Precision Model Resin und Form 4B: Leitfaden zur Herstellung von Dentalmodellen mit maximaler Genauigkeit
Formlabs' dentaler 3D-Drucker Form 4B ist eine revolutionäre Lösung für den Druck von Zahnersatzmodellen. Der Drucker zeichnet sich durch hohe Druckgeschwindigkeiten, Zuverlässigkeit und konstant präzise Ergebnisse aus. In diesem Artikel liefern wir eine Anleitung zur einfachen Herstellung von funktionalen und präzisen Zahnersatzmodellen auf dem Form 4B mit Precision Model Resin.
Precision Model Resin erreicht die höchste Genauigkeit unter allen Kunstharzen in Formlabs' Materialbibliothek. Es liefert eine hervorragende Oberflächengüte und eine Genauigkeit von +/-100 µm auf über 99 % der Oberflächen sowie +/-50 µm auf etwa 95 % der Oberflächen. Die neutrale, für das Auge angenehme Farbe und die Opazität des Materials sind ideal, um kleine anatomische Details zu erkennen, und erleichtern das Scannen mit Dentalscannern.

Inhaltsverzeichnis




Precision Model Resin und Form 4B: Leitfaden zur Herstellung von Dentalmodellen mit maximaler Genauigkeit
Benötigte Hardware und Materialien
Von Formlabs:
- 3D-Drucker Form 4B
- Form 4 Resin Tank und Form 4 Mixer
- Form 4 Build Platform oder Form 4 Build Platform Flex
- Precision Model Resin
- Form Wash
- Von Formlabs validierte Nachhärteeinheit: Form Cure, Form Cure L, or Fast Cure
- Form 4 Finishing Kit oder zweite Waschstation
Von Drittanbietern:
- Schneid- und Fertigstellungswerkzeug:
- Trockenes Schmiermittelpulver (Talkum / Babypuder / PTFE-Pulver) (dringend empfohlen)
- Schleifpapier (empfohlen)
- Weiche Bürste (empfohlen)
- Hilfsmittel zum Ausdrücken des Stumpfes (empfohlen)
- Verschiedene Bohrer zum Entfernen von überschüssigem Harz und von Stützspuren (je nach Präferenz)
- Okklusionspapier (optional)
- Desktop-Scanner (bei physischen Abformungen oder Modellen)
Benötigte Software
Von Formlabs:
-
Software PreForm Dental (kostenlos) 3.37 oder höher
-
3D-Drucker-Firmware für Form 4B 1.4.0 oder höher – Weitere Informationen
Von Drittanbietern:
Zahnmedizinische Designsoftware wie 3Shape oder exocad
1. 3D-gedruckte Dentalmodelle aus Precision Model Resin erfüllen die Anforderungen für restaurative Anwendungen
Die Genauigkeit der 3D-gedruckten Modelle bildet die Grundlage für spätere Zahnersatzanwendungen. Etwaige Fehler in den Modellen können sich direkt auf die Präzision der Restaurationen auswirken.
Insbesondere bei Zahnersatzmodellen ist höchste Genauigkeit gefragt, im Gegensatz zu Modellen, die für das Tiefziehen oder ähnliche Anwendungen verwendet werden. Die Genauigkeit wird hier allgemein als wichtiger angesehen als Geschwindigkeit und Zuverlässigkeit. Formlabs' 3D-Drucker Form 4B zeichnet sich beim Druck mit Precision Model Resin durch eine hohe Genauigkeit, Geschwindigkeit und Zuverlässigkeit aus und erfüllt alle drei Anforderungen effektiv.
Ein detaillierter Vergleich der Genauigkeit von Gipsmodellen und 3D-gedruckten Modellen aus Precision Model Resin hat ergeben, dass die 3D-gedruckten Modelle dank der Genauigkeit des Form 4B und von Precision Model Resin mit konventionell gefertigten Modellen vergleichbar sind. Erfahren Sie mehr darüber, wie die Genauigkeit von Precision Model Resin berechnet wurde.
Genauigkeit von Precision Model Resin
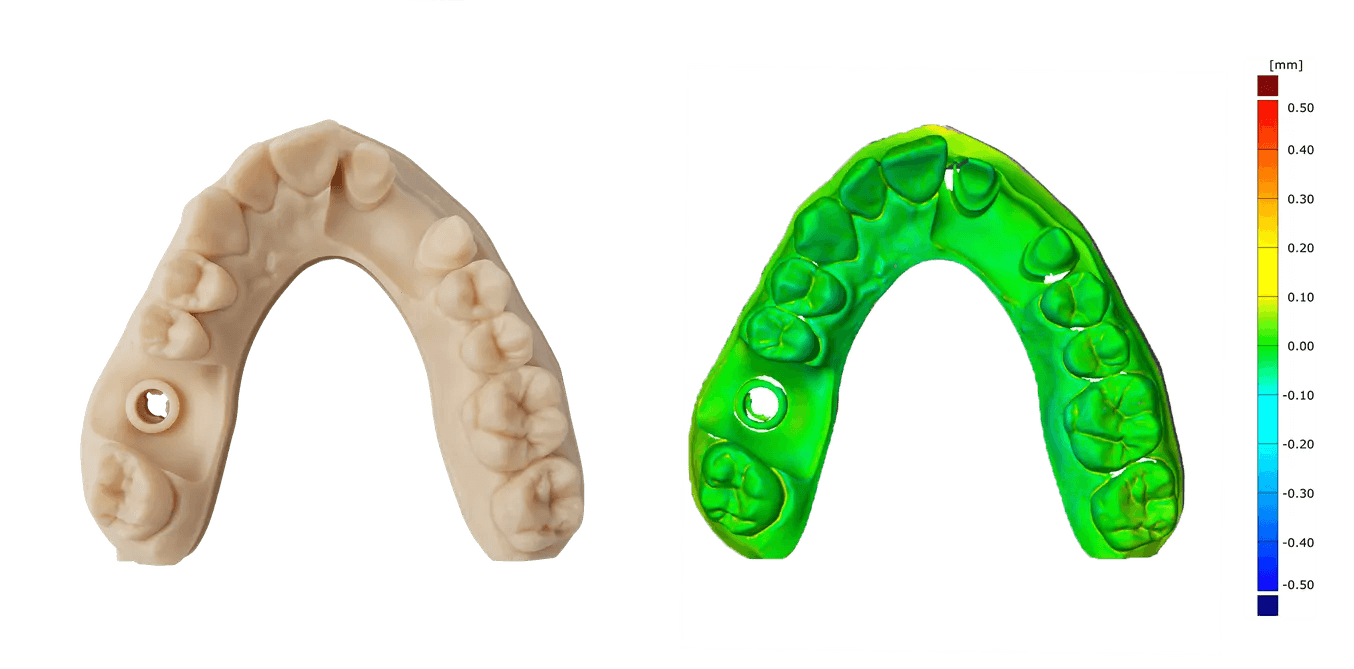
| Formlabs Precision Model Resin gedruckt auf Form 4B | Vergleichsdruck 1 DentaModel gedruckt auf Asiga UV Max | Vergleichsdruck 2 Die and Model 2 gedruckt auf SprintRay | |
|---|---|---|---|
| +/- 100 μm Toleranz | 99,9 | 99,7 | 90,4 |
| +/- 50 μm Toleranz | 97,4 | 91,3 | 62,0 |
| +/- 25 μm Toleranz | 75,7 | 62,8 | - |
Anmerkung: Die Teile wurden mit einer Schichthöhe von 50 μm gedruckt.
Überlegungen zum CAD-Design
Im traditionellen Arbeitsablauf ist eine der häufigsten Arten von Modellen der Splitcast-Typ, bei dem ein Bogen mit einer Grundplatte verbunden und in Abschnitte zerteilt wird, damit Zahntechniker*innen die Stümpfe für manuelle Anpassungen entfernen können. Weniger verbreitet sind Modelle, die nicht in Abschnitte zerteilt sind und bei denen die Stümpfe in eine Einlassung des Gipsmodells eingesetzt werden. Diese werden oft als „Alveolarmodelle“ bezeichnet und stellen einen erheblichen Mehraufwand an Arbeit und Fertigkeit dar.
Da dieser zweite Modelltyp in CAD-Software weitaus einfacher zu entwerfen ist, stellt diese Art von Design die Mehrheit der 3D-gedruckten Modelle dar. Die folgenden Richtlinien beziehen sich auf diesen Modelltyp. Formlabs bietet Presets für den Druck dieser Art von Zahnersatzmodellen.
Nachdem ein digitales Modell des Patientengebisses erstellt wurde, entweder auf der Grundlage eines Gipsmodells oder eines Intraoralscans, können diese Dateien (STL, PLY, OBJ) zum Design in eine zahnmedizinische CAD-Modellierungssoftware importiert werden.
Konfigurationsoptionen, die für plattenlose Modelle* in CAD-Software verfügbar sind:
-
Struktur: Die Modelle können entweder massiv oder hohl sein.
-
Stümpfe: Zu den Optionen gehören Designs mit herausnehmbaren Stümpfen oder feste Präparate, mit der Möglichkeit, bei Bedarf zusätzliche Stümpfe hinzuzufügen. Untenstehend finden Sie die Richtlinien von Formlabs für herausnehmbare Stümpfe.
-
Geometrie:
-
3Shape: In der Regel quadratische Stümpfe mit leichter Konizität und Friktionsstegen, die standardmäßig die Passung und Platzierung verbessern.
-
exocad: Standardmäßig werden parallelwandige Stümpfe verwendet, die eng an der Randlinie anliegen, um eine konsistente Passung zu gewährleisten.
-
-
Zusätzliche Optionen:
-
Sowohl 3Shape als auch exocad unterstützen Auswurfpins und Kontrolllöcher, die zur visuellen Bestätigung des korrekten Sitzes dienen.
-
Sowohl 3Shape als auch exocad unterstützen konische Stumpfformen für ein einfaches Einsetzen.
-
*Wir unterscheiden zwischen plattenlosen Modellen (ähnlich dem oben erwähnten „Alveolarmodell“) und in Abschnitte zerteilten Plattenmodellen. Plattenmodelle sind aufgrund ihrer Positionierungsgeometrie auf der Unterseite der Modellbasis nicht gut für den 3D-Druck geeignet.
Druck von Zahnbögen direkt auf der Konstruktionsplattform
Wir empfehlen den Druck direkt auf der Konstruktionsplattform aufgrund folgender Vorteile:
-
Stützung und Genauigkeit: Die Bauplattform stellt die beste Stützstruktur dar, die es im 3D-Druck gibt, was dank der stabilen Druckbedingungen zu höchster Genauigkeit führt.
