

Dime chirurgiche per restauri diretti in materiale composito realizzate con le stampanti 3D SLA di Formlabs
Questo manuale operativo fornisce una procedura di guida dettagliata al workflow di produzione di dime chirurgiche per restauri diretti in materiale composito usando la IBT Flex Resin di Formlabs e le stampanti 3D Formlabs Dental, concentrandosi in particolare sulla produzione di dime chirurgiche utilizzate per tecnica di restauro diretto in materiale composito (iniettato o pressato). La guida è stata realizzata in collaborazione con Digital Smile Design (DSD). Per conoscere i requisiti assoluti, consulta sempre la guida alla produzione ufficiale e le istruzioni per l'uso.
La IBT Flex Resin è un materiale flessibile e resistente alla lacerazione per la stampa diretta di vassoi o indici per i restauri in materiale composito. Questo materiale, dotato di elevata flessibilità, resistenza alla lacerazione e traslucenza, offre una precisione di stampa eccezionale e riproduce perfettamente i design digitali, dal singolo restauro al sorriso completo, consentendo a chi lo utilizza di risparmiare tempo prezioso e ottenere risultati uniformi e prevedibili.
Dime chirurgiche per restauri diretti in materiale composito realizzate con le stampanti 3D SLA di Formlabs
Questo manuale operativo fornisce una procedura di guida dettagliata al workflow di produzione di dime chirurgiche per restauri diretti in materiale composito usando la IBT Flex Resin di Formlabs e le stampanti 3D Formlabs Dental, concentrandosi in particolare sulla produzione di dime chirurgiche utilizzate per tecnica di restauro diretto in materiale composito (iniettato o pressato). La guida è stata realizzata in collaborazione con Digital Smile Design (DSD). Per conoscere i requisiti assoluti, consulta sempre la guida alla produzione ufficiale e le istruzioni per l'uso.
La IBT Flex Resin è un materiale flessibile e resistente alla lacerazione per la stampa diretta di vassoi o indici per i restauri in materiale composito. Questo materiale, dotato di elevata flessibilità, resistenza alla lacerazione e traslucenza, offre una precisione di stampa eccezionale e riproduce perfettamente i design digitali, dal singolo restauro al sorriso completo, consentendo a chi lo utilizza di risparmiare tempo prezioso e ottenere risultati uniformi e prevedibili.
In collaborazione con:

Requisiti del flusso di lavoro
A carico dello studio dentistico
-
Un'impronta fisica o digitale della dentatura del paziente
Macchine e materiali necessari
Prodotti da Formlabs:
-
Stampante 3D SLA di Formlabs compatibile
-
Form 4 Flex Build Platform (o piattaforma di stampa compatibile)
-
Serbatoio resina compatibile (e miscelatore, se applicabile)
Prodotti da terzi:
-
Scanner intraorale
-
Scanner desktop (in caso di impronta o modello fisico)
-
Telecamera per la documentazione del paziente (immagini e video)
-
Strumenti per il taglio e la finitura (se si stampa con supporti)
-
Contenitori opachi o di colore arancione per la conservazione degli apparecchi
-
Scanner per la tomografia computerizzata a fascio conico (CBCT) (opzionale, a seconda del software CAD)
Software necessari
Prodotti da Formlabs:
-
Software PreForm Odontoiatria (gratuito) versione 3.32 o successiva
Prodotti da terzi:
-
Software di progettazione dentale o esternalizzazione a fornitori esterni
1. Scansione
I software per la progettazione di modelli dentali richiedono un'impronta digitale dell'anatomia dei pazienti, che viene utilizzata per la progettazione delle dime chirurgiche per restauri diretti in materiale composito o degli indici. Per acquisire questi dati, è possibile effettuare una scansione diretta utilizzando uno scanner 3D intraorale, oppure effettuare una scansione di un'impronta fisica o di un modello colato con uno scanner 3D desktop.
Sebbene le immagini e/o i dati CBCT siano opzionali, alcuni software di progettazione supportano questi dati, che possono essere estremamente utili per la pianificazione e la preparazione dei casi, soprattutto in quelli in cui è necessaria una progettazione dettagliata dell'arcata, come nei casi di riabilitazione completa.

2. Progettazione
2.1 Progettazione di dime chirurgiche per restauri diretti in materiale composito
In questa sezione vengono delineati i parametri di progettazione e le buone pratiche per il software NemoSmile Design 3D dell'azienda spagnola NemoTec, che ha sede a Madrid. Le nozioni fondamentali e le raccomandazioni possono essere utili anche per altri software di trattamento e pianificazione e ne consigliamo la revisione.
