Vorsicht
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.

Einfache Diagnosemodelle können zur Visualisierung der Patientenanatomie, Fallplanung, Präsentation und mehr verwendet werden. Mit der Funktion Modell aus Scan von PreForm benötigen Sie keine eigenständige Software für das Dentaldesign – wandeln Sie digitale Abdrücke direkt in Diagnosemodelle für den Druck auf Formlabs-3D-Druckern um.
Formlabs bietet Ihnen eine Vielzahl validierter Materialoptionen für die Produktion präziser Zahnmodelle. Mit Fast Model Resin drucken Sie besonders schnell, mit Precision Model Resin erstellen Sie Modelle mit Steinoptik und mit White Resin erhalten Ihre Modelle ein helles Weiß.
Einfache Diagnosemodelle können zur Visualisierung der Patientenanatomie, Fallplanung, Präsentation und mehr verwendet werden. Mit der Funktion Modell aus Scan von PreForm benötigen Sie keine eigenständige Software für das Dentaldesign – wandeln Sie digitale Abdrücke direkt in Diagnosemodelle für den Druck auf Formlabs-3D-Druckern um.
Formlabs bietet Ihnen eine Vielzahl validierter Materialoptionen für die Produktion präziser Zahnmodelle. Mit Fast Model Resin drucken Sie besonders schnell, mit Precision Model Resin erstellen Sie Modelle mit Steinoptik und mit White Resin erhalten Ihre Modelle ein helles Weiß.
Grundausstattung
Benötigte Hardware und Materialien
Von Formlabs:
Formlabs-SLA-3D-Drucker mit kompatiblem Harztank und Konstruktionsplattform
Form Wash oder Finish Kit
Von Drittanbietern:
3D-Intraoralscanner
Isopropylalkohol (IPA) >90 % oder Formlabs Resin Washing Solution
Ablösewerkzeug für Druckteile
Benötigte Software
Von Formlabs entwickelt
Neueste Versionen von PreForm Dental und Firmware
1. Scan
Eine digitale Abformung ist der Ausgangspunkt für jeden zahnmedizinischen 3D-Druck. Die schnellste und einfachste Methode, diese Daten zu erhalten, ist durch einen 3D-Intraoralscan. Formlabs' Software PreForm ist mit jedem Intraoralscanner kompatibel, der den Scan als STL-Datei exportieren kann.
Wenn kein 3D-Intraoralscanner verfügbar ist, kann eine physische Abformung oder ein Gipsmodell mit einem Desktop-3D-Scanner gescannt werden.
Unabhängig vom verwendeten Scannertyp ist darauf zu achten, dass die Scans im Format STL oder OBJ exportiert werden.

2. Design
Anmerkung
Wenn Sie noch nicht mit der PreForm-Software vertraut sind, sehen Sie sich bitte diese Playlist auf unserem YouTube-Kanal an.
2.1 PreForm-Funktion Modell aus Scan
Die Funktion Modell aus Scan von PreForm Dental macht separate zahnmedizinische Designsoftware überflüssig und ermöglicht es Ihnen, Diagnosemodelle direkt in PreForm zu entwerfen. Wichtig ist hierfür, dass Sie den Dental-Arbeitsbereich auswählen, da Sie im Standard-Arbeitsbereich keinen Zugriff auf die Funktion Modell aus Scan haben. Der Wechsel in den Dental-Arbeitsbereich ist unten dargestellt.
Anmerkung
Die Funktion Modell aus Scan ist nur für Drucker verfügbar, die für die Verwendung zahnmedizinischer Materialien optimiert wurden, darunter der Form 4B, Form 3B/+, Form 4BL etc.
2.2 Druckeinrichtung
Öffnen Sie PreForm Dental und wählen Sie
Drucker (1)
Material (2)
Schichthöhe (3)
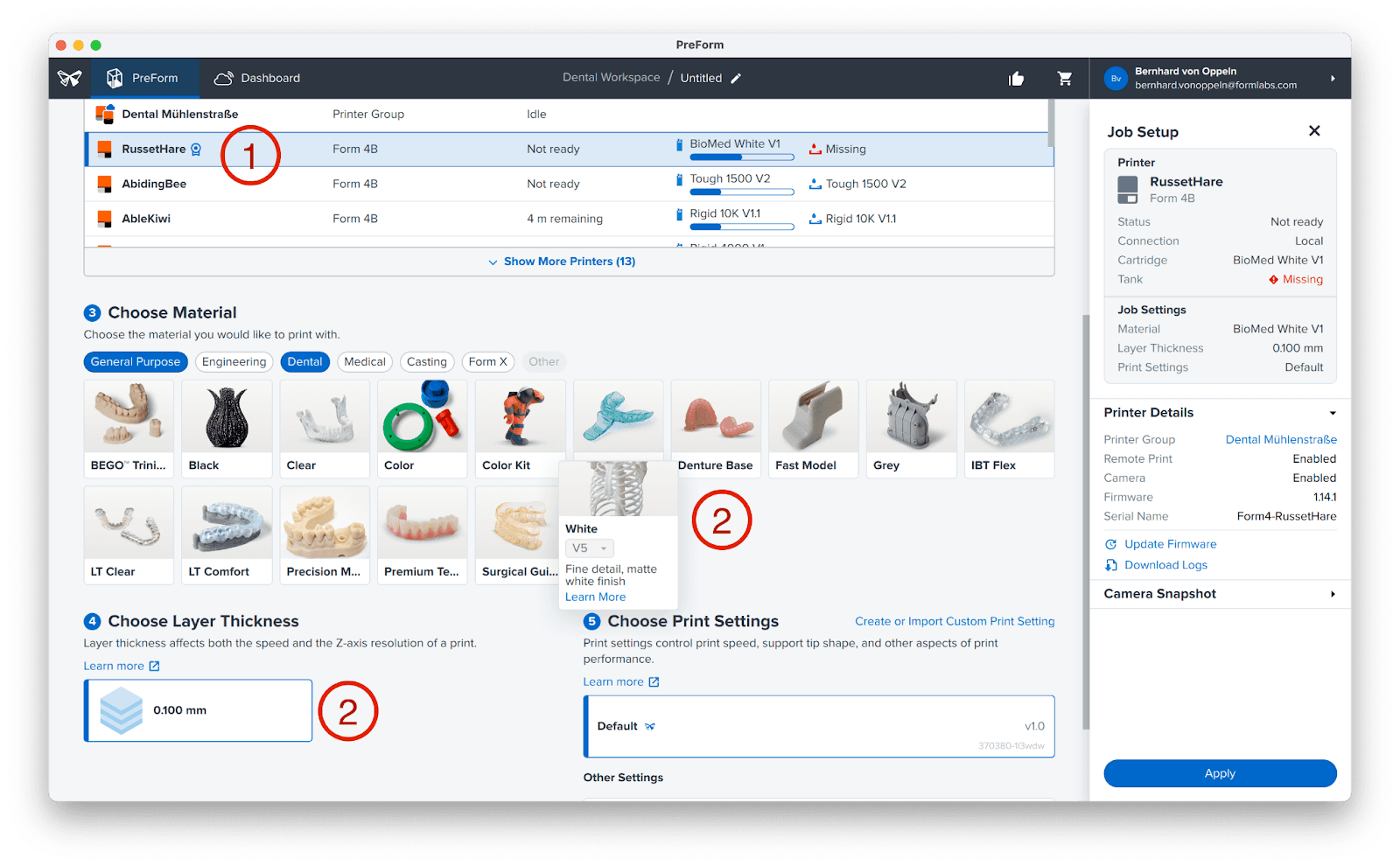
Wir empfehlen, eine Schichthöhe auszuwählen, die die Druckzeit und den Materialverbrauch optimiert und gleichzeitig den erforderlichen Detailgrad liefert. Im Allgemeinen führt eine geringere Schichthöhe zu Modellen mit einer besseren Oberflächengüte, aber sie erhöht die Druckzeit. Für einfache Diagnosemodelle, die nicht für die Fertigung bestimmter Anwendungen verwendet werden, ist 0,1 mm oder höher eine gute Wahl.