-
Effizienz: Da das Modell parallel zur Plattform liegt, sind weder ein Raft noch zusätzliche Stützstrukturen erforderlich. Dadurch sind weniger Schichten zu drucken, was nicht nur den Druckprozess beschleunigt, sondern auch den Harzverbrauch reduziert.
Bei Modellen wird der Druck direkt auf der Konstruktionsplattform empfohlen, doch im Falle von Modellen mit herausnehmbaren Stümpfen oder Einlassungen für Implantatanaloge kann er zu Saugglocken in Ihrem 3D-Druck führen.
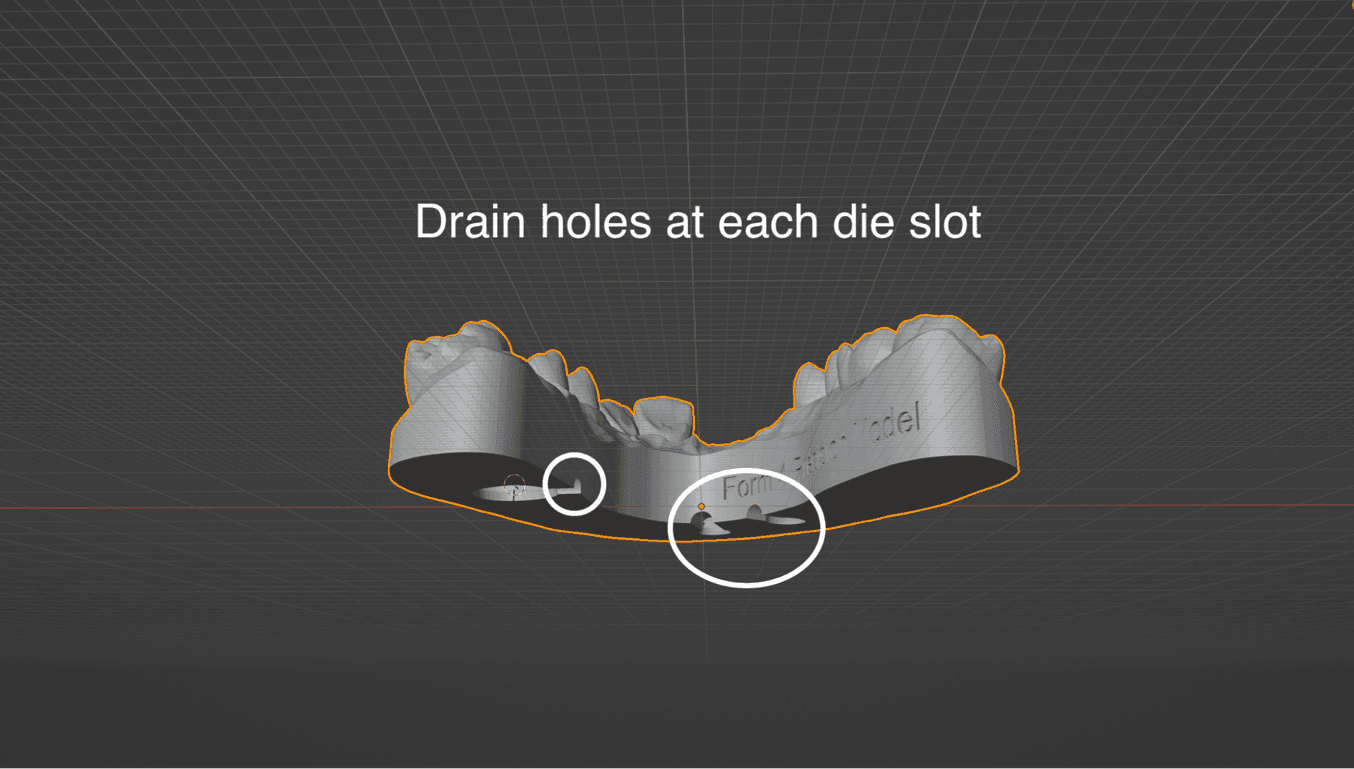
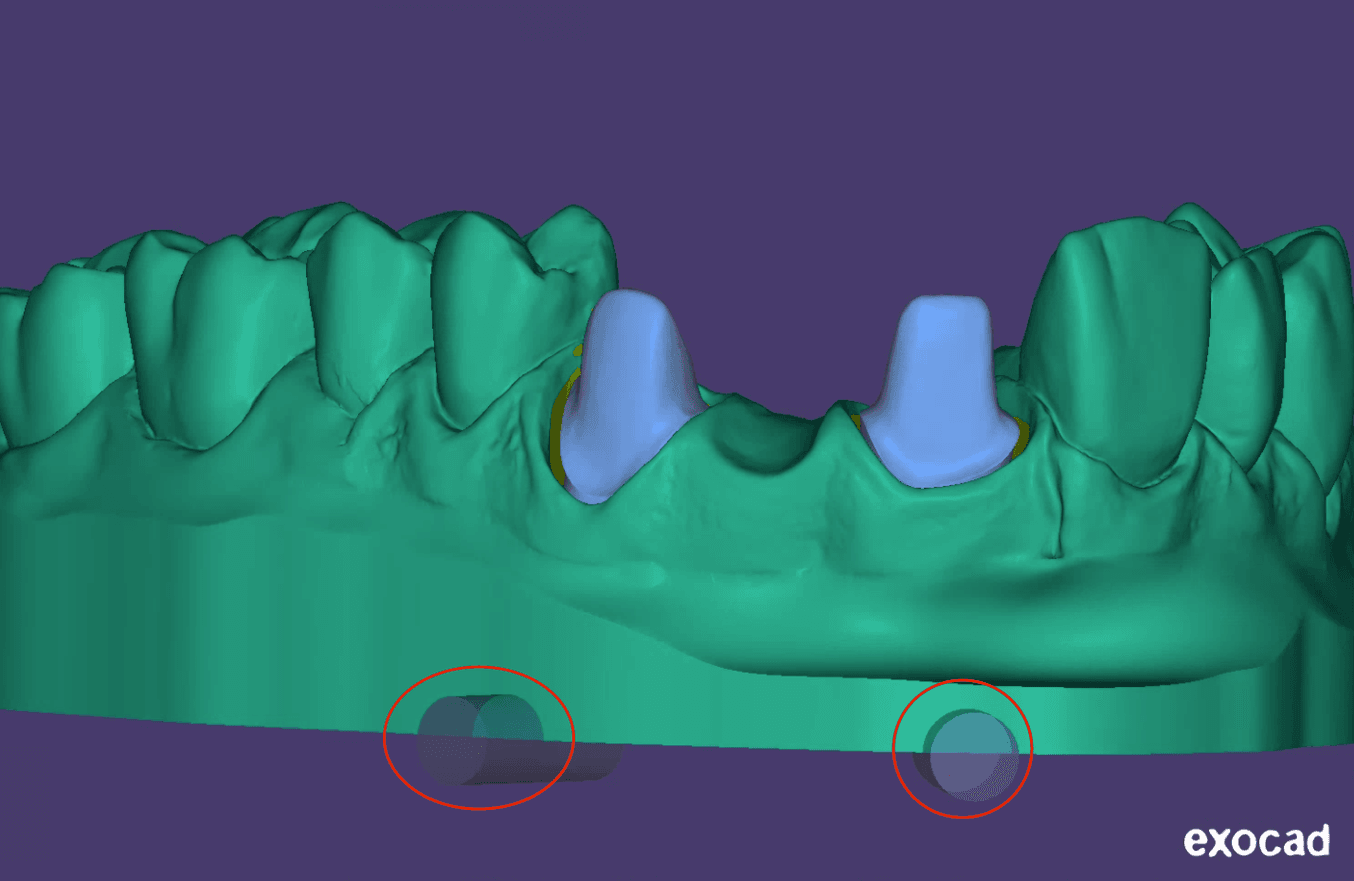
So vermeiden Sie Saugglocken mithilfe von Ablauflöchern
Eine Saugglocke ist im 3D-Druck ein Bereich, aus dem das Harz nicht frei abfließen kann, weil es von den Modellwänden umschlossen ist. Dies tritt bei Merkmalen wie Einlassungen für herausnehmbare Stümpfe und Implantatanaloge auf, oder aufgrund der Form des Modells.* Die Bewegung der Konstruktionsplattform während des Druckvorgangs erzeugt einen Pumpeffekt, der das eingeschlossene Kunstharz unter Druck setzt und den Druck wieder abbaut, was die Genauigkeit beeinträchtigen kann.
Durch das Hinzufügen von Ablauflöchern wird dieser Effekt neutralisiert und die Genauigkeit des Drucks somit erhöht. Der Form 4B ist zwar weniger anfällig für Genauigkeitsverluste oder schwerwiegende Druckfehler, aber das Hinzufügen von Löchern an jeder Einlassung auf der Basis des Modells wird dennoch empfohlen. Sowohl 3Shape als auch exocad bieten Optionen für Ablauflöcher in ihrer Modellierungssoftware. Eine detaillierte Anleitung finden Sie hier.
Für Einlassungen für Implantatanaloge wird dringend empfohlen, Ablauflöcher vorzusehen. Zusätzlich zum Wegfall von Saugglocken ermöglicht ein Loch in der Einlassung des Implantatanalogs die visuelle Kontrolle des korrekten Sitzes des Analogs. In diesem Fall müssen diese Löcher sowohl in exocad als auch in 3Shape manuell entworfen werden.
*Um die höchste Genauigkeit zu erreichen, wird vom Druck von Hohlmodellen abgeraten. Beim Drucken von Hohlkörpern sind Ablauflöcher jedoch entscheidend, um Saugglocken zu vermeiden und Verformungen zu minimieren.
Richtlinien für herausnehmbare Stümpfe
In diesem Abschnitt finden Sie Richtlinien zu Designkonfigurationen für herausnehmbare Stümpfe, die in der CAD-Software möglich sind, sowie zur Kompatibilität mit Formlabs' Precision Model Resin.
-
Wir empfehlen, herausnehmbare Stümpfe mit Stützstrukturen zu drucken.
-
Die Schritt-für-Schritt-Anleitung in diesem Leitfaden enthält eine ausführliche Beschreibung des Vorgangs.
-
Formlabs stellt Presets bereit, die getestete und gut funktionierende Voreinstellungen für die Designsoftware exocad und 3Shape bieten.
