

3D-Druck von Weichgewebe für Zahnfleischmasken auf Dentalmodellen
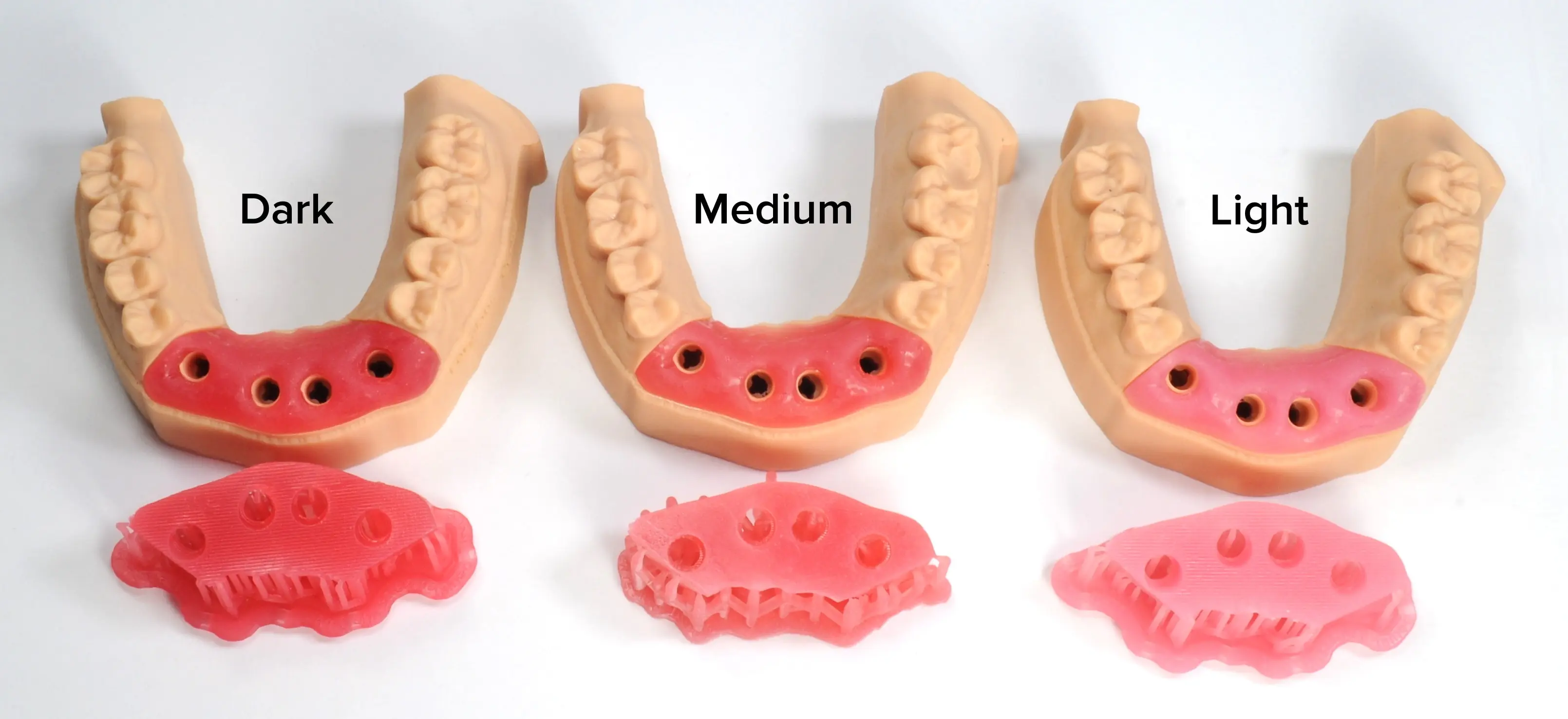
Weichgewebemodelle, die für hochwertige Zahnersatzmodelle immer wichtiger werden und für die digitale implantatgestützte Prothetik häufig unabdinglich sind, können jetzt mit 3D-Druck hergestellt werden. Durch die Verwendung von Formlabs' Flexible 80A Resin, einer weichen, flexiblen und transparenten Basis, und von Harzpigmenten lassen sich Weichgewebe-Teile in dunklen, mittleren oder hellen Rosatönen erstellen. Der hierfür nötige Arbeitsablauf wird in den folgenden Schritten beschrieben.
3D-Druck von Weichgewebe für Zahnfleischmasken auf Dentalmodellen
Weichgewebemodelle, die für hochwertige Zahnersatzmodelle immer wichtiger werden und für die digitale implantatgestützte Prothetik häufig unabdinglich sind, können jetzt mit 3D-Druck hergestellt werden. Durch die Verwendung von Formlabs' Flexible 80A Resin, einer weichen, flexiblen und transparenten Basis, und von Harzpigmenten lassen sich Weichgewebe-Teile in dunklen, mittleren oder hellen Rosatönen erstellen. Der hierfür nötige Arbeitsablauf wird in den folgenden Schritten beschrieben.
Grundausstattung
Von zahnärztlicher Seite benötigt
-
Ein digitaler Abdruck des Patientengebisses
Benötigte Hardware und Materialien
Von Formlabs:
-
Formlabs-SLA-3D-Drucker mit kompatiblem Harztank und Konstruktionsplattform
-
Flexible 80A Resin, White Pigment, Magenta Pigment, Yellow Pigment
- Software PreForm Dental (kostenlos)
-
Form Wash oder Finish Kit
Anmerkung:
Bei Verwendung der Form 4 Flex Build Platform oder der Build Platform 2 ist zu beachten, dass sich die Teile womöglich nicht sofort ablösen. Dies liegt daran, dass sich das weiche Material zusammen mit der Plattform biegt, wenn diese gebogen wird.
Von Drittanbietern:
-
Schneidwerkzeuge
-
Zahntechnisches Handstück mit niedriger Drehzahl sowie Fertigstellungswerkzeuge
-
Isopropylalkohol (IPA) ≥ 90%ig
-
Eine Einwegspritze, 40 ml oder größer (optional)
Benötigte Software
Von Formlabs:
Von Drittanbietern:
-
Software für den Entwurf von Dentalmodellen, z. B. 3Shape Model Builder oder exocad Model Creator
Weitere Informationen über das Design und die Herstellung hochpräziser Dentalmodelle finden Sie in unserem Leitfaden zur Fertigung genauer Zahnersatzmodelle.
Anmerkung:
3D-gedrucktes Weichgewebe aus Flexible 80A Resin ist nur für die extra-orale Verwendung auf Dentalmodellen bestimmt. Das Kunstharz ist nicht biokompatibel und darf niemals intraoral verwendet werden.