Anmerkung
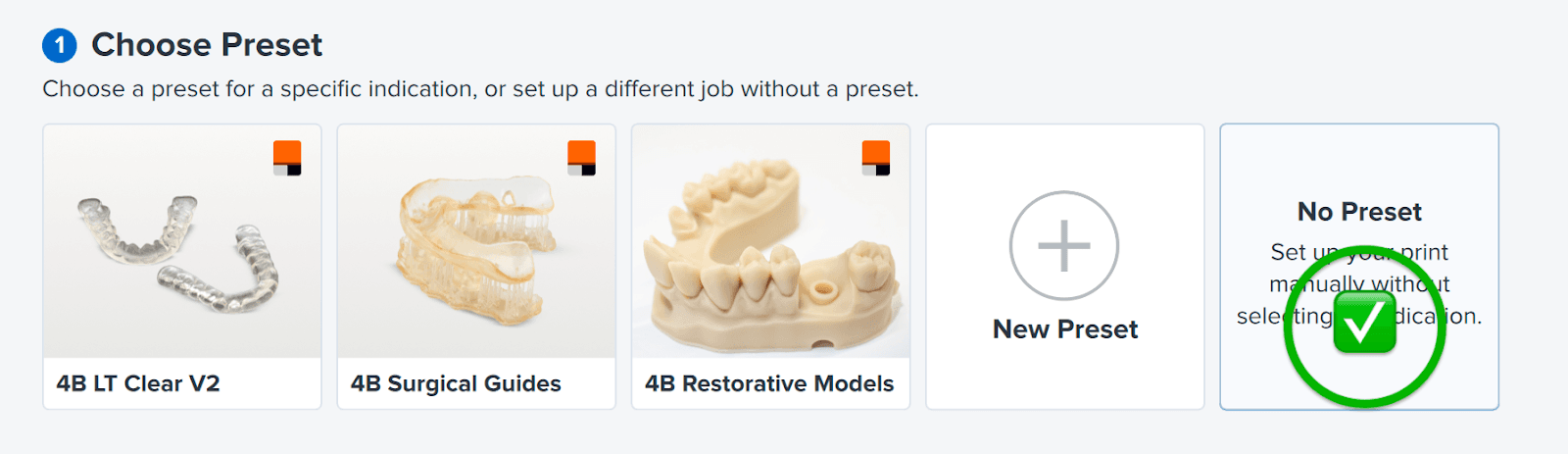
Wählen Sie kein Preset aus, da Presets nicht für rohe Intraoralscans bestimmt sind.
Wir empfehlen, eines der folgenden Kunstharze zu wählen:

Fast Model Resin
Schnell und genau, ideal für kieferorthopädische Modelle

Precision Model Resin
Gipsähnliche, hochpräzise Modelle

White Resin oder Grey Resin
Eindrucksvolle strahlend weiße oder einfache graue Modelle für Patientenpräsentationen
2.3 Import des Scans
Wenn Sie den Dental-Arbeitsbereich in PreForm verwenden und einen kompatiblen Drucker ausgewählt haben, wird das Symbol Modell aus Scan am linken Bildschirmrand angezeigt.
Klicken Sie auf das Zahnsymbol im linken Menü, um Scan to Model (Modell aus Scan) zu öffnen.