In alternativa è possibile inviare l'impronta digitale e i requisiti a un fornitore esterno di servizi CAD per l'odontoiatria, ad esempio un centro di progettazione di modelli dentali o un laboratorio odontotecnico specializzato, perché crei l'apparecchio e il file di produzione.
La produzione delle dime chirurgiche per restauri diretti in materiale composito avviene dopo aver progettato la dentatura ideale dei pazienti, aver pianificato il trattamento giusto, averlo presentato e averne ottenuto l'approvazione. Dopo aver completato questi passaggi, importa la scansione intraorale nel software CAD e progetta il restauro finale o la protesi di prova. Una volta completata la progettazione, è importante avere due file digitali:
-
Design diretto 1: è visibile la protesi di prova per alcuni denti, mentre per quelli rimanenti è visibile la situazione clinica iniziale.
-
Design diretto 2: è visibile la protesi di prova per tutti i denti.
Successivamente, dovrai decidere se utilizzare le dime chirurgiche o gli indici per il materiale composito iniettabile o pressato, poiché il design e la quantità di vassoi variano a seconda della tecnica scelta.
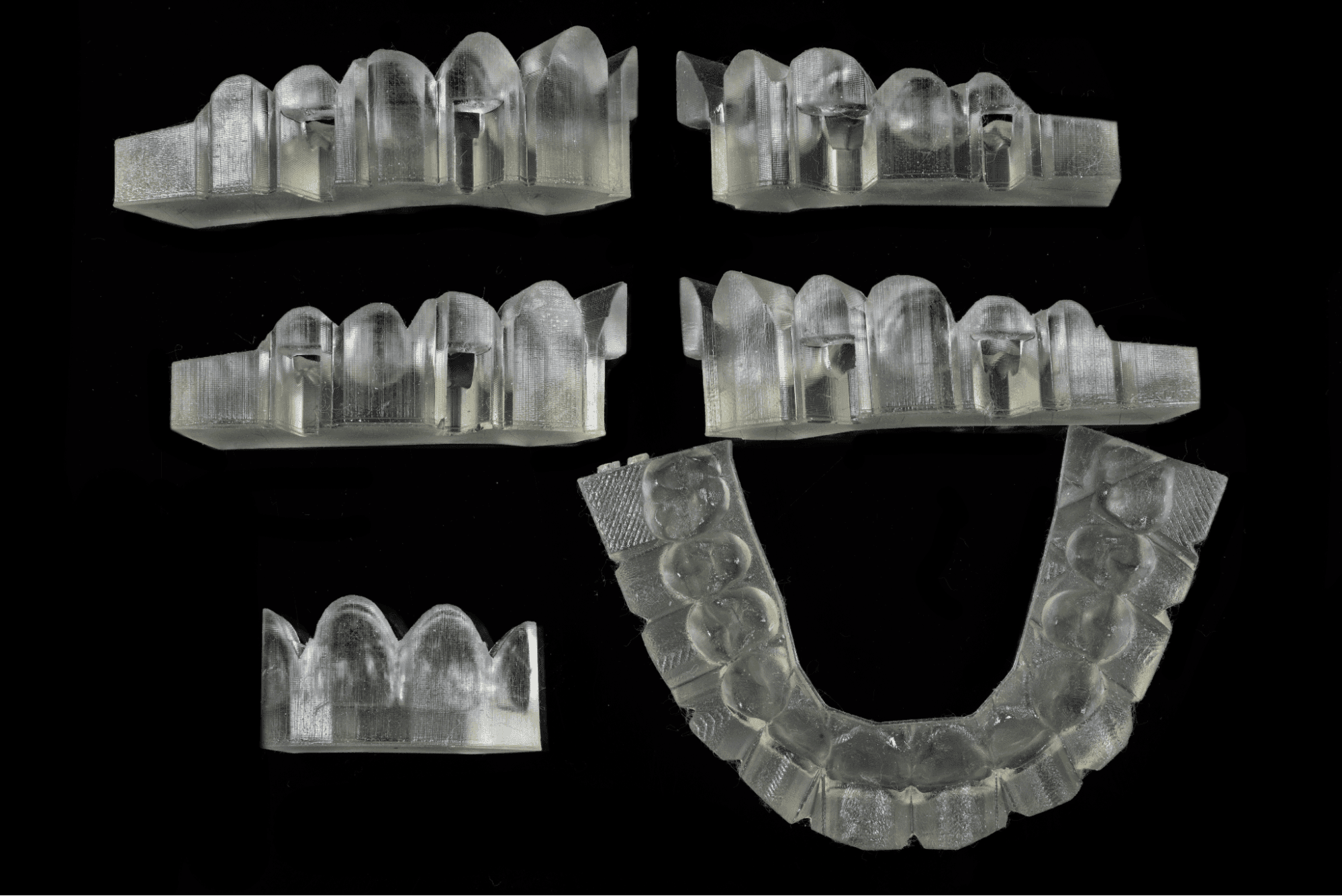
Per DSD Direct Design, gli indici progettati nel software CAD possono essere prodotti in due arcate complete per la tecnica con iniezione (progettazione a metà e progettazione completa) o in sezioni, se utilizzi la tecnica con il materiale composito pressato.