1. Farbpigmente zu Flexible 80A Resin hinzufügen
Sie können Farbe und Opazität Ihrer 3D-gedruckten Zahnfleischmaske anpassen, indem Sie Flexible 80A Resin mit Pigmenten versetzen. Wir bieten drei initiale Mischrezepte an, aber Sie können auch eigene individuelle Farben erstellen, indem Sie die weiter unten beschriebene Formel verwenden.
1.1 Vorbereiten des Kunstharzes
Um Soft Tissue Resin zu erstellen, benötigen Sie das folgende Zubehör:
-
Eine Kartusche Flexible 80A Resin
-
Farbpigmente in Weiß, Gelb und Magenta
-
Nitril-Einweghandschuhe
-
Ein Gefäß (mit einem Fassungsvermögen von 40 ml oder mehr)
-
Drei Spritzen, im Lieferumfang der Pigmente enthalten
Wenn alles Zubehör bereitsteht, ziehen Sie die Nitrilhandschuhe an und packen Sie die Harzkartusche aus.

Entfernen Sie die Schutzkappe von der Harzkartusche mit Flexible 80A Resin.

Entnehmen Sie 40 ml Harz aus der Kartusche Flexible 80A Resin mithilfe eines Bechers oder anderen Behälters und einer Spritze.


Anmerkung:
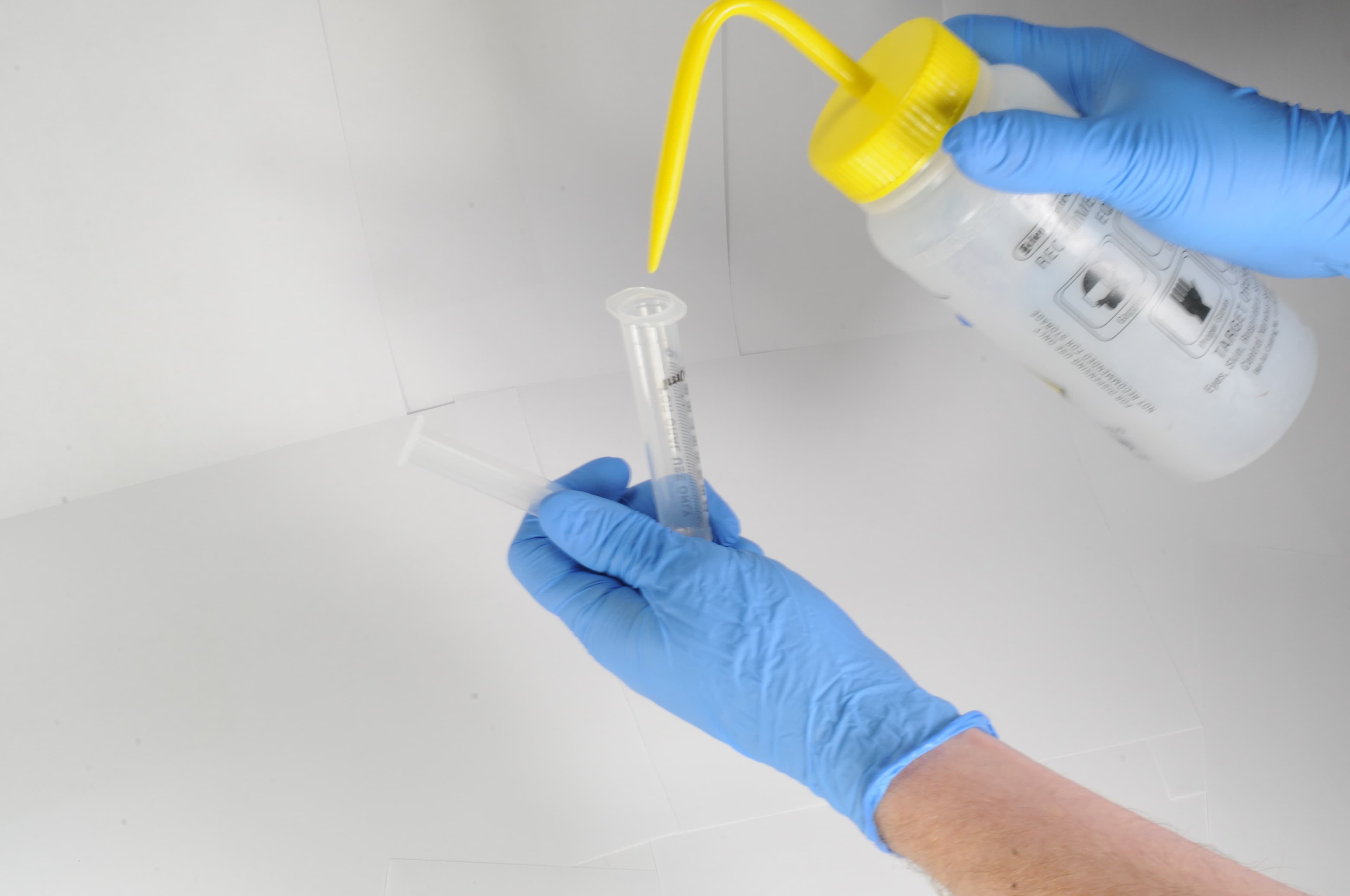
Wenn Sie die Spritze mit einem der Pigmente wiederverwenden, stellen Sie sicher, dass Sie sie gründlich mit Isopropylalkohol mit einer Konzentration von mindestens 90 % spülen.
1.2 Mischen der Pigmente

Sie ersetzen die fehlenden 40 ml in der Kartusche nun mit einer Pigmentmischung.
Hinweis
-
Achten Sie darauf, dass die Gesamtmenge der Pigmente 40 ml nicht überschreitet, um die Druckbarkeit zu erhalten.
-
Die Menge von White Pigment sollte 30 ml nicht überschreiten, da dies die Druckbarkeit beeinträchtigen kann.
Drei gebrauchsfertige Rezepte finden Sie in der nachstehenden Tabelle. Beachten Sie, dass eine Erhöhung des Anteils an weißem Pigment im Allgemeinen zu einem helleren Farbton und einer höheren Deckkraft führt. Diese höhere Opazität kann von Vorteil sein, wenn Sie verhindern müssen, dass darunter liegende Strukturen, wie z. B. Implantatanaloge oder individuelle Abutments aus Metall, durch die Zahnfleischmaske sichtbar werden.

|
Farbton |
Flexible 80A Resin |
Weiß |
Gelb |
Magenta |
|
Hellrosa |
960 ml |
25 ml |
5 ml |
10 ml |
|
Orange-Rosa |
960 ml |
15 ml |
10 ml |
15 ml |
|
Dunkelrosa |
960 ml |
10 ml |
10 ml |
20 ml |
Setzen Sie die Schutzkappe wieder auf die Kartusche und schütteln Sie diese fünf Minuten lang kräftig. Drehen Sie die Kartusche dabei gelegentlich.