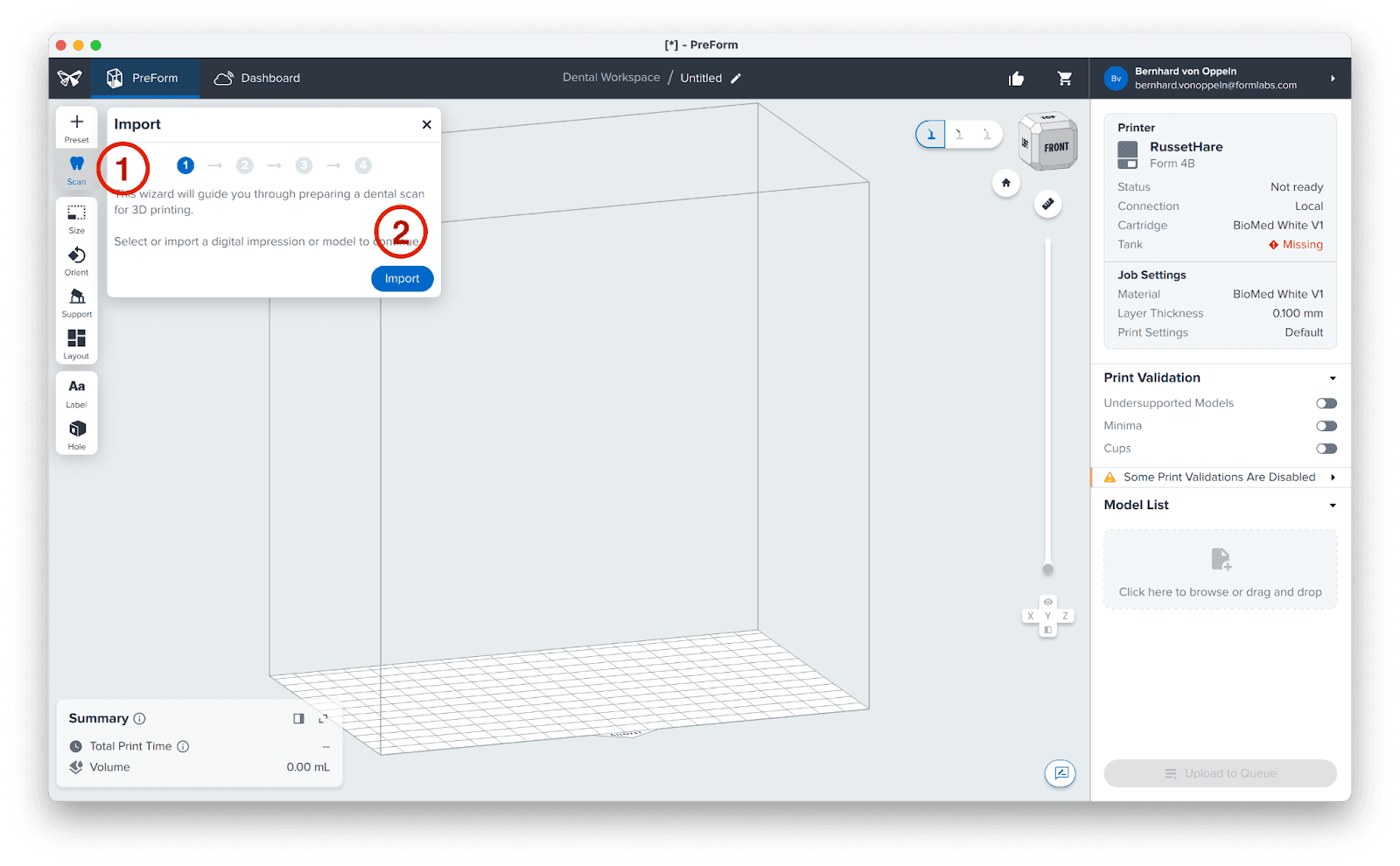
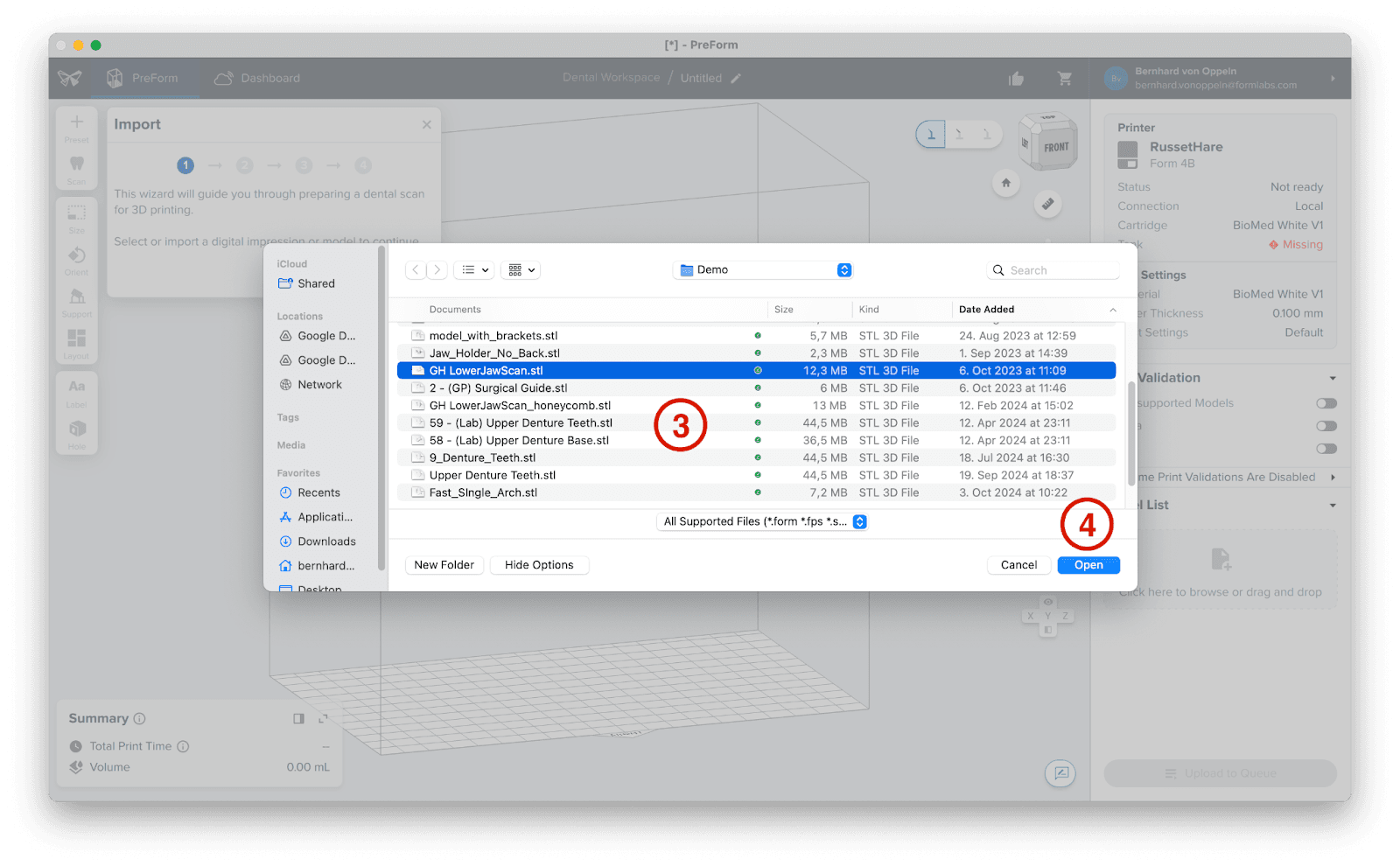
Klicken Sie auf Import (Importieren) (2).
Suchen Sie die Datei (STL) auf Ihrem Computer oder im Netzwerk (3) und klicke Sie dann auf Öffnen (4).