Die nebenstehende Abbildung zeigt die von Formlabs bereitgestellten Presets, welche keinen Pin beinhalten und eine organische, leicht konische Form zum einfachen Einsetzen aufweisen.
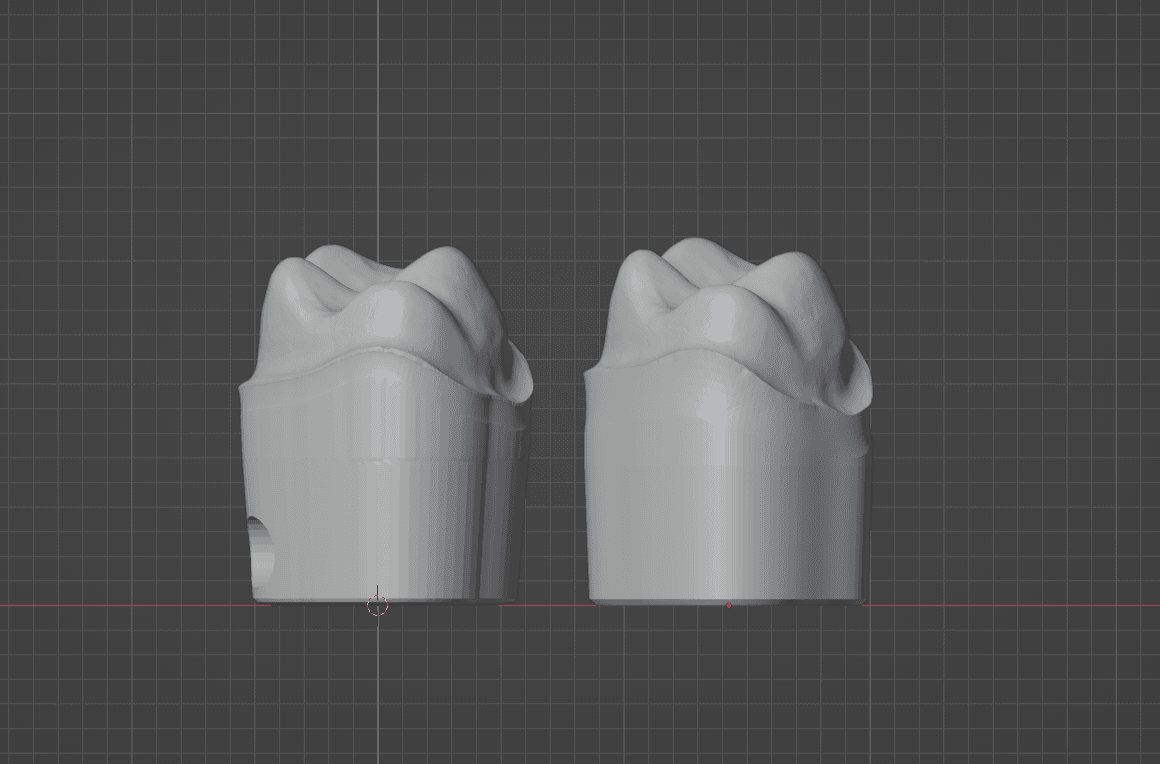
Die mit Formlabs-Presets hergestellten Stümpfe nebeneinander. 3Shape-Stumpf links, exocad-Stumpf rechts.
Konischer Stumpf vs. Stumpf mit parallelen Wänden
-
Konische Stümpfe lassen sich leichter einsetzen und sind benutzerfreundlich, auch wenn es schwierig sein kann, einen festen Sitz zu erreichen.
- Parallele Wände sorgen für eine gleichmäßige Friktion entlang des Stumpfes, was die Stabilität verbessert. Das Einsetzen kann jedoch schwieriger sein und sie bergen das Risiko einer Fehlausrichtung.
Mit oder ohne Pin
Viele Softwarepakete für Dentalmodelle bieten die Möglichkeit, einen Auswurfpin am unteren Ende des Stumpfes hinzuzufügen. Wenn nötig, hilft dieser Pin dabei, den Stumpf aus dem Modell zu drücken. Obwohl solche Pins sehr nützlich sein können, kann die Verwendung eines Pins Auswirkungen auf Ihre Druckeinrichtung haben, einschließlich:
-
die Ausrichtung auf der Konstruktionsplattform
-
die Notwendigkeit von Stützstrukturen (ausführliche Anweisungen in der Schritt-für-Schritt-Anleitung)
Außerdem kann der Pin bei kleinen Stümpfen, z. B. unteren Frontzähnen, dünn wie eine Nadel werden.
Die Formlabs-Presets beinhalten standardmäßig keine Pins. Sie haben nach Wunsch die Möglichkeit, in Ihren Einstellungen Auswurfpins hinzuzufügen. Bei Auswurfpins empfehlen wir eine Höhe von 1 mm. Höhere Pins können die Länge des Friktionsbereichs verringern.
Ideale Modellhöhe festlegen
Die Minimierung der Modellhöhe kann zwar dazu beitragen, Kunstharz und Druckzeit zu sparen, kann sich aber negativ auf den sicheren Sitz der herausnehmbaren Stümpfe auswirken. Für eine optimale Passung empfehlen wir eine Basishöhe von 15 bis 18 mm am niedrigsten Abschnitt des Weichgewebebereichs, ohne Zähne.
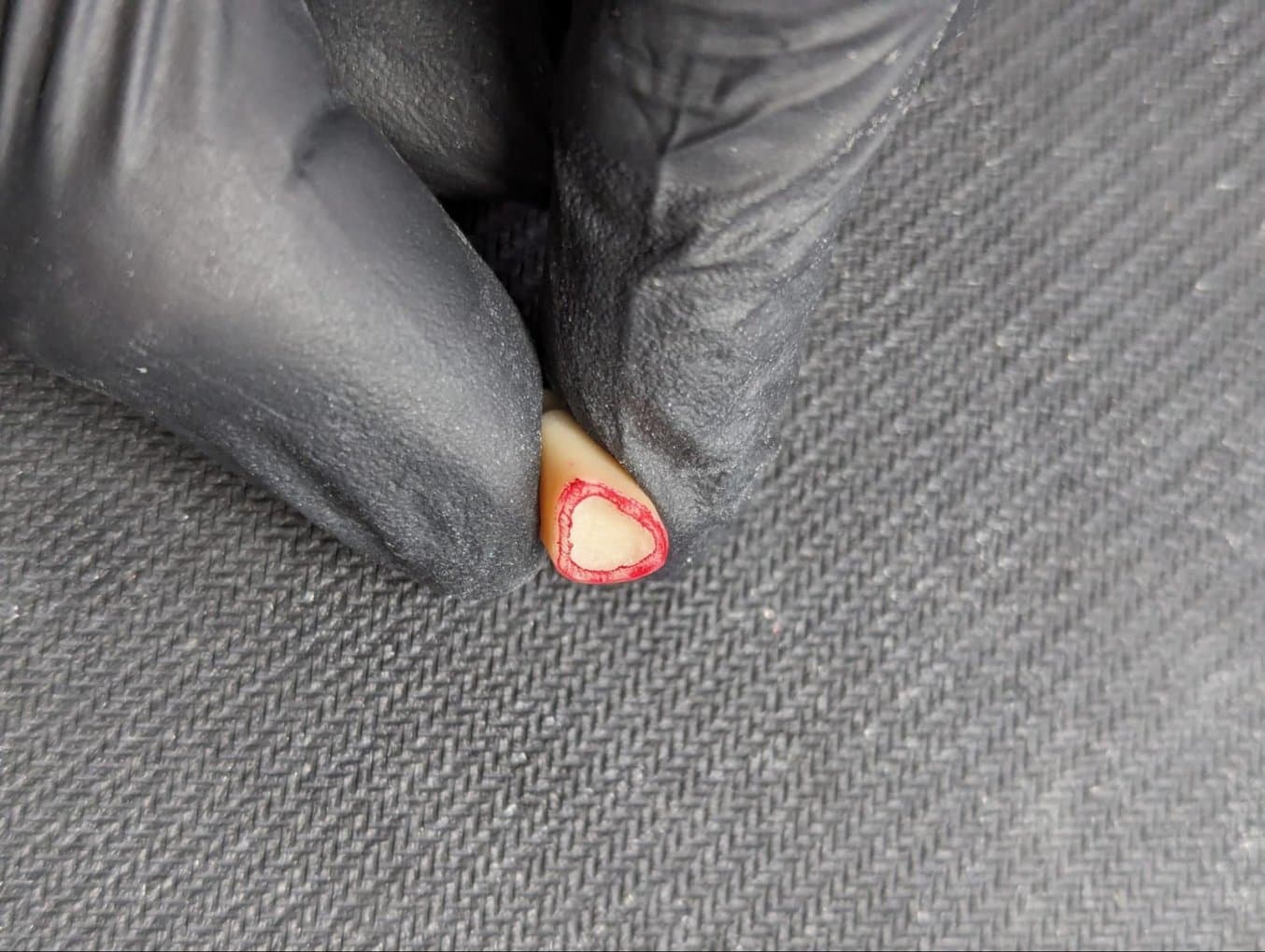
Die Reibung zwischen Stumpf und Modell ist für einen festen und sicheren Sitz von herausnehmbaren Stümpfen entscheidend. Da die Kontaktfläche oder Friktionsfläche zwischen den Stümpfen und dem Modell unterhalb des tiefsten Punktes der Randlinie beginnt, spielt die Modellhöhe eine wichtige Rolle für die verfügbare Friktionsfläche. Dies ist besonders wichtig für Frontzähne, bei denen die Randlinie im Vergleich zur Modellbasis auf der vestibulären Seite oft niedriger liegt als auf der lingualen Seite. Dadurch verringert sich die Friktionsfläche.
Wenn die Stümpfe zu locker sitzen oder nicht sicher eingerastet sind, kann es von Vorteil sein, die Modellhöhe und damit die Länge des Einschubweges der Stümpfe zu vergrößern.