Lassen Sie die Kartusche 30 Minuten lang aufrecht stehen und schütteln Sie sie dann weitere fünf Minuten.
Nach diesem Mischvorgang ist die Kartusche druckbereit für Weichgewebe für Ihre Zahnfleischmaskenmodelle.
Hinweis
Sie können das Mischen von Pigment und Harz in der Kartusche mit einem zahnmedizinischen Rührstab oder Spatel beschleunigen.
Bewahren Sie die Pigment-Flaschen und die verschlossenen Spritzen in den mitgelieferten lichtdichten Ziplock-Beuteln auf.
2. Design
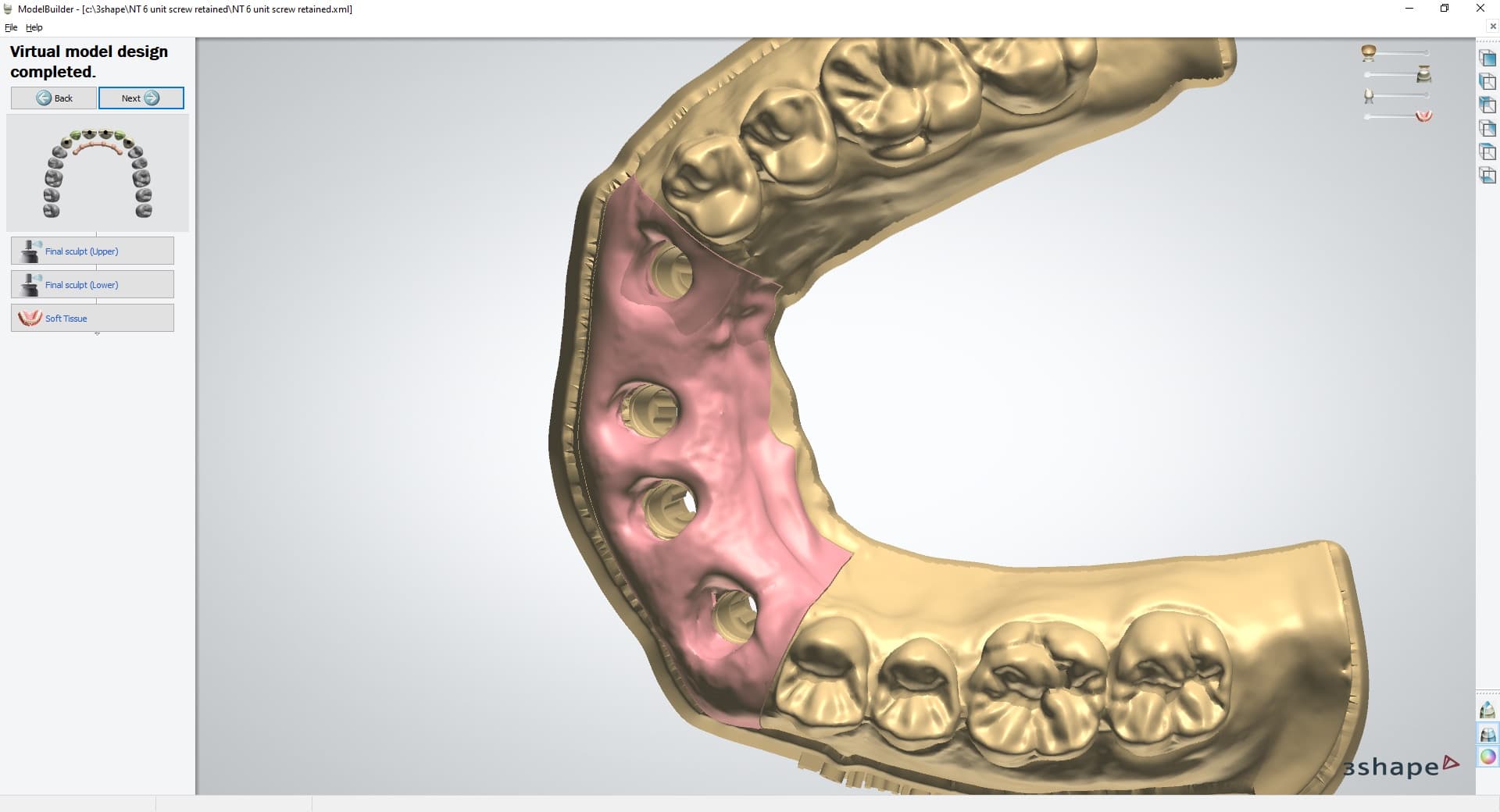
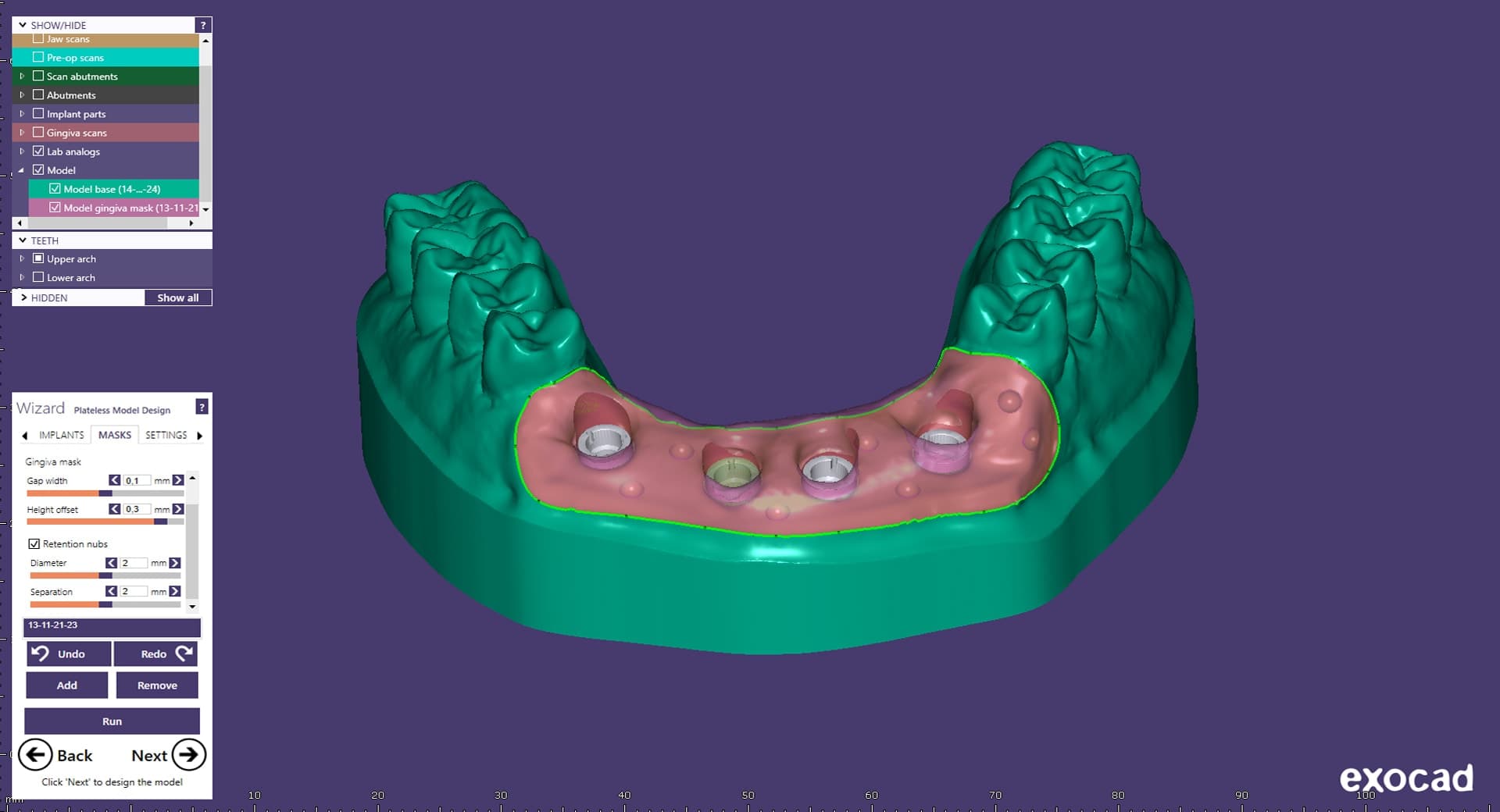
2.1 Modell mit Zahnfleischmaske oder Weichgewebe entwerfen
Allgemeine Anforderungen an die Anfertigung mit CAD:
-
Für genaue Anatomie empfiehlt sich eine Mindestwandstärke von 1 mm.
-