2.4 Ausrichtung des Scans
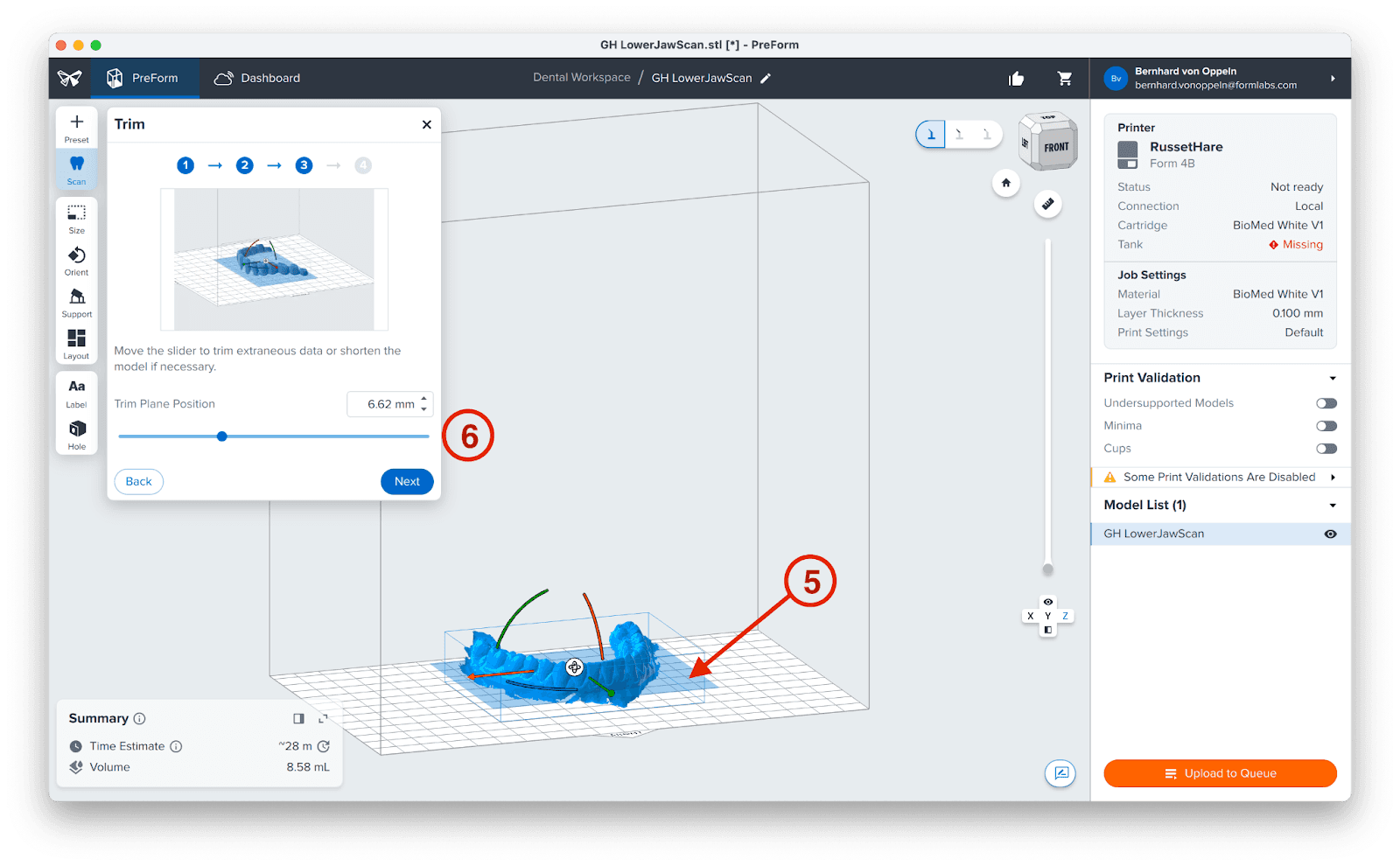
Wenn Sie Modell aus Scan verwenden, wird durch Klicken auf Next (Weiter) das Gittermodell automatisch an der Bauplattform ausgerichtet, wobei die Zähne von der Plattform abgewandt sind. Es erscheint eine blaue Schnittebene (5), die sich anfangs ca. 3 mm unterhalb des tiefsten Punktes der gescannten Zähne auf dem Zahnfleisch befindet und mit dem Schieberegler (6) nach Bedarf angepasst werden kann. Lassen Sie sie unverändert und klicken Sie auf Next (Weiter).
2.5 Erstellen der Basis
Um die Stabilität zu verbessern und ein Zerbrechen der Modelle beim Ablösen zu vermeiden, insbesondere bei solchen mit schmaleren Strukturen wie dem Unterkiefer, empfehlen wir, den Schieberegler (6) zu verstellen. Wenn Sie den Schieberegler auf 3 mm (7) stellen, werden zusätzliche 3 mm Material unter der Schnittebene hinzugefügt, wodurch eine stabilere Basis für Ihr Modell entsteht. Bleibt die Position des Schiebereglers unverändert, wird sämtliches Material unterhalb der Schnittebene entfernt.