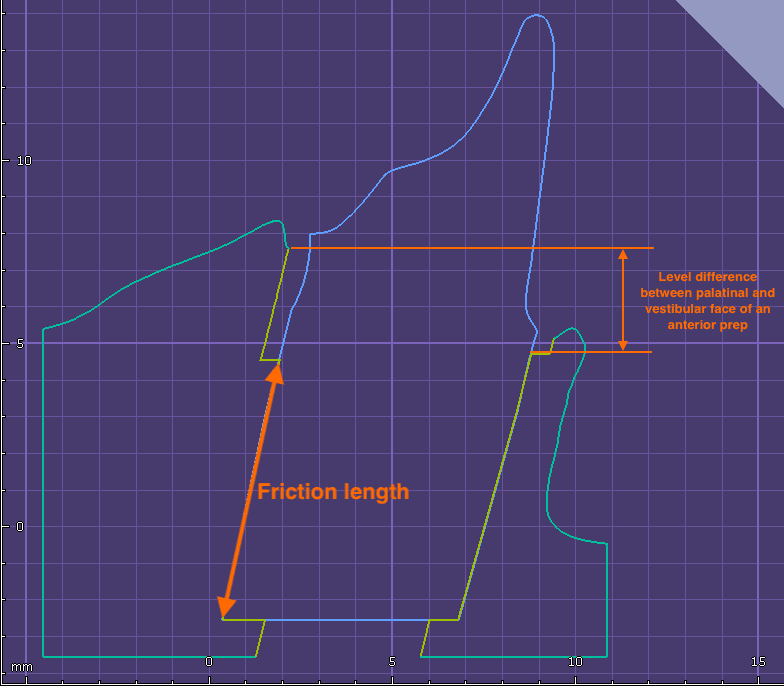
Querschnitt eines Frontzahn-Stumpfes.
Angewinkelte Stümpfe
Die Einschubachse eines herausnehmbaren Stumpfes kann durch die Patientenanatomie eingeschränkt sein. Idealerweise sollte der Stumpf senkrecht zur Modellbasis stehen, um eine möglichst glatte Oberfläche und optimale Reibung zu gewährleisten. Aufgrund der Patientenanatomie kann es jedoch erforderlich sein, dass die Einschubachse von der Z-Achse des Modells abweicht.
Wir empfehlen, den Winkel nach Möglichkeit auf 15° zu begrenzen. Eine stärkere Anwinkelung führt zu ausgeprägteren Schichtlinien in der Einlassung des Stumpfes und erhöht die Reibung.
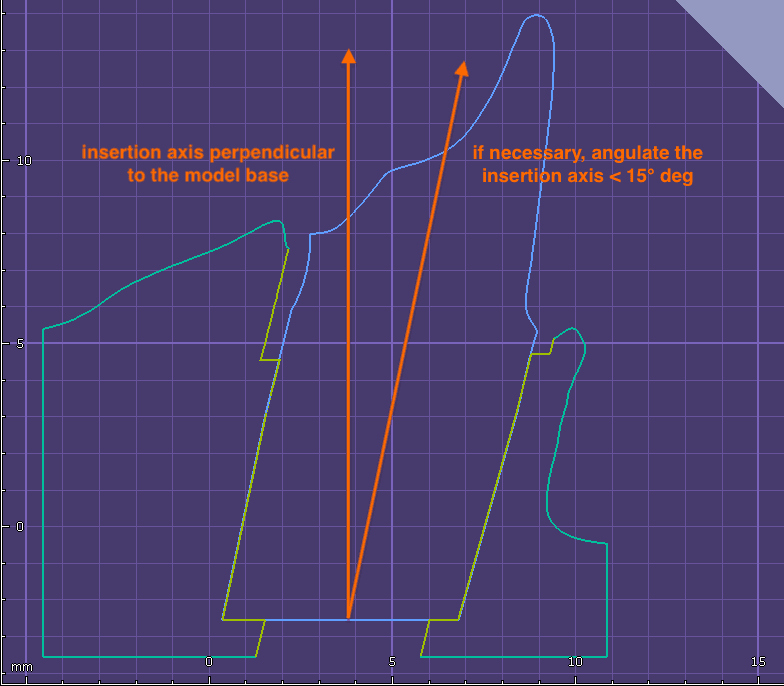
Angewinkelter Stumpf
Designrichtlinien für Implantatmodelle
Implantatmodelle sind ein Sonderfall, der eine hohe Genauigkeit und eine enge Passung erfordert.
Nachfolgend finden Sie Richtlinien zur Maximierung der Passgenauigkeit beim Design von Implantatmodellen für den 3D-Druck mit Formlabs' Precision Model Resin.
Arten von Implantatanalogen
Implantatanaloge für 3D-gedruckte Modelle unterscheiden sich von Analogen für Gipsmodelle. Bei Gipsmodellen wird der Gips um das Analog gegossen, während bei 3D-gedruckten Modellen das Analog nach dem Druck in das Modell eingesetzt wird. Daher bieten Implantathersteller und Drittanbieter zwei Arten von Analogen an. Die wichtigste Anforderung an das Implantatmodell ist, dass das Implantatanalog in der richtigen Position eingesetzt und eingerastet werden kann.
Schraubanaloge
Diese Art von Analogen hat ein Gewinde an der Unterseite, sodass das Analog mit einer Konterschraube/Mutter, die von der Unterseite des Modells zugänglich ist, im Modell befestigt werden kann. Beispiele: NT-Trading-Analoge, DESS-Analoge.
Einrastanaloge
Diese Art von Analogen muss an ihre Position geschoben und über ein positives oder negatives Halteelement geschnappt werden, um sie zu fixieren. Beispiele: Camlog OEM-Analoge, Medentika-Analoge.
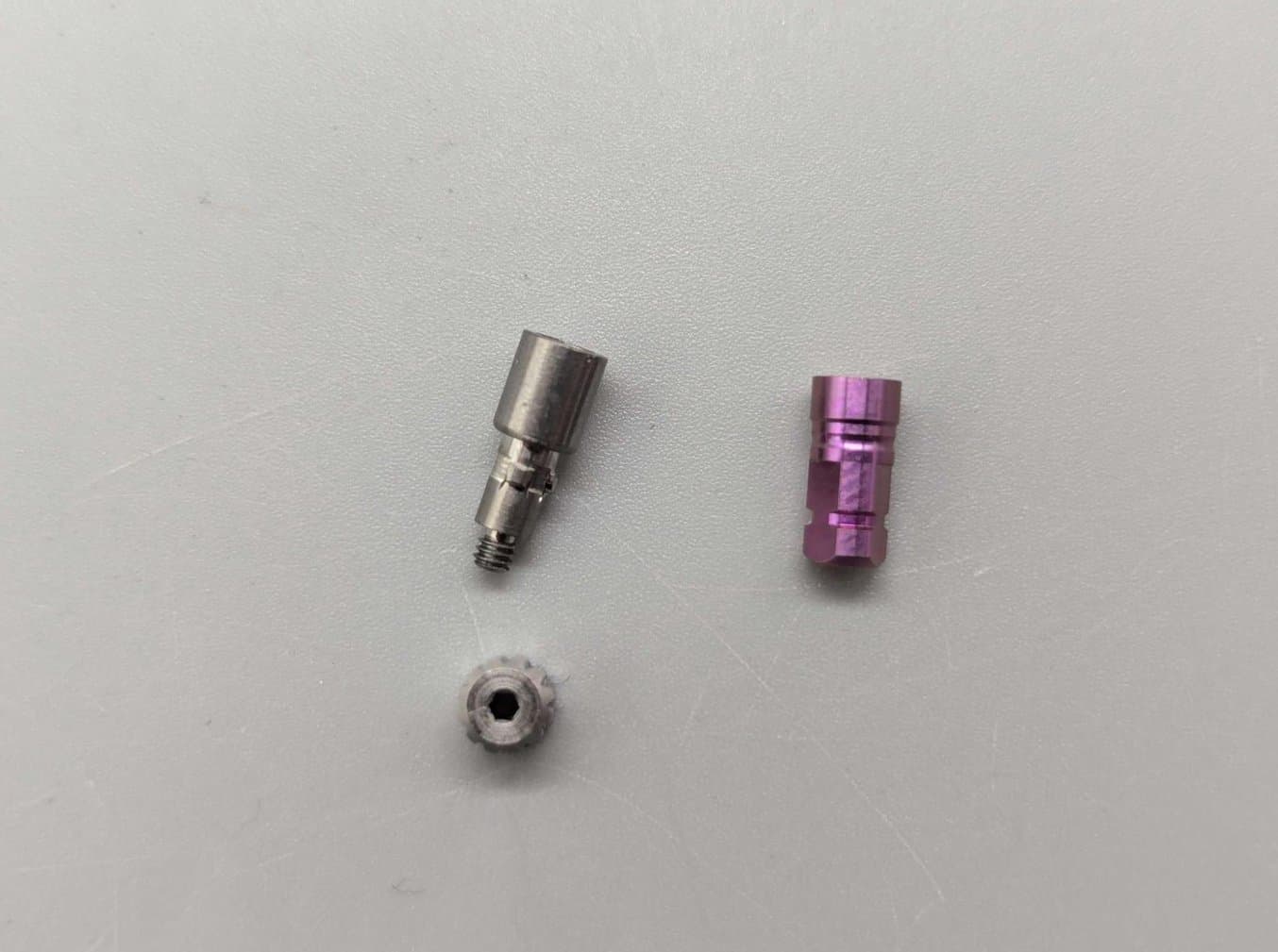
Ein schraubbares Analog von NT Trading (links) und ein einrastbares Analog von Camlog (rechts).
Empfohlener Versatz zwischen Analog und Modell
Formlabs bietet als Teil der Bibliotheken zu Precision Model Resin für exocad und 3Shape Versatzwerte für Einrastanaloge an.
| Versatz | Friktionssteg-Überlappung | ||
|---|---|---|---|
| exocad | Einrastanalog | 0,060 mm | Keine Angabe |
| Schraubanalog | 0,010 mm | Keine Angabe | |
| 3shape | Einrastanalog | 0,060 mm | 0,010 mm |
| Schraubanalog | 0,010 mm | 0,010 mm |
Beachten Sie, dass Schraubanaloge einen anderen Versatz erfordern als Einrastanaloge. Dies kann eine Anpassung in Ihrer CAD-Software notwendig machen.
Anpassungen des Versatzes zwischen Analog und Modell sind in 3Shape Model Builder und in exocad Model Creator verfügbar.