Beginnen Sie in 3Shape oder exocad mit den Standardeinstellung.
-
Wenn Sie eine Maske mit flachem Boden entwerfen, neigen Sie die mesialen und distalen Seiten, um Hinterschnitte für eine bessere Retention zu erzielen.
2.2 Export der STL-Datei
Sobald der Fall entworfen wurde, suchen Sie die Designdatei. Die Datei sollte für PreForm im STL- oder OBJ-Format vorliegen. Öffnen Sie die Datei in der Druckvorbereitungssoftware PreForm Dental.
3. Druck
Anmerkung:
Wenn Sie noch nicht mit der Software PreForm Dental vertraut sind, sehen Sie sich bitte diese Playlist auf unserem YouTube-Kanal an.
3.1 Auswahl des Materials
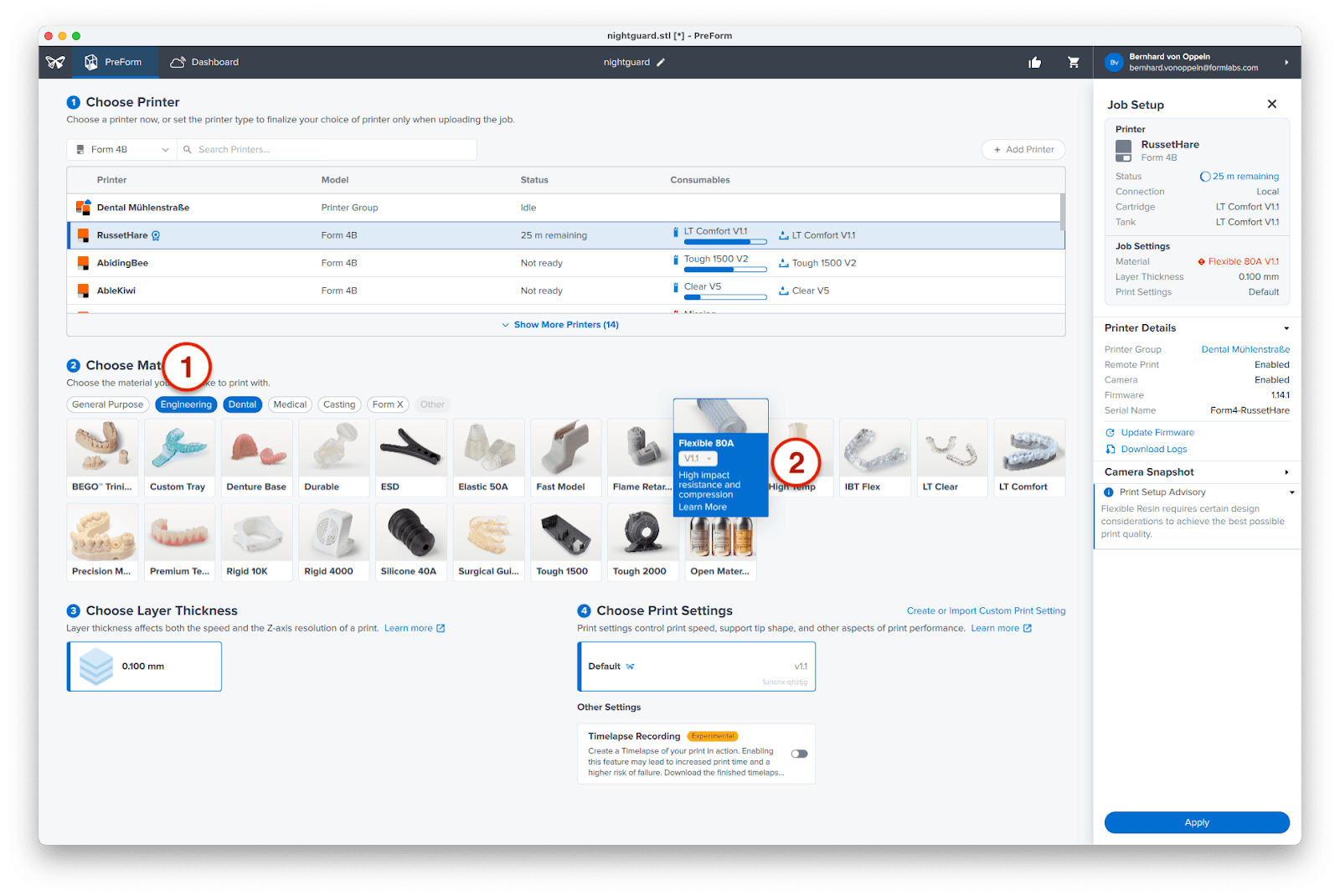
Wählen Sie das zu druckende Material rechts in der Leiste Job Setup (Druckeinrichtung) aus.