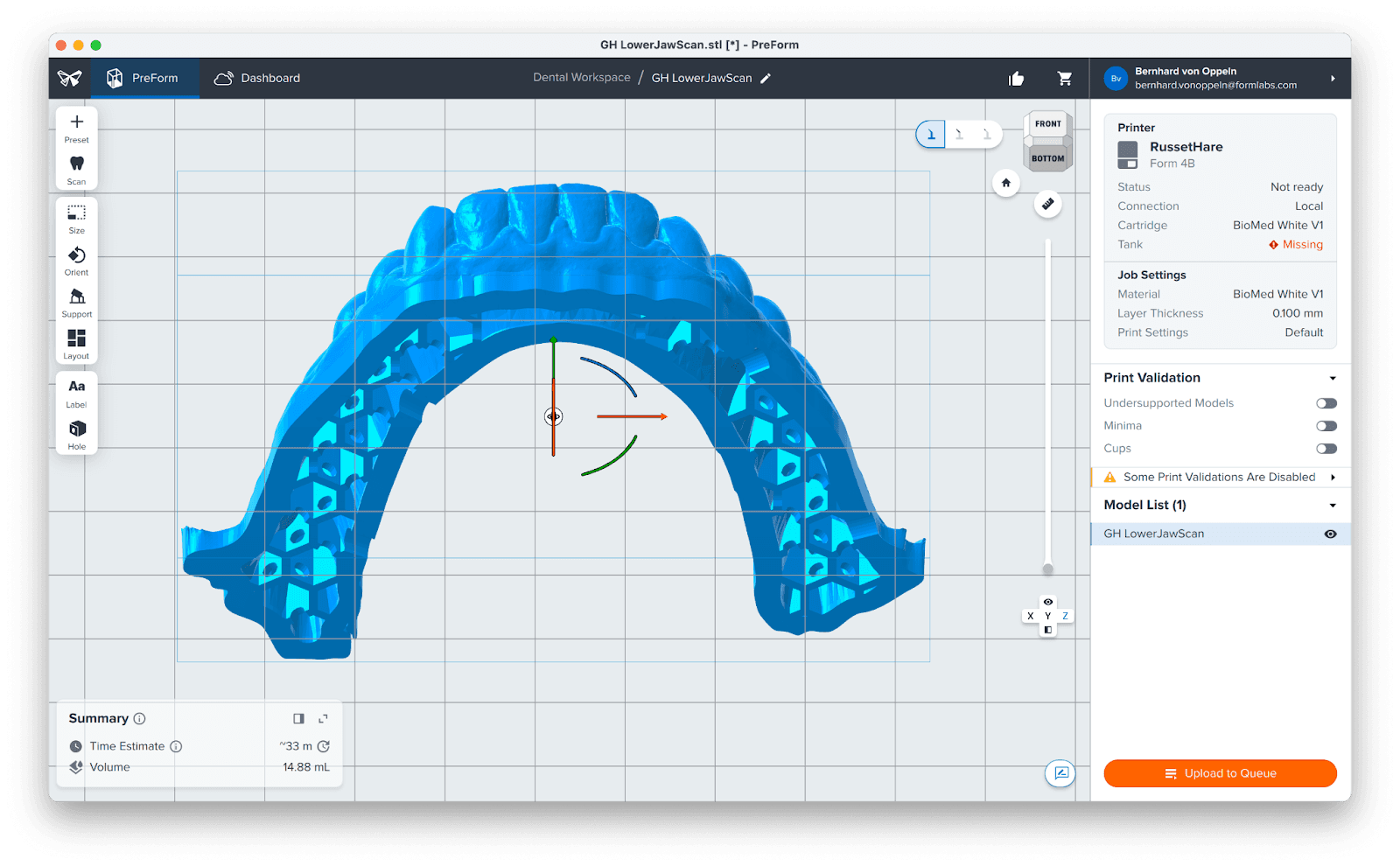
Optional: Zusätzlich können Sie das Kontrollkästchen für Hollow model (Hohlmodell) (8) aktivieren, um automatisch ein Hohlmodell mit Ablauflöchern und einer wabenförmigen Struktur zu generieren.
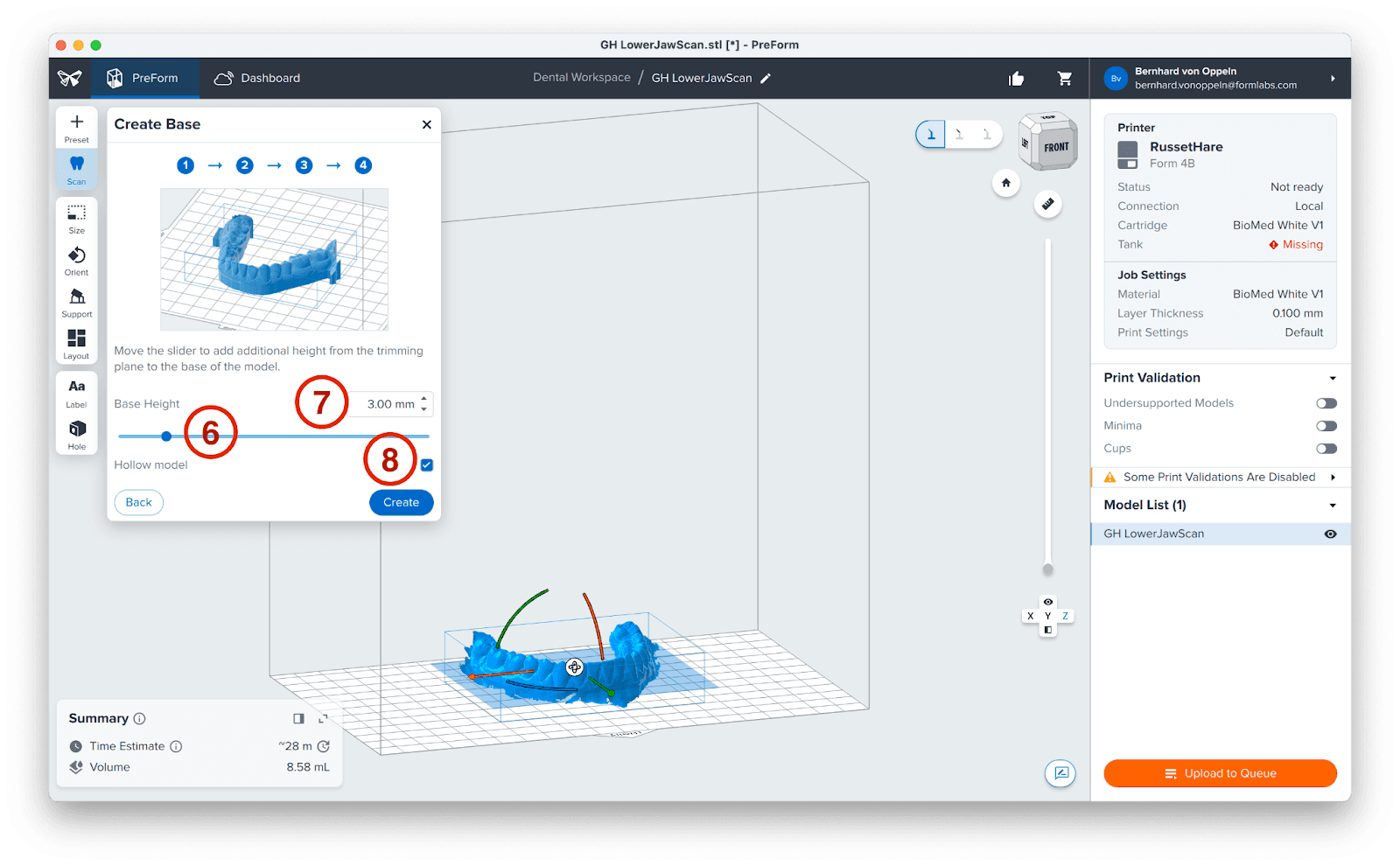
Klicken Sie auf Create (Erstellen), um das Modell in wenigen Sekunden zu generieren. Mit diesem Arbeitsablauf können mehrere Scans gleichzeitig bearbeitet werden, wobei jedoch eine individuelle Anpassung der Modellbasis erforderlich ist.
3. Druck
Wir empfehlen, das Modell flach auf der Bauplattform ausgerichtet zu lassen, um die Stabilität zu erhöhen, die Druckzeit zu verkürzen und den Harzverbrauch zu verringern. Klicken Sie dann auf Print Now (Jetzt drucken). Wenn Ihr Drucker nicht druckbereit ist, zeigt die Schaltfläche stattdessen Upload to Queue (In Warteschlange hochladen) an, und der Druck startet, sobald Sie Ihren Drucker vorbereitet haben.