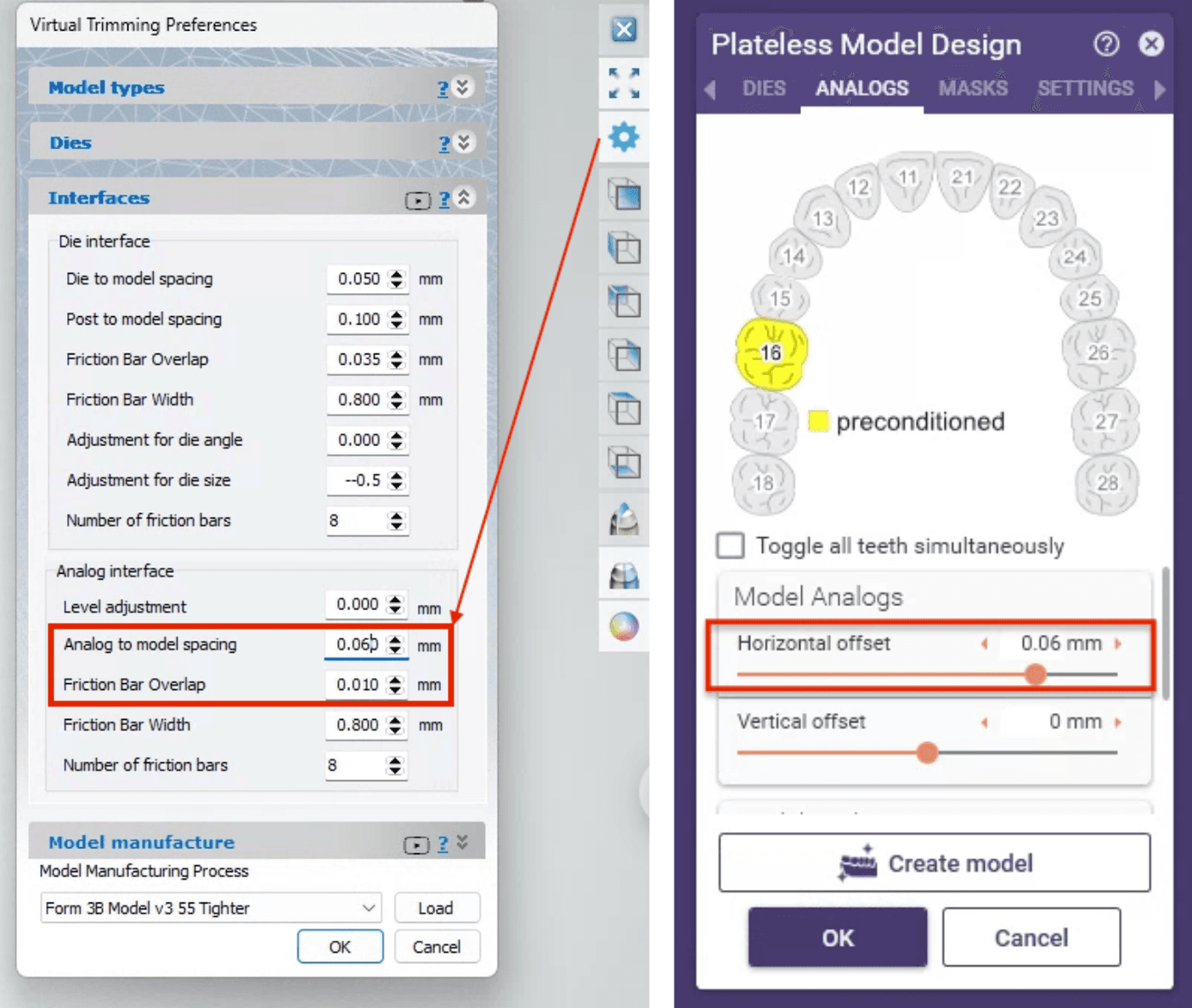
Links: Anpassung des Versatzes zwischen Analog und Modell in 3Shape Model Builder Rechts: Horizontaler Versatz für Modellanaloge in exocad Model Creator
2. CAD-Bibliotheken und deren Installation
Bibliothek für exocad und 3Shape herunterladen
Installation
exocad
1. Die exocad-Datei wird in einem gezippten Ordner geliefert. Entpacken Sie die Dateien.
2. Verschieben Sie die Einstellungsdatei „FORMLABS Form 4B Precision Model.XML“ in [Ihr Exocad-Installationspfad]/DentalCADApp/library/production
3. Verschieben Sie den Einstellungsordner „FORMLABS Form 4 Plateless Model“ in [Ihr Exocad-Installationspfad]/DentalCADApp/library/modelcreator/plates
3Shape
Die DME-Datei für 3Shape sollte mithilfe der Systemsteuerung in Ihr System importiert werden.
Andere Softwarepakete
Die allgemeinen Designempfehlungen können leicht für andere Modelldesign-Software angepasst werden, für die wir keine eigenen Bibliotheken bereitstellen. Hier ist eine Zusammenfassung der wichtigsten Einstellungen für herausnehmbare Stümpfe, die mit Precision Model Resin funktionieren sollten:
| Zusammenfassung der Einstellungen für herausnehmbare Stümpfe | |
|---|---|
| Versatz Modell / Stumpf | 0,000 bis -0,015 mm |
| Empfohlene Einlassungstiefe | ≥ 15 mm |
| Maximal empfohlener Winkel | +/- 15° von der Z-Achse |
| Verjüngung (ggf.) | 2° |
| Versatz Implantatanalog / Modell | Siehe Abschnitt „Empfohlener Versatz zwischen Analog und Modell“ |

3. Schritt-für-Schritt: Drucke von Zahnersatzmodellen in PreForm
3.1 Einrichten Ihres Drucks
Hier erfahren Sie, wie Sie PreForm Dental verwenden.
-
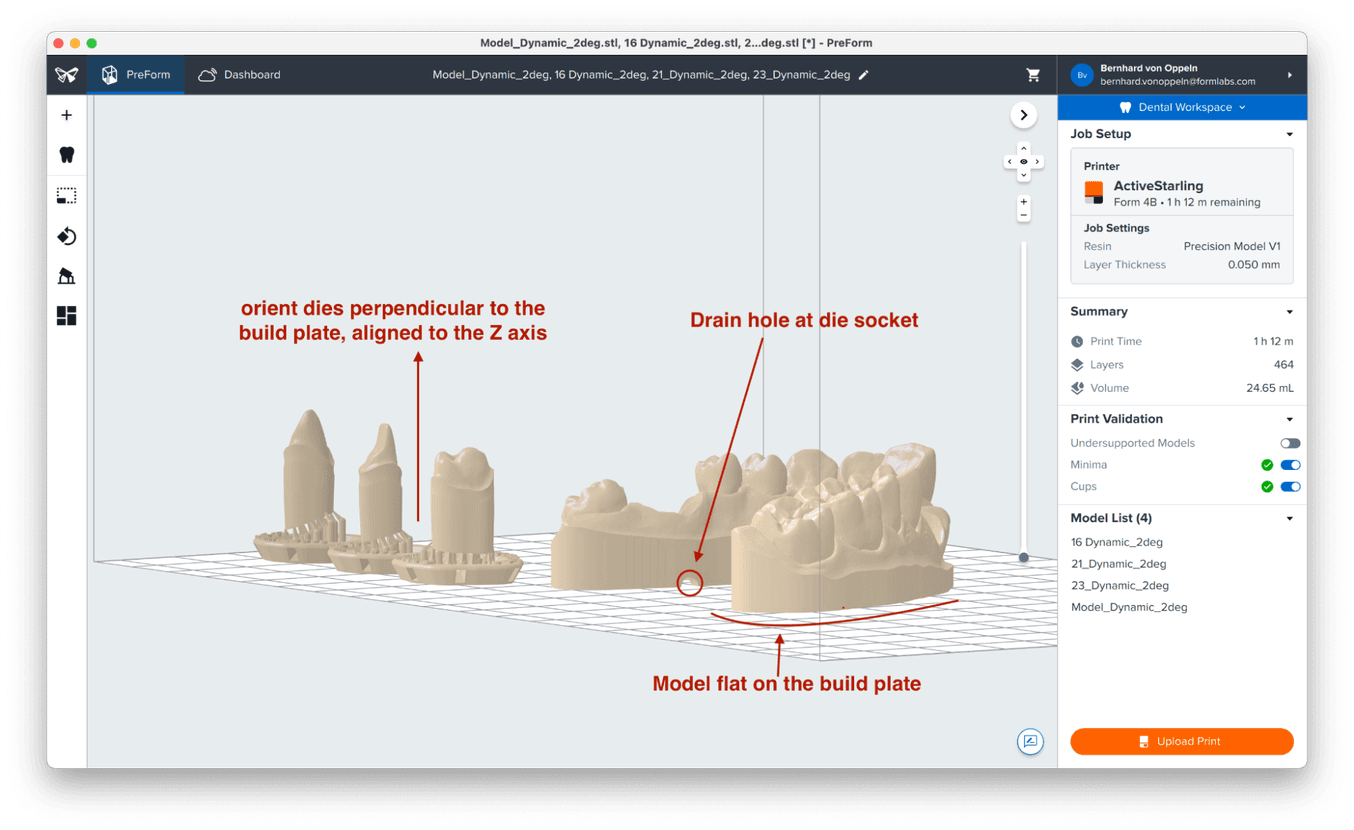
Wir empfehlen, Modelle direkt auf der Konstruktionsplattform zu drucken und sicherzustellen, dass die Einlassungen für alle herausnehmbaren Stümpfe oder Implantatanaloge ein Abflaufloch haben.
-
Die besten Ergebnisse erzielen Sie, wenn die Stümpfe manuell ausgerichtet und gestützt werden. Hier erfahren Sie, wie Sie Drucke in PreForm Dental manuell einrichten.
Ideales Setup für einen Stumpf (mit oder ohne Pin):
-
Richten Sie den Stumpf an der Z-Achse aus und achten Sie darauf, dass er senkrecht zur Konstruktionsplattform steht, um glatte und gleichmäßige Wände zu erhalten.
