guide approfondite, tutorial passo passo, whitepaper, webinar e molto altro.