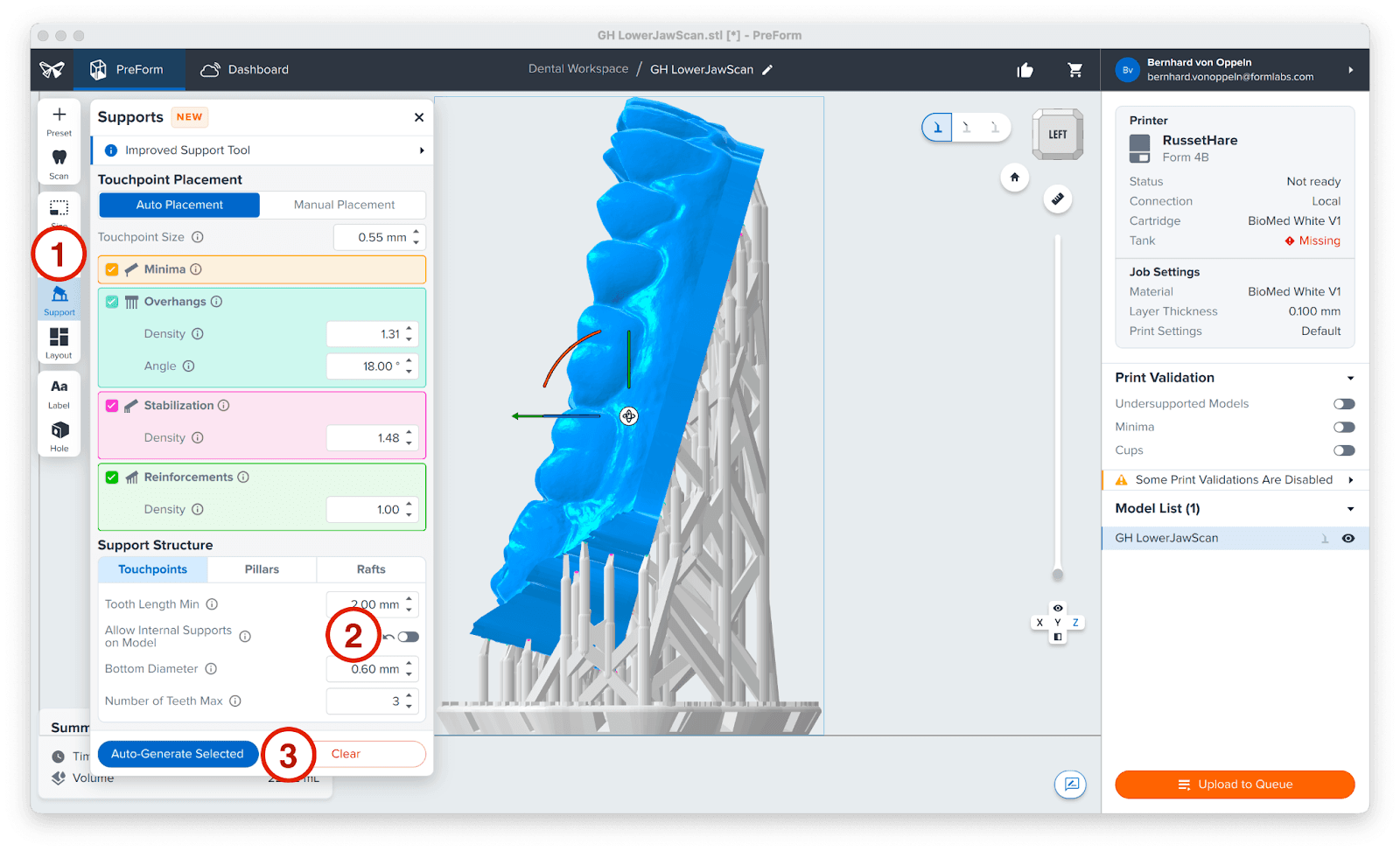
3.1 Hinzufügen von Stützstrukturen (optional)
Um die Anzahl der Modelle in einem Druckauftrag zu maximieren, können Sie sie auch nahezu senkrecht ausrichten. Bei diesem Ansatz können zwar mehr Modelle auf der Bauplattform untergebracht werden als bei einer flachen Ausrichtung, doch führt dies zu längeren Druckzeiten und einer etwas geringeren Präzision. Wählen Sie Support (Stützen) (1), deaktivieren Sie interne Stützstrukturen, um nicht benötigte Stützstrukturen auf der Hohlraumseite zu vermeiden (2), und klicken Sie auf Auto-Generate Selected (Auswahl auto-generieren) (3).
3.2 Starten des Drucks
Gehen Sie zu Ihrem Drucker, schütteln Sie die Harzkartusche und setzen Sie dann die Kartusche, eine Konstruktionsplattform und einen kompatiblen Harztank in Ihren Formlabs-Drucker ein.
Starten Sie den Druck durch Auswahl Ihres Druckauftrags am Touchscreen des Druckers.
Befolgen Sie alle Anweisungen oder Dialoge, die auf dem Druckerbildschirm angezeigt werden.
Der Drucker schließt den Druckvorgang automatisch ab.
Anmerkung
Prüfen Sie auf der Formlabs-Supportseite die Kompatibilität von Drucker und Kunstharz, bevor Sie einen Druck starten.
4. Nachbearbeitung
4.1 Entfernen von Teilen
Vorsicht
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.