Flexible 80A Resin ist unter den technischen Materialien aufgeführt. Wenn Sie es nicht sehen, müssen Sie möglicherweise im Menü zur Auswahl der Materialien auf Engineering (Technisch) (1) klicken. Wählen Sie Flexible 80A Resin (2) mit den Standardeinstellungen.
Anmerkung:
Wir verwenden die Druckparameter von Flexible 80A Resin für den Druck von Weichgewebe. Folglich werden Ihre Druckteile in Hellgrau (der Farbe von Flexible 80A Resin) angezeigt, obwohl das Kunstharz rosafarben ist. Bitte beachten Sie, dass diese Diskrepanz zu erwarten ist.
3.2 Ausrichtung
Importieren Sie Ihre Teile, indem Sie auf Datei > Öffnen klicken und Ihre Teile auswählen oder sie direkt per Drag-and-Drop in den Arbeitsbereich von PreForm ziehen.
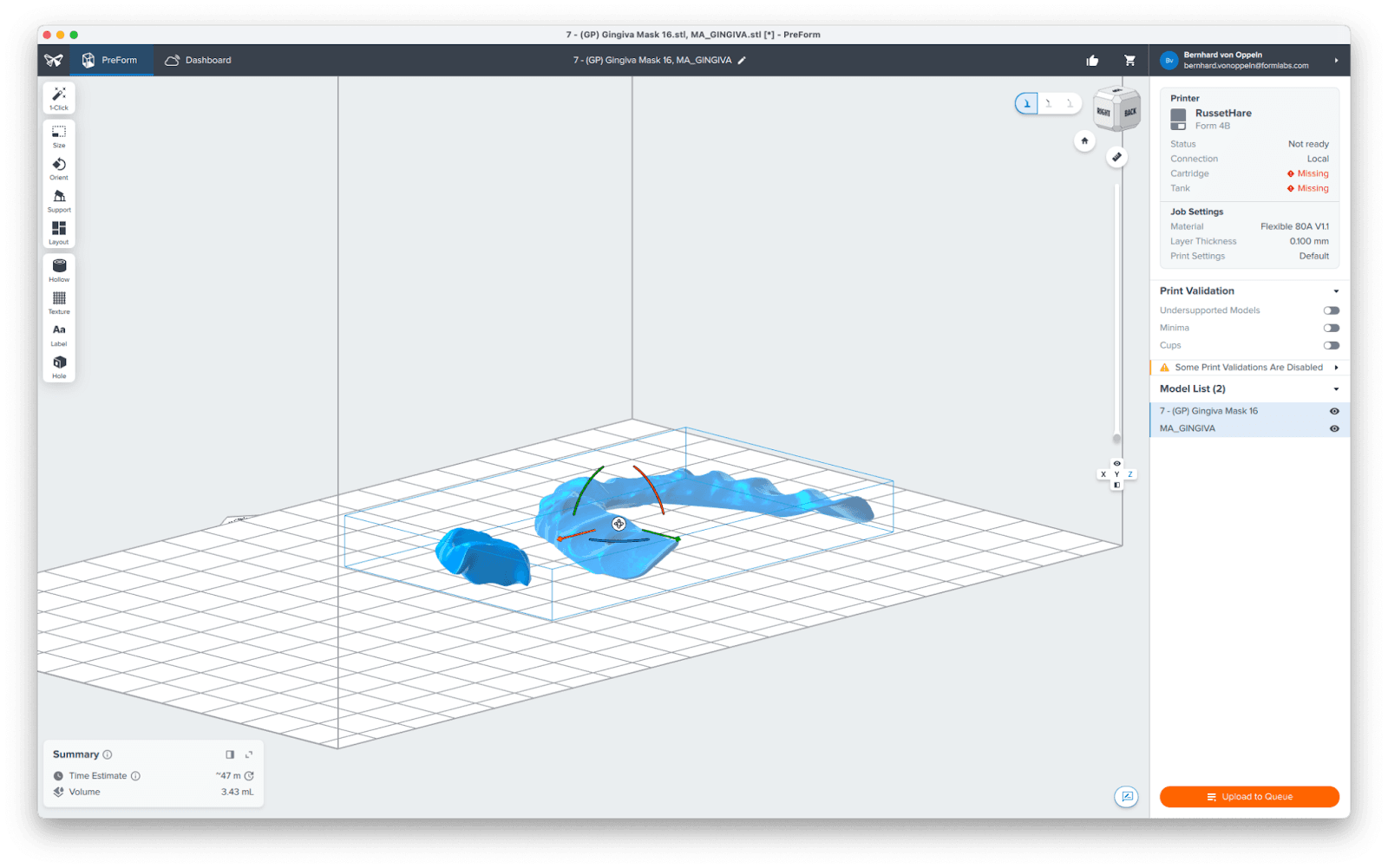
Jetzt müssen wir die Teile für den Druck richtig ausrichten.
Wie im obigen Beispiel werden die Teile so gedreht, dass die Okklusionsseite zur Plattform zeigt und alle Passflächen von ihr abgewandt sind. Dadurch wird sichergestellt, dass keine Stützstrukturen auf den Flächen erstellt werden, die am Dentalmodell anliegen, was zu einer besseren Passung führt.