-
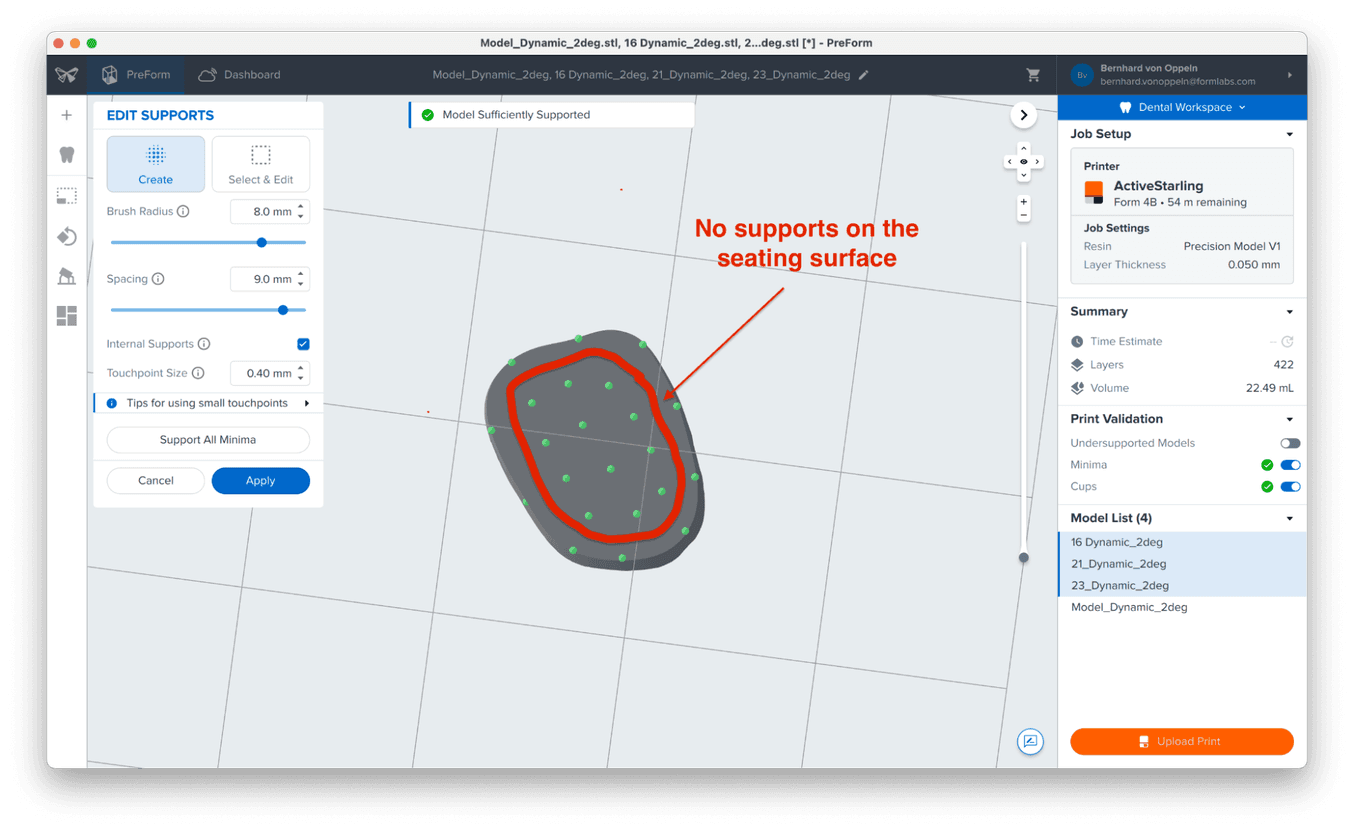
Stützstrukturen manuell bearbeiten:
-
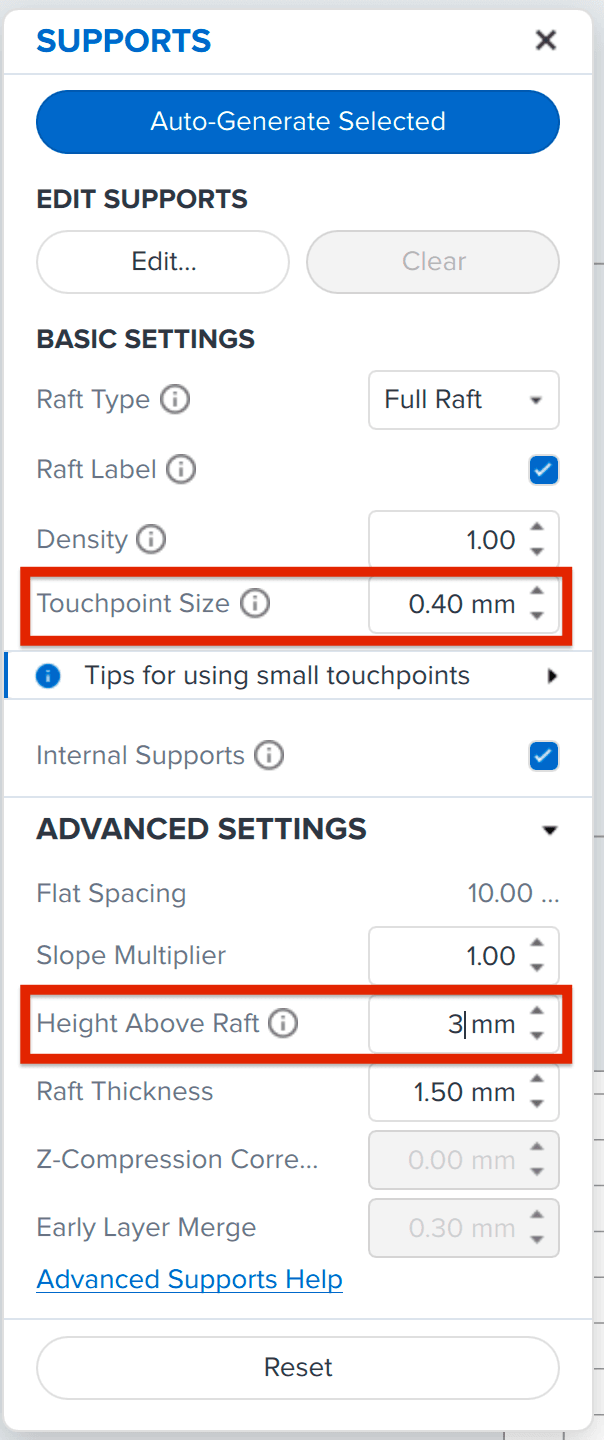
Verringern Sie die Größe der Berührungspunkte auf 0,4 mm, um die Fertigstellung zu erleichtern.
-
Verringern Sie die Höhe über dem Raft auf 3 mm, um die Stabilität zu erhöhen.
-
Vermeiden Sie es, Stützen auf der Auflagefläche zu platzieren. Halten Sie die Stützstrukturen etwa 1 mm von der äußeren Begrenzung der Unterseite des Stumpfes entfernt. Beachten Sie dazu die Abbildung.
-
3.2 Nach dem Druck: Wie Sie Ihre Modelle nachbearbeiten
Die Nachbearbeitungsempfehlungen für Precision Model Resin lauten:
| Waschen | 5 Minuten im Form Wash |
|---|---|
| Trocknen | 30 Min. Trockenzeit auf der Werkbank oder Trocknen mit Druckluft nach der Entnahme der Teile aus der Waschstation, anschließend weitere 15 Min. trocken lassen |
| Nachhärten | 5 min bei 35 °C im Form Cure oder 30 Sekunden bei Intensität 2 im Fast Cure |
Wichtige Hinweise zur Nachbearbeitung
-
Verwenden Sie zur Reinigung niemals Bürsten oder andere Hilfsmittel. Unmittelbar nach dem Waschen im Form Wash sind die Teile weich, sodass Sie die Genauigkeit des Modells und vor allem die Passgenauigkeit der Stümpfe beeinträchtigen könnten.
-
Wenn Sie Zugang zu Druckluft haben, um die Teile nach dem Waschen zu trocknen, tun Sie dies sofort nach der Entnahme aus der Waschstation, solange die Teile noch nass sind. Dadurch wird verhindert, dass sich im IPA gelöste Harzreste auf den Teilen absetzen und die Genauigkeit beeinträchtigen.
Für beste Ergebnisse: Zweistufiges Waschverfahren einsetzen
-
Mit jedem Waschgang werden mehr Harzreste im IPA aufgelöst. Diese Rückstände können die Genauigkeit von kritischen Teilen wie Stümpfen, Einlassungen und Analogeinlassungen beeinträchtigen.
-
Um dies zu verhindern, können Sie ein zweistufiges Waschverfahren verwenden:
-
Waschgang Nr. 1 mit gebrauchtem IPA für 3 min
-
Waschgang Nr. 2 mit frischem IPA für 2 Minuten, oder 2 Minuten in einem Ultraschallbad mit sauberem IPA
-
Lufttrocknen oder Druckluft?
Durch Verwendung von Druckluft unmittelbar nach der Entnahme der Teile aus dem Form Wash verhindern Sie, dass sich Harzreste auf kritischen Teilen absetzen. Zudem verkürzt dies die erforderliche Trockenzeit vor dem Aushärten.