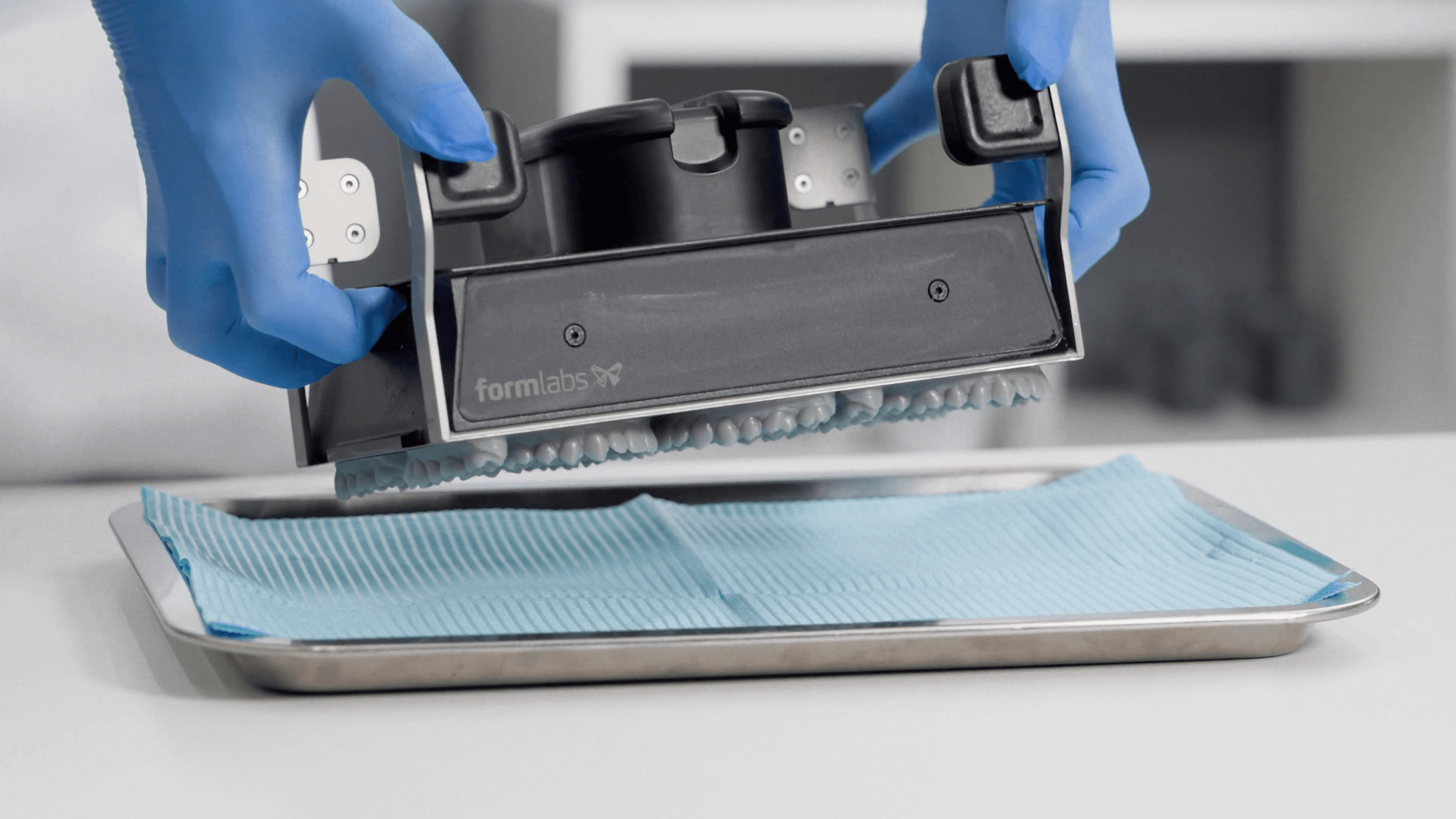
Entfernen Sie die Druckteile von der Konstruktionsplattform. Wenn Sie auf einer Flex Build Platform gedruckt haben, brauchen Sie nur die Griffe zusammenzudrücken, um das/die Modell(e) abzulösen.
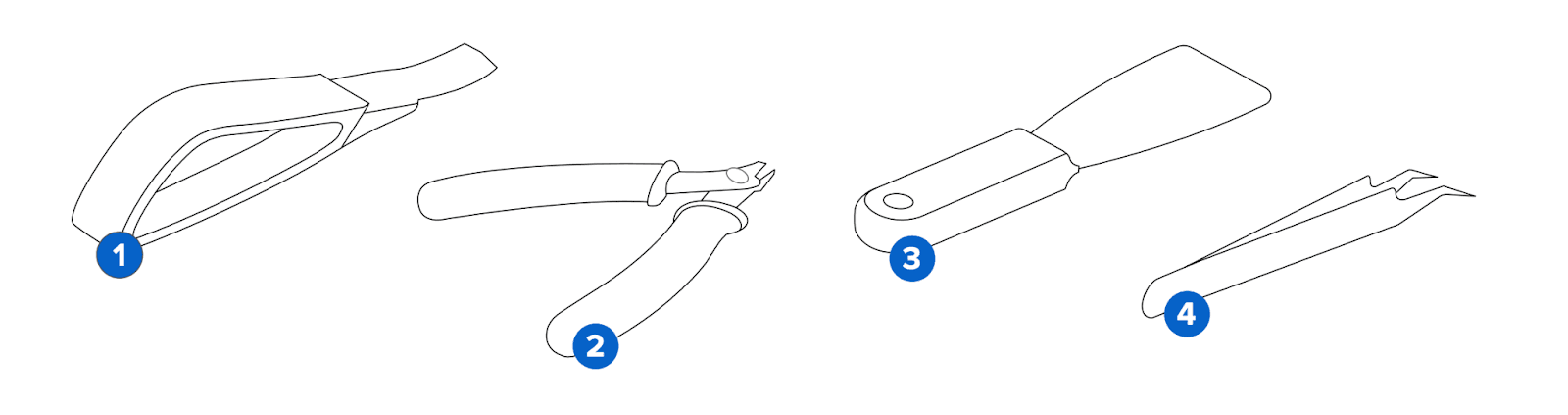
Andernfalls verwenden Sie einen Spachtel (1) oder das Ablösewerkzeug aus dem Finish Kit.
Vorsicht
Wenden Sie niemals Kraft auf das Schabewerkzeug in Richtung Ihrer Hand oder Ihres Körpers an.
4.2 Waschen
Vorsicht
Das Waschen des Druckteils mit Lösungsmitteln muss in einer gut belüfteten Umgebung erfolgen sowie mit geeigneten Schutzmasken und -handschuhen. Abgelaufenes oder unverbrauchtes Kunstharz muss gemäß den örtlichen Vorschriften entsorgt werden.
Waschen Sie die Teile in einem Form Wash oder unter Verwendung der Behälter aus dem Finish Kit. Die Modelle können entweder mit IPA oder Formlabs Resin Washing Solution gewaschen werden. Weitere Informationen zum Waschen von Modellen finden Sie in diesem Artikel.
4.3 Trocknen und Prüfen
Lassen Sie die Teile nach dem Entfernen aus der Waschstation in einem gut belüfteten Bereich etwa 30 Minuten bei Raumtemperatur lufttrocknen. Der Trocknungsprozess kann mithilfe von Druckluft beschleunigt werden. Vergewissern Sie sich, dass der IPA oder die Resin Washing Solution vollständig verdunstet ist, bevor Sie fortfahren.
