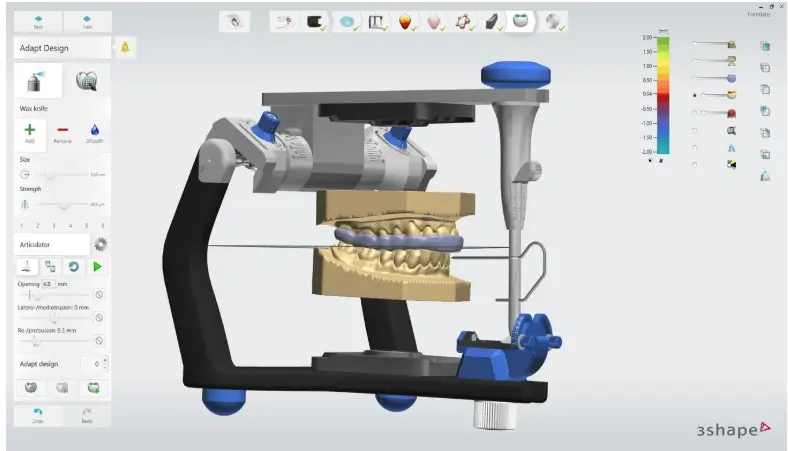
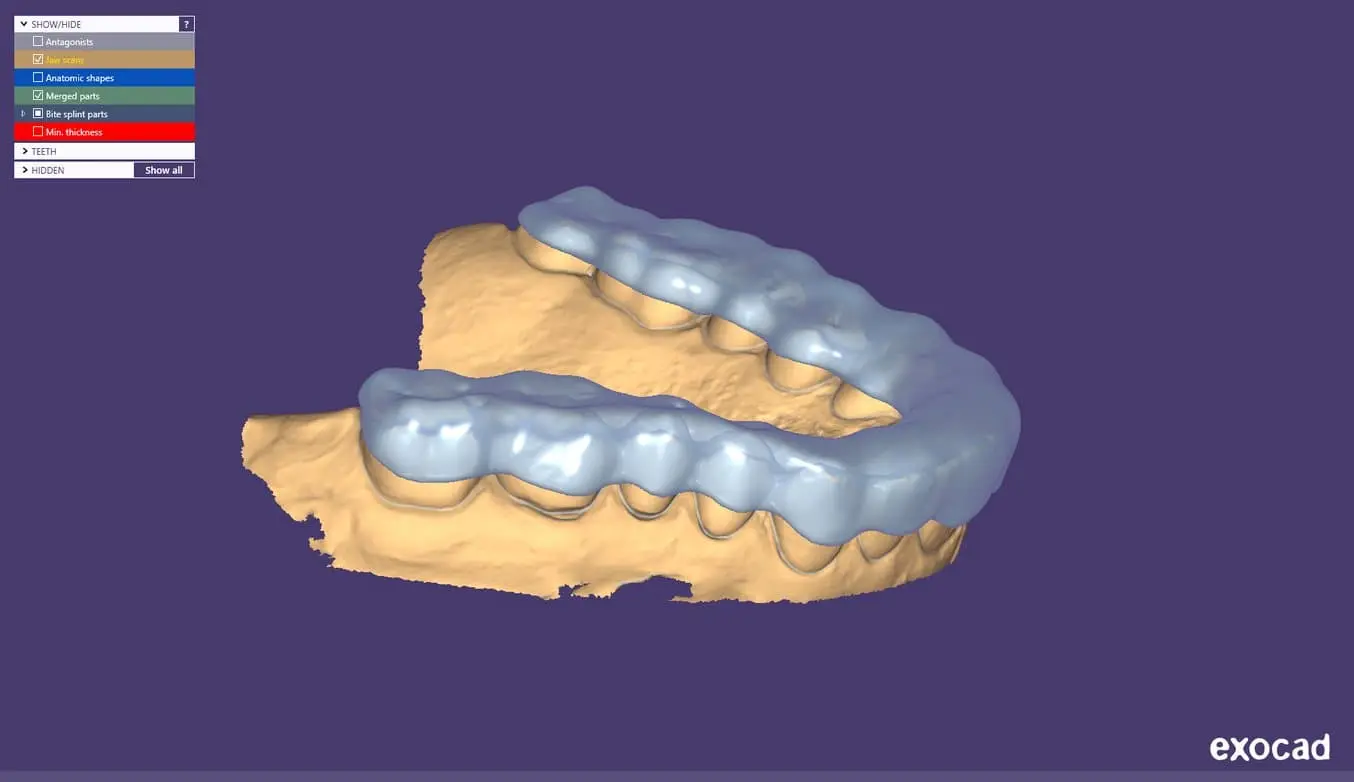
Es gibt viele Softwareoptionen für das digitale Design von Okklusionsschienen. In diesem Anwendungsleitfaden gehen wir auf die Parameter von 3Shape Dental System und ExoCAD ein.
Außerdem gibt es Anbieter für zahnmedizinisches CAD, denen Sie die digitalisierte Abformung zusenden können, um ein Design zu erhalten.
Allgemeine Anforderungen an die Konstruktion
Bitte befolgen Sie den entsprechenden Fertigungsleitfaden für materialspezifische Konstruktionsanforderungen wie etwa die Mindeststärke der Okklusionsfläche und die Mindestwandstärke.
Einstellungen in 3Shape & exocad
Dental LT Clear Resin (V2): Ein Versatz von 0,05 mm bis 0,1 mm (je nach Fall und gewünschter Anschmiegung: je kleiner der Wert, desto enger die Passung)
Dental LT Comfort Resin: Ein Versatz von 0,0 mm bis -0,03 mm (je nach Fall und gewünschter Anschmiegung: je kleiner der Wert, desto enger die Passung)