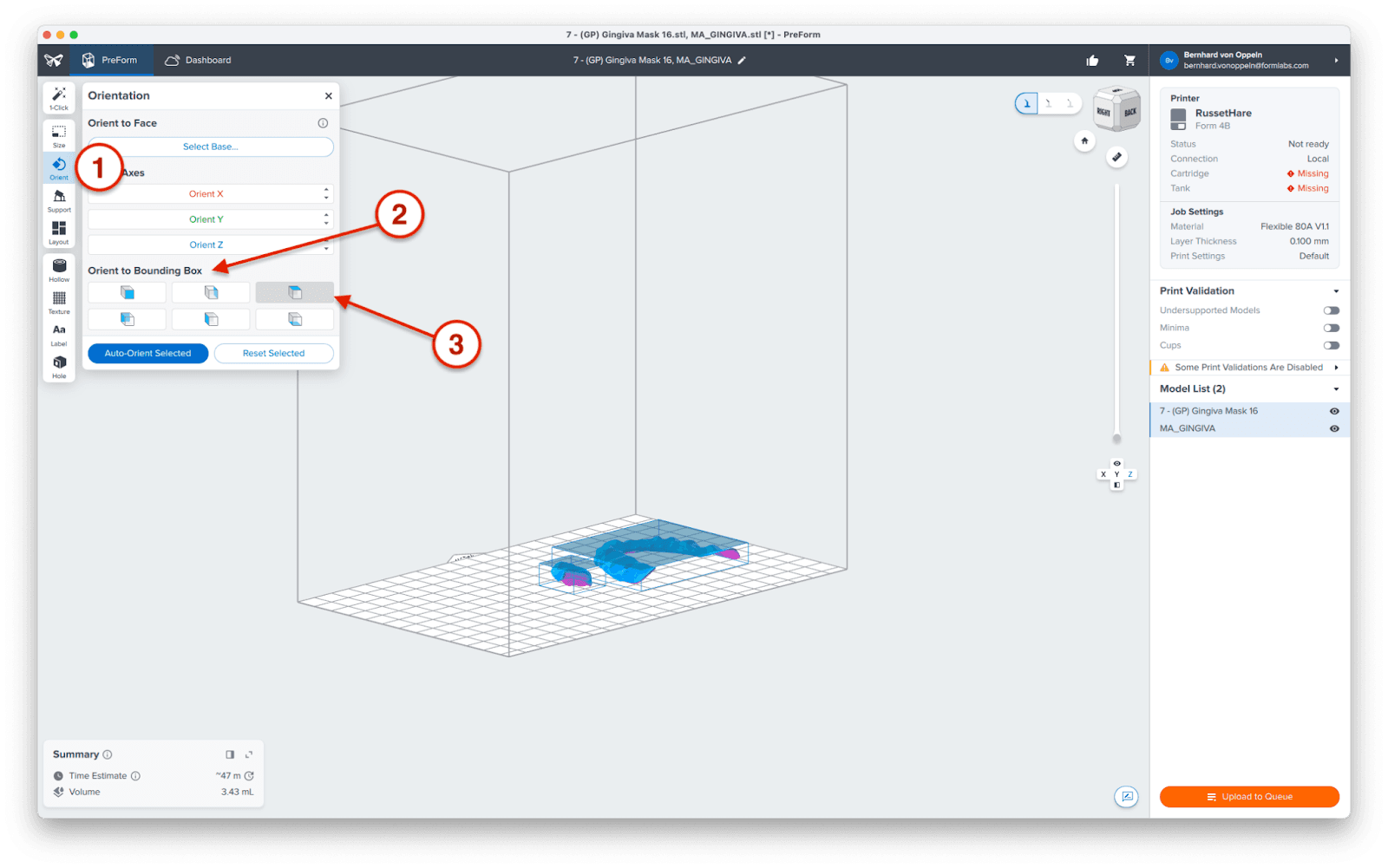
Eine einfache Möglichkeit, dies zu erreichen, ist die Verwendung der Funktion Bounding Box (Begrenzungsbox) (2) aus dem Menü Orient (Ausrichten) (1). Wählen Sie das Symbol (3) aus, das dem Umdrehen des Teils entspricht, oder richten Sie das Teil manuell aus.
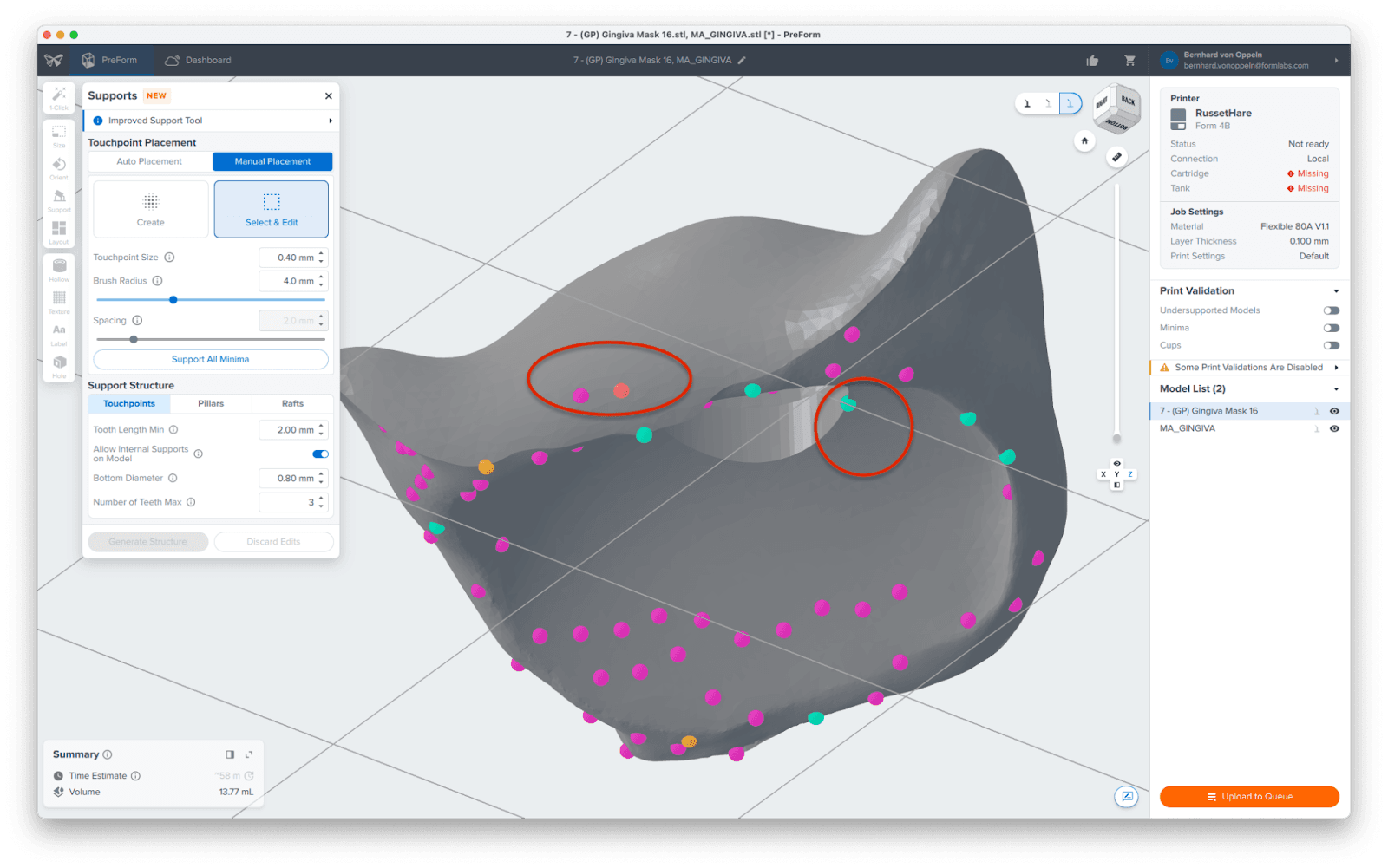
3.3 Stützstrukturen generieren
Öffnen Sie in der linksseitigen Navigation in PreForm das Werkzeug Supports (Stützstrukturen) (1) und klicken Sie anschließend auf die Schaltfläche Auto-Generate Selected (Auswahl automatisch generieren) (2) oder Auto Generate All (Alle automatisch generieren), um die Stützstrukturen automatisch zu erstellen.