Nach dem Druck und dem Waschen müssen die Teile gründlich überprüft werden, um sicherzustellen, dass sie sauber und trocken sind. Vor den nächsten Schritten dürfen sich kein Restalkohol, kein überschüssiges flüssiges Kunstharz und keine Rückstände auf den Oberflächen befinden. Wenn nach dem Trocknen noch feuchtes, ungehärtetes Harz vorhanden ist, tauchen Sie das Teil etwa eine Minute lang in sauberen IPA ein oder verwenden Sie eine Druckflasche und trocknen Sie die Teile dann erneut wie zuvor beschrieben.
4.4 Nachhärten
Legen Sie die Modelle nach dem Waschen und Trocknen in den Form Cure. Wählen Sie die entsprechende Voreinstellung auf dem Form Cure aus und starten Sie den Nachhärteprozess.
4.5 Entfernen von Stützstrukturen (optional)
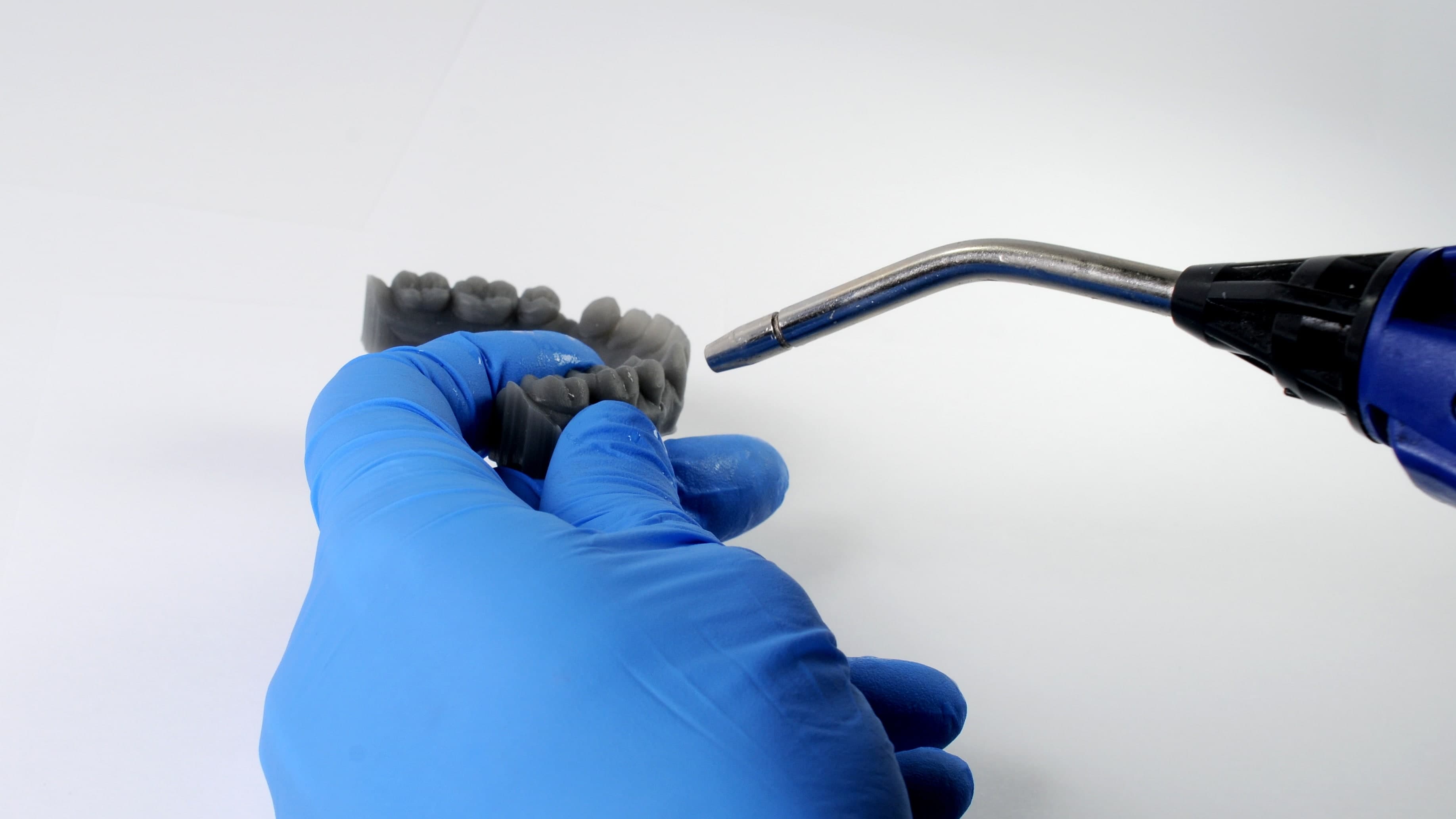
Formlabs-SLA-Drucker produzieren Teile mit Stützstrukturen, die nur minimale Berührungspunkte aufweisen und sich einfach entfernen lassen.
Stützstrukturen einfach vom Teil abzureißen mag zwar schneller gehen, kann aber das Modell beschädigen oder Dellen hinterlassen. Daher empfehlen wir, die mit kritischen anatomischen Strukturen verbundenen Stützstrukturen einzeln abzuschneiden, mithilfe der Pinzette aus Ihrem Finish Kit oder einer Trennscheibe mit einem zahnmedizinischen Handstück.

Entsorgung
1. Ausgehärtetes Kunstharz ist ungefährlich und kann als normaler Hausmüll entsorgt werden. Befolgen Sie die betrieblichen Vorschriften für Abfälle, die als biogefährdend gelten könnten.
2. Flüssiges Kunstharz sollte gemäß den gesetzlichen Bestimmungen (auf kommunaler, regionaler oder nationaler Ebene) entsorgt werden.
Wenden Sie sich an einen zugelassenen Abfallentsorgungsdienst, um flüssiges Kunstharz zu entsorgen.
Der Abfall darf nicht in das Entwässerungssystem bzw. die Abwasserkanalisation gelangen.
Freisetzung in die Umwelt vermeiden.
Verunreinigte Verpackungen genauso wie unbenutzte Produkte entsorgen.
5. Kompatible Formlabs-3D-Drucker und Kunstharze
Diagnosemodelle können mit den folgenden Formlabs-SLA-Druckern und Materialien gedruckt werden.
| Drucker | Kunstharze |
|
Form 4B Form 4BL |
Fast Model Resin Precision Model Resin White Resin |
|
Form 3BL Form 2 |
Draft Resin Model Resin White Resin |
Weitere Ressourcen
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