3.3 Fertigstellung der gedruckten Teile
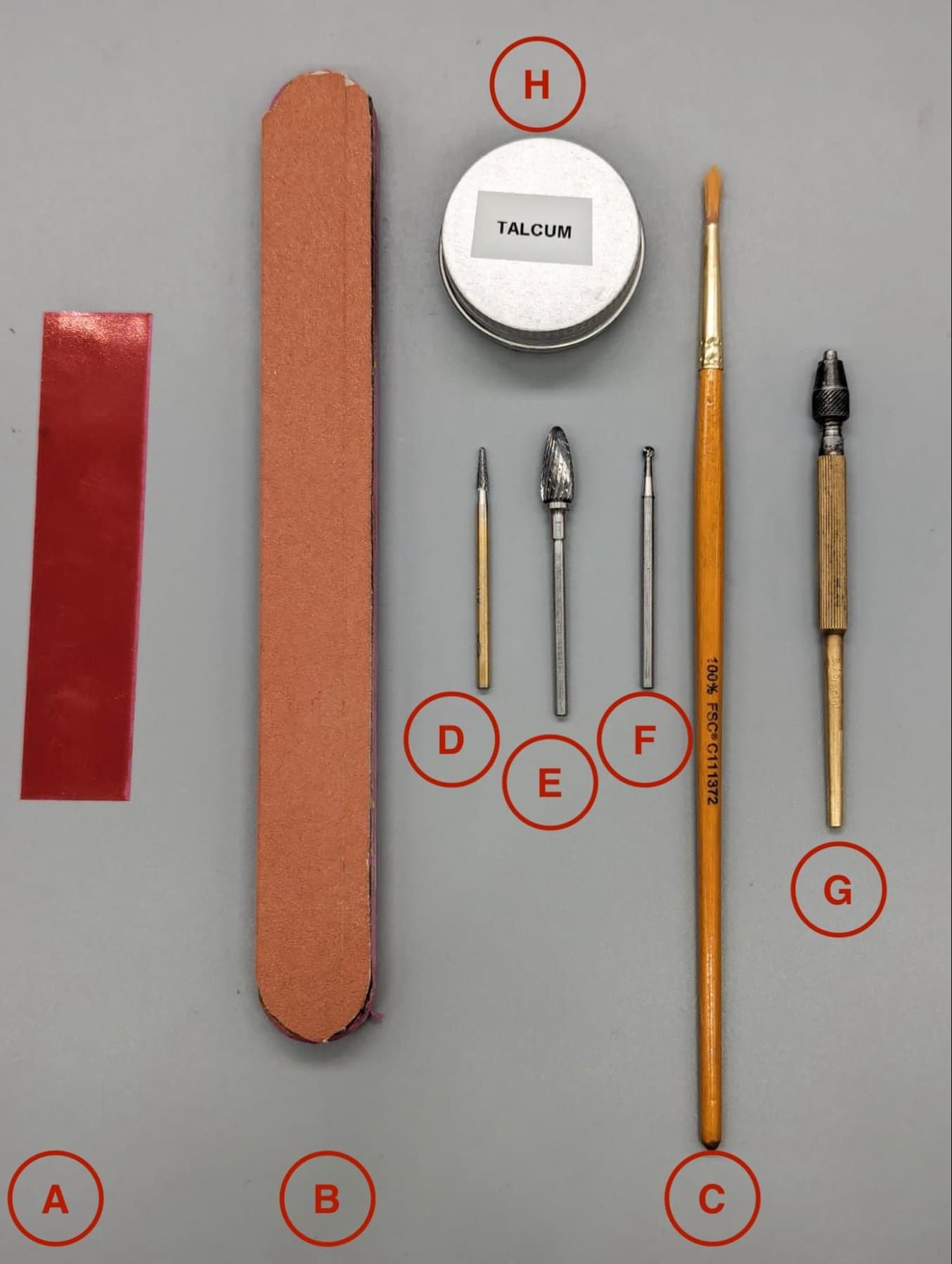
Empfohlene Hilfsmittel
| A | Okklusionspapier (optional) |
|---|---|
| B | Schleifpapier (empfohlen) |
| C | Weiche Bürste (empfohlen) |
| D, E, F | Verschiedene Bohrer zum Entfernen von überschüssigem Harz und von Stützspuren (je nach Präferenz) |
| G | Hilfsmittel zum Ausdrücken des Stumpfes (empfohlen) |
| H | Trockenes Schmiermittelpulver (Talkum / Babypuder / PTFE-Pulver) (dringend empfohlen) |
Bewährte Praktiken
Entfernen Sie Stützspuren. Berühren Sie die Auflagefläche nicht. Die Auflagefläche in 3Shape oder exocad hat eine durchschnittliche Breite von 1 mm. Sie können den inneren, nicht zur Auflagefläche gehörenden Bereich aggressiver abtragen, um eine bessere Passung des Stumpfes zu erreichen. Gehen Sie dabei jedoch an der Außenkante sehr vorsichtig vor, da diese direkt mit der Auflagefläche verbunden ist.
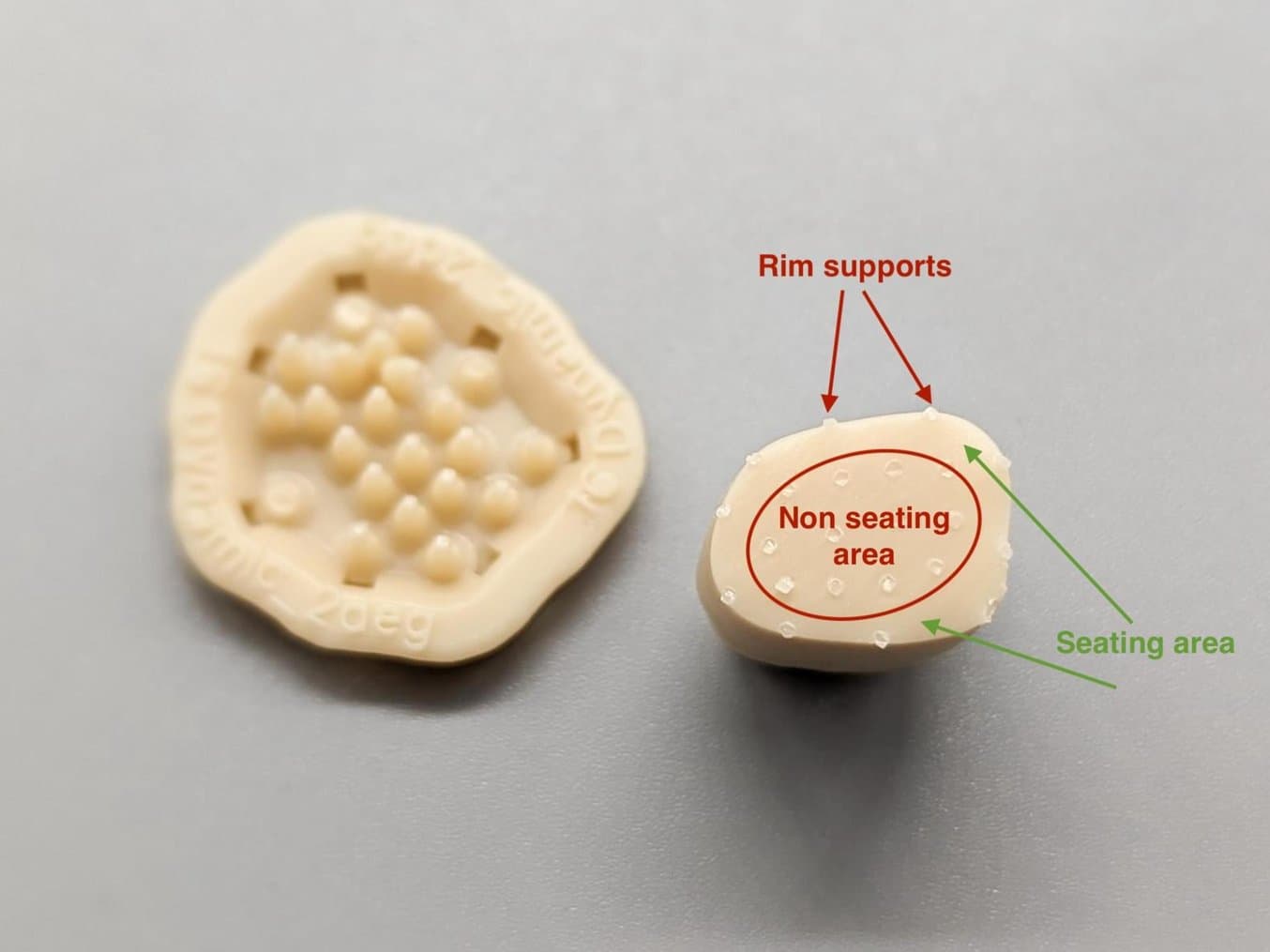
Illustration eines für optimalen Sitz angepassten Stumpfes. Beachten Sie, dass der innere, nicht zur Auflagefläche gehörende Bereich für einen besseren Sitz ausgehöhlt wurde. Wir haben Okklusionspapier verwendet, um die unberührte Auflagefläche darzustellen. Diese Technik kann dabei helfen, die Herstellung von herausnehmbaren Stümpfen zu erlernen.
Zusammenbau
Beim Zusammenbau der Stümpfe und des Modells sollte mit Sorgfalt vorgegangen werden. Ermitteln Sie die genaue Position, die Drehung und die Einschubachse, bevor Sie den Stumpf eindrücken. Unsere Presets sind relativ eng, um eine feste Passung zu erreichen.
Wir empfehlen dringend die Verwendung eines Trockenschmiermittels, um die Reibung zu verringern und die Stumpfoberflächen vor Verschleiß und Abrieb zu schützen. Das günstigste Trockenschmiermittel ist Talkum/Babypuder. Vermeiden Sie Trockenschmiermittel zum Aufsprühen, da das Treibmittel der Sprühdosen das Kunstharz aufweichen kann.

Verwenden Sie Talkum zum leichteren Einsetzen und zum Schutz des Stumpfes.
3.4 Was ist zu tun, wenn der Stumpf zu fest oder zu locker sitzt?
Formlabs bietet eine Reihe validierter Einstellungen für herausnehmbare Stümpfe für eine einfache und konsistente Anwendung. Es ist jedoch auch möglich, diese Einstellungen anzupassen, um die Passung für Ihre Anwendung zu individualisieren. Untenstehend erläutern wir, wie Sie die Einstellungen ändern können:
| Stumpf sitzt zu locker | Verringern Sie den horizontalen Abstand in Ihrem Modellentwurf um 10 µm. Beispiel: Tatsächlicher Stumpfabstand = 0,000 mm Neuer Stumpfabstand = -0,010 mm |
| Stumpf sitzt zu fest | Vergrößern Sie den horizontalen Abstand in Ihrem Modellentwurf um 10 µm. Beispiel: Tatsächlicher Stumpfabstand = 0,000 mm Neuer Stumpfabstand = 0,010 mm |
Herzlichen Glückwunsch – Sie haben ein schönes, präzises Zahnersatzmodell gefertigt!
4. Zusätzliche Ressourcen für das Design von Dentalmodellen
3shape
Bitte ziehen Sie die Materialien von 3Shape Dental System zurate, die mit Dental System installiert wurden, oder sehen Sie sich das Video-Tutorial an.
Hinzufügen von Ablauflöchern in 3Shape:
Für herausnehmbare Stümpfe fügt 3Shape automatisch Passungsprüfungslöcher in die Einlassung des Stumpfes ein. Diese Löcher dienen auch als Ablauflöcher für die Einlassung.