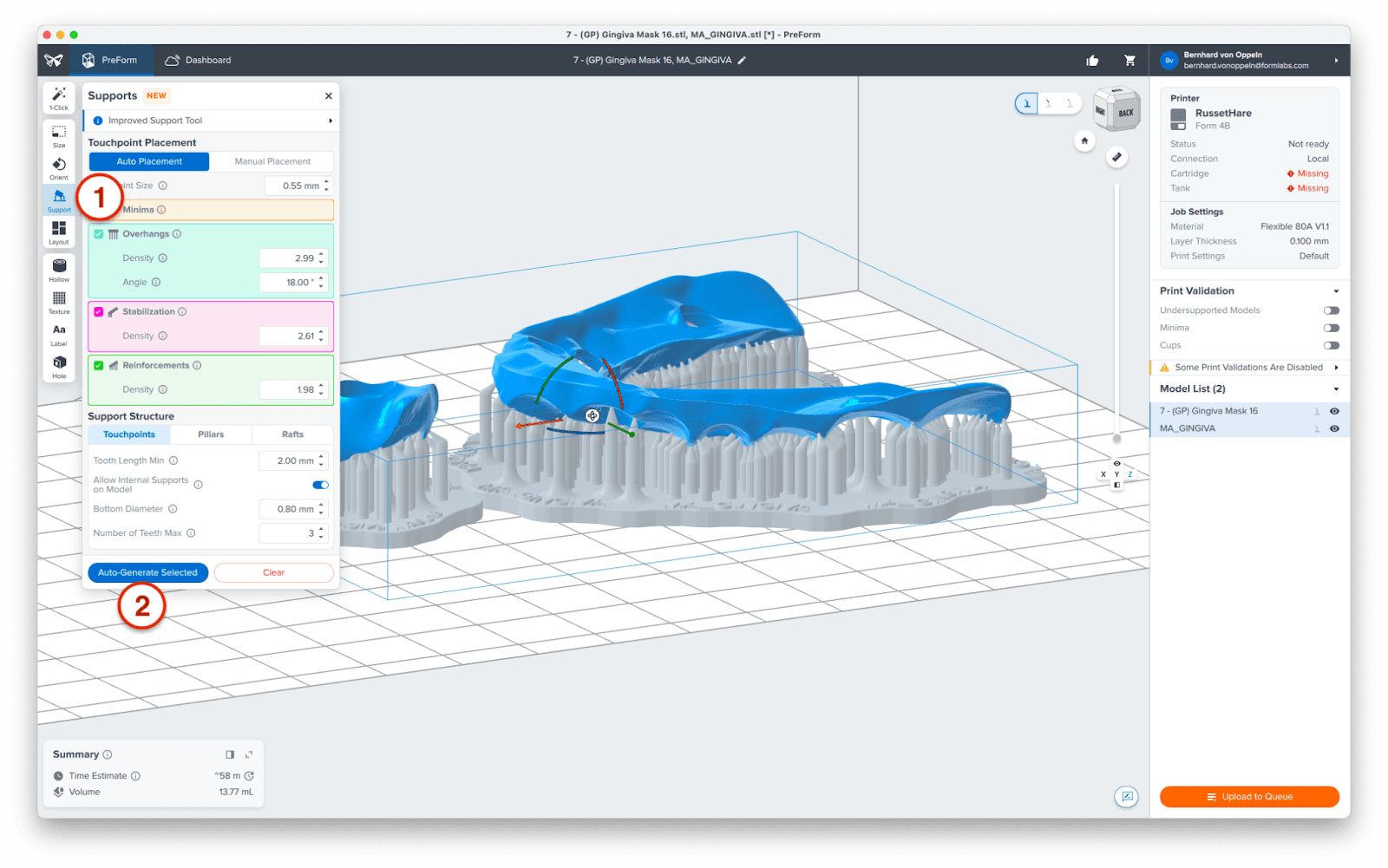
Unter Touchpoint Placement (Platzierung), wechseln Sie zu Manual Placement (Manuelle Platzierung) und wählen Sie Select & Edit (Auswählen & Bearbeiten). Überprüfen Sie die Position der Stützstrukturen und ändern oder entfernen Sie Berührungspunkte, die mit den Passflächen in Konflikt stehen, um die Nachbearbeitung zu erleichtern. Beachten Sie dabei die Prüfungen unter Print Validation (Druckvalidierung) in der rechten Seitenleiste. Machen Sie sich keine Sorgen über die hohe Anzahl von Stützstrukturen; sie sorgen für einen zuverlässigen Druck.
Klicken Sie schließlich auf Print Now (Jetzt drucken) oder Upload to Queue (In Warteschlange hochladen) in der rechten unteren Ecke, um den Druckauftrag auf Ihren Drucker hochzuladen.
3.4 Einrichten des Druckers
Schütteln Sie die Kartusche mit Flexible 80A Resin und setzen Sie sie anschließend in den Formlabs-SLA-Drucker ein, zusammen mit einer Konstruktionsplattform und einem kompatiblen Harztank.
-
Starten Sie den Druck durch Auswahl Ihres Druckauftrags am Touchscreen des Druckers.
-
Befolgen Sie alle Anweisungen oder Dialoge, die auf dem Druckerbildschirm angezeigt werden.
-
Der Drucker schließt den Druckvorgang automatisch ab.

4. Nachbearbeitung
Tragen Sie bei der Handhabung ungehärteter Kunstharze und Teile immer Handschuhe.
4.1 Entfernen von Teilen
Um die Druckteile von der Konstruktionsplattform zu entfernen, schieben Sie das Ablösewerkzeug oder einen Spachtel unter das Raft des Teils und drehen Sie es.

4.2 Waschen
Vorsichtsmaßnahmen
-
Das Waschen des Druckteils mit Lösungsmitteln sollte in einer gut belüfteten Umgebung erfolgen sowie mit Schutzmasken und -handschuhen.
-
Abgelaufenes oder unverbrauchtes Flexible 80A Resin ist gemäß den örtlichen Vorschriften zu entsorgen.
-
Isopropylalkohol (IPA) ist gemäß den örtlichen Vorschriften zu entsorgen.
Platzieren Sie die Druckteile in einem mit 90%igem Isopropylalkohol (IPA) gefüllten Form Wash und lassen Sie sie 10 Minuten waschen.
Es wird ein zweiter Waschvorgang in frischem 90%igem IPA benötigt. Dieser zweite Waschvorgang kann von Hand in einem Waschbehälter aus dem Finish Kit erfolgen oder in einem zweiten Form Wash.
Beim Waschvorgang müssen die Teile vollständig mit IPA bedeckt sein.
Eine zu lange Waschdauer kann die Maßgenauigkeit und Eigenschaften von Druckteilen mit der Zeit beeinträchtigen.
4.3 Trocknen
Nehmen Sie die Teile aus dem IPA und lassen Sie sie mindestens 30 Minuten bei Raumtemperatur an der Luft trocknen.
Druckluft kann ebenfalls zum Trocknen verwendet werden, nachdem die Teile bereits 15 Minuten lang an der Luft getrocknet sind.
Untersuchen Sie die Druckteile und stellen Sie sicher, dass sie sauber und trocken sind.
Vergewissern Sie sich, dass sich keine Alkoholreste, kein überschüssiges flüssiges Kunstharz und keine Rückstände auf der Oberfläche befinden, bevor Sie mit den nachfolgenden Schritten fortfahren.
Sollte nach dem Trocknen noch feuchtes, ungehärtetes Harz verbleiben, verwenden Sie eine Druckflasche mit frischem IPA, um dieses zu entfernen. Trocknen Sie das Teil anschließend abermals an der Luft.

4.4 Nachhärtung
Befolgen Sie die Nachhärteanweisungen, die in der Gebrauchsanweisung von Flexible 80A Resin beschrieben sind.
4.5 Entfernen der Stützstrukturen
Entfernen Sie die Stützstrukturen mit dem im Formlabs Finish Kit enthaltenen Seitenschneider oder einer Schere.
Hinweis
Es mag schneller sein, die Stützstrukturen vom Teil abzureißen, jedoch können dadurch Dellen entstehen. Wir empfehlen, die Stützstrukturen einzeln abzuschneiden.

Eine kleine, scharfe Schere kann als zweiter Schritt die Stützstrukturen näher am Druckteil abschneiden. Um die Stützstrukturen von internen Bereichen zu entfernen, empfehlen wir dringend eine gebogene Irisschere.

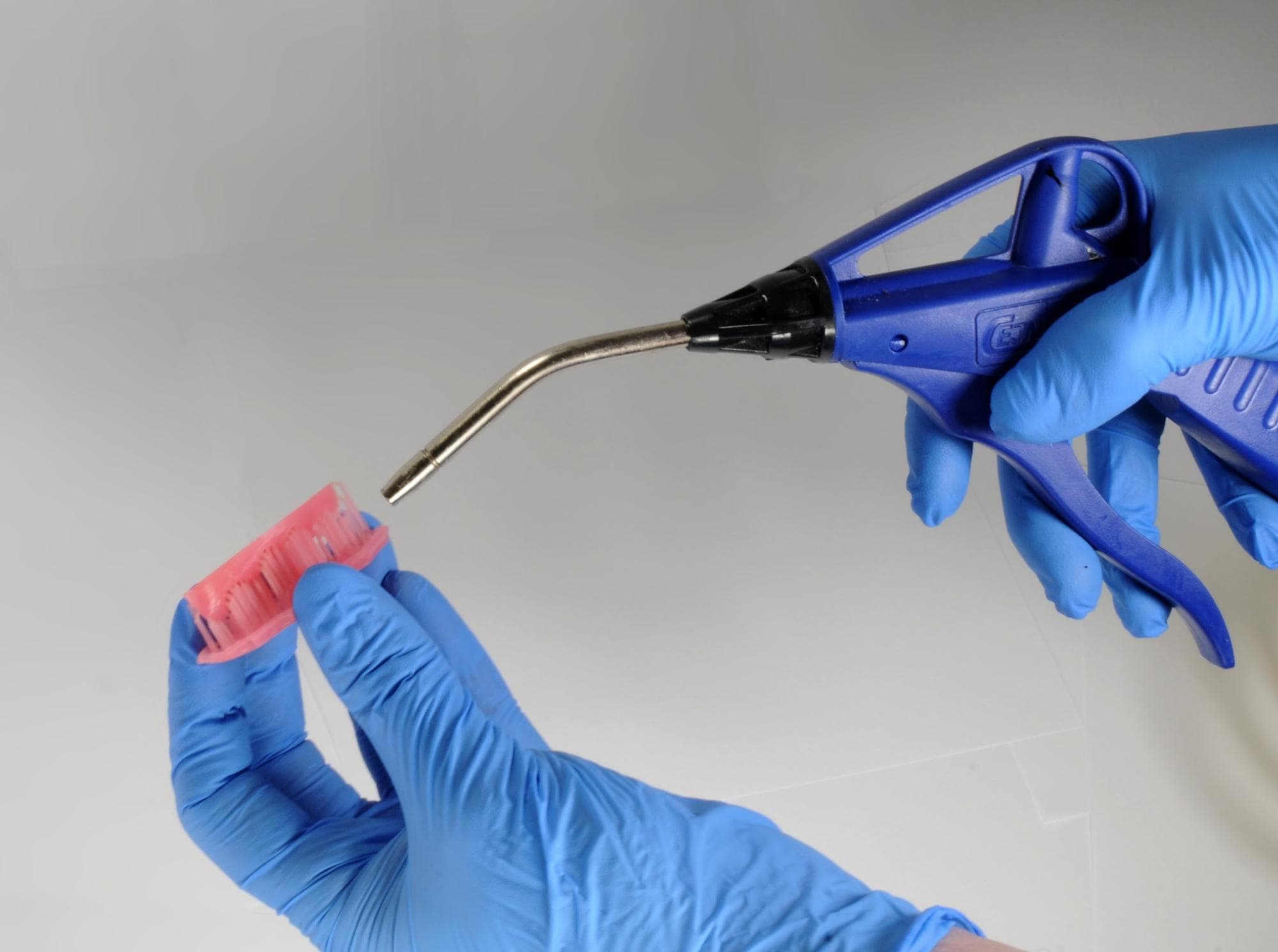
4.6 Fertigstellung
Die gedruckte Zahnfleischmaske ist mit einer Shore-Härte von 80A recht fest. Diese Festigkeit ist gewollt, denn sie erleichtert das Schleifen und Schneiden, was notwendig sein kann, um die nach dem Entfernen der Stützstrukturen zurückgebliebenen rauen Stellen zu glätten oder das Austrittsprofil für ästhetische Implantatrestaurationen zu formen. Verwenden Sie eine universelle Silikonscheibe oder einen Hartmetallfräser für weiche Materialien, um raue Stützspuren zu glätten.


5. Mit Flexible 80A Resin kompatible Formlabs-Drucker
6. Weitere Ressourcen
-
Flexible 80A Resin Gebrauchsanweisung
-
Flexible 80A Resin Technisches Datenblatt
-
Flexible 80A Resin Sicherheitsdatenblatt
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