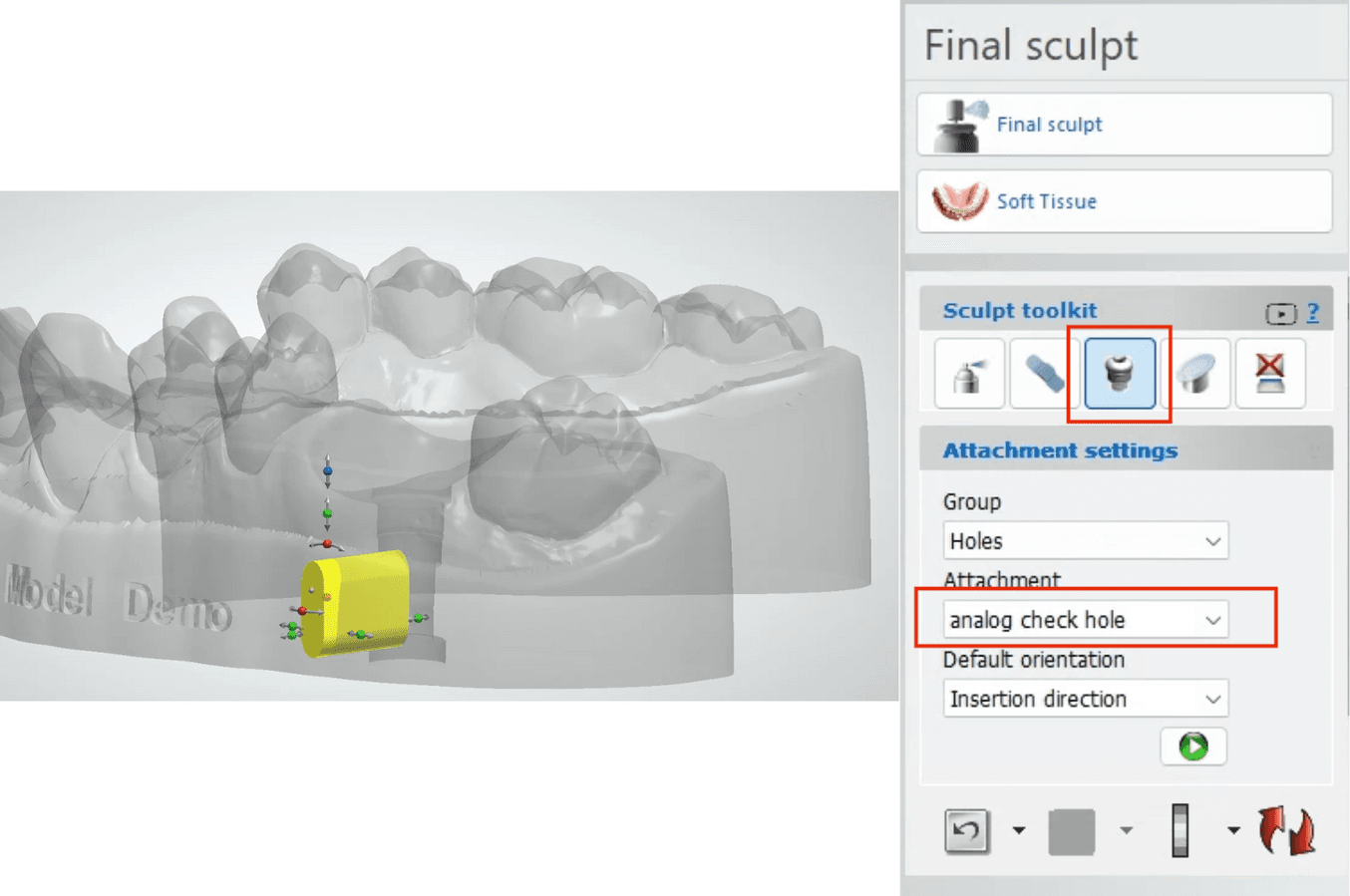
Für Implantatanaloge bietet Formlabs eine Attachment-Bibliothek, die mit dem Precision Model Resin DME installiert wird.
-
Wählen Sie das Attachment „Analog Check Hole“.
-
Setzen Sie das Loch in das Modell. Das Loch sollte so platziert werden, dass der Sitz des Analogs sichtbar ist, ohne die Sicherheit der Analogposition zu beeinträchtigen.
exocad
Bitte konsultieren Sie hier das Wiki für exocad Model Creator, oder schauen Sie sich das Video-Tutorial an.
Hinzufügen von Ablauflöchern in exocad:
Ablauflöcher müssen in exocad manuell in das Modell eingefügt werden. Die Software wird mit einem für diesen Zweck entwickelten Modell-Attachment geliefert.
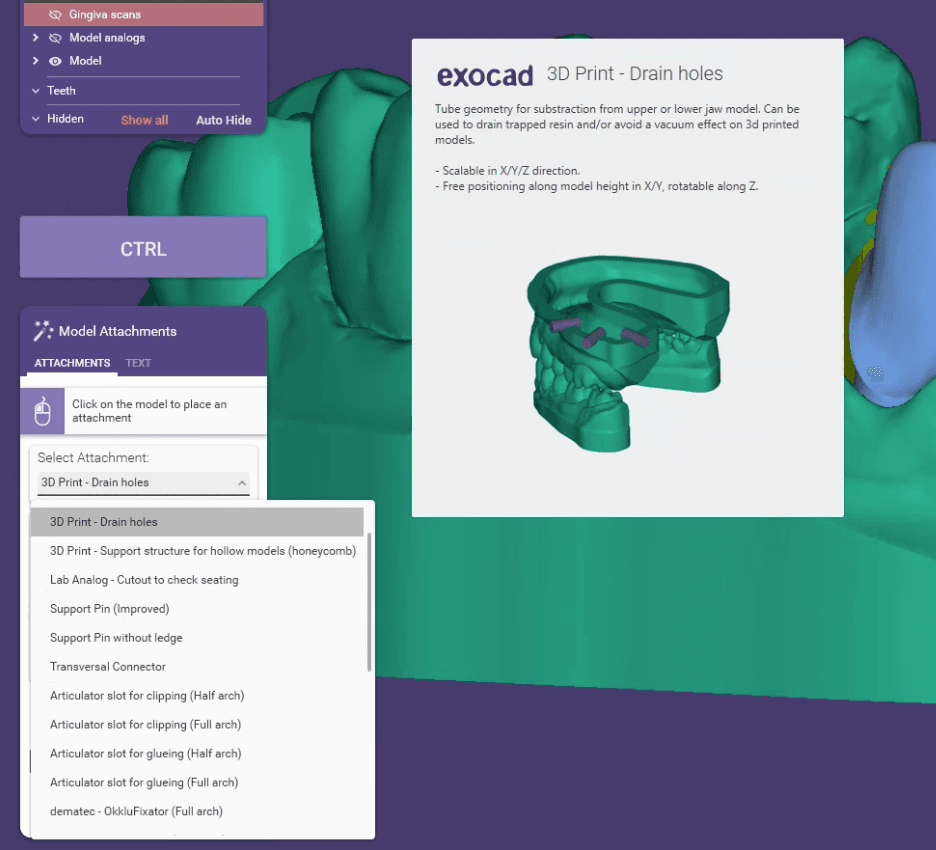
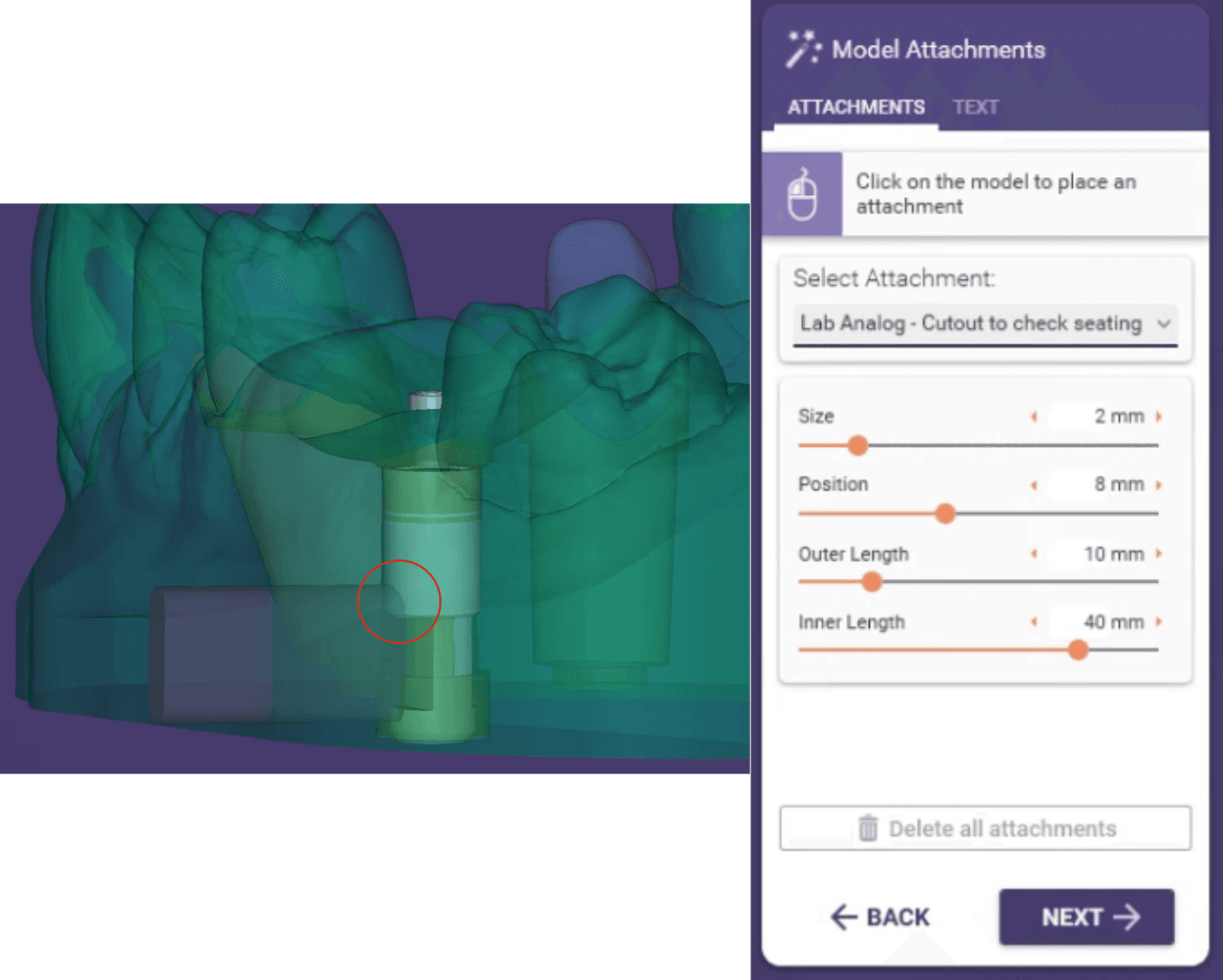
Für Ablauflöcher für Implantatanaloge stellt exocad eine Bibliothek zur Verfügung, die während des Attachment-Schritts im Model Creator gefunden werden kann:
-
Wählen Sie das Attachment „Lab Analog - Cutout to check seating“.
-
Setzen Sie das Loch in das Modell. Das Loch sollte so platziert werden, dass der Sitz des Analogs sichtbar ist, ohne die Sicherheit der Analogposition zu beeinträchtigen.
Weitere Ressourcen
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