Nota:
Se vuoi stampare l'indice per le procedure di mock-up, puoi fare riferimento a Protocollo 2 del mock-up: la guida definitiva per padroneggiare tutte le opzioni di stampa 3D.
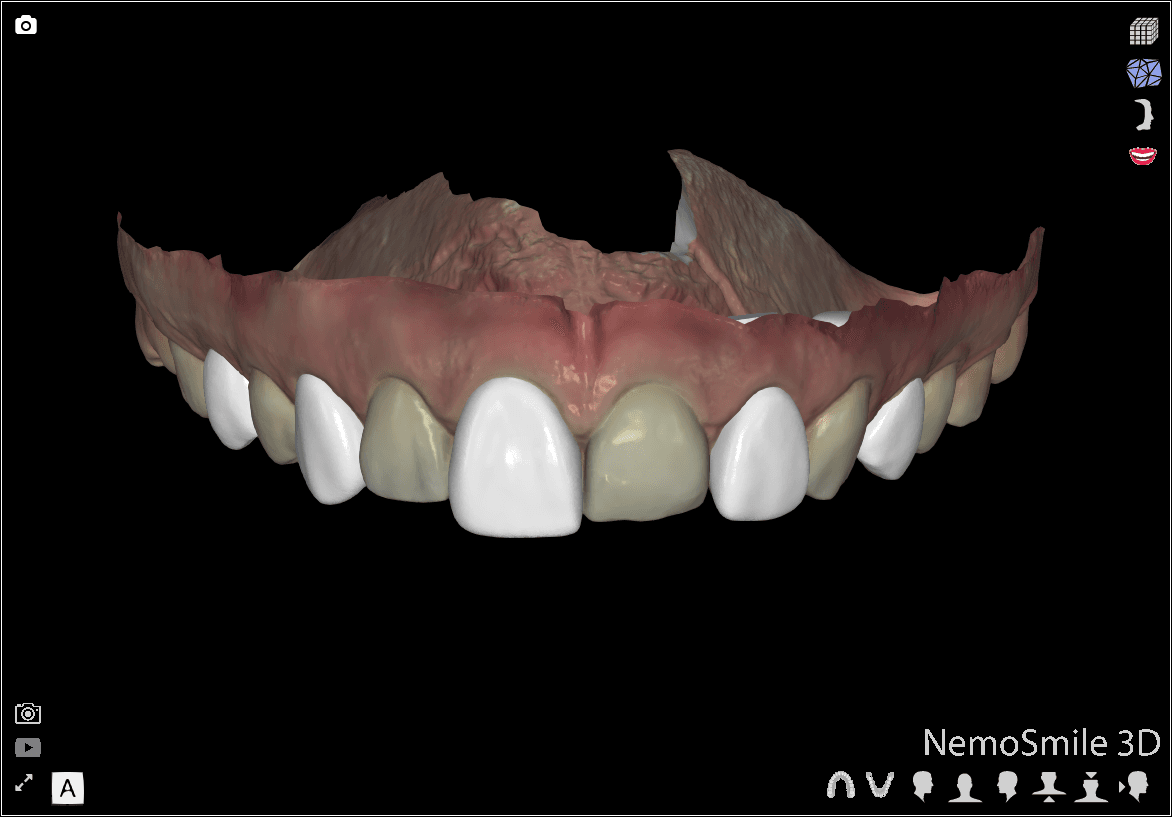
Design diretto 1 di DSD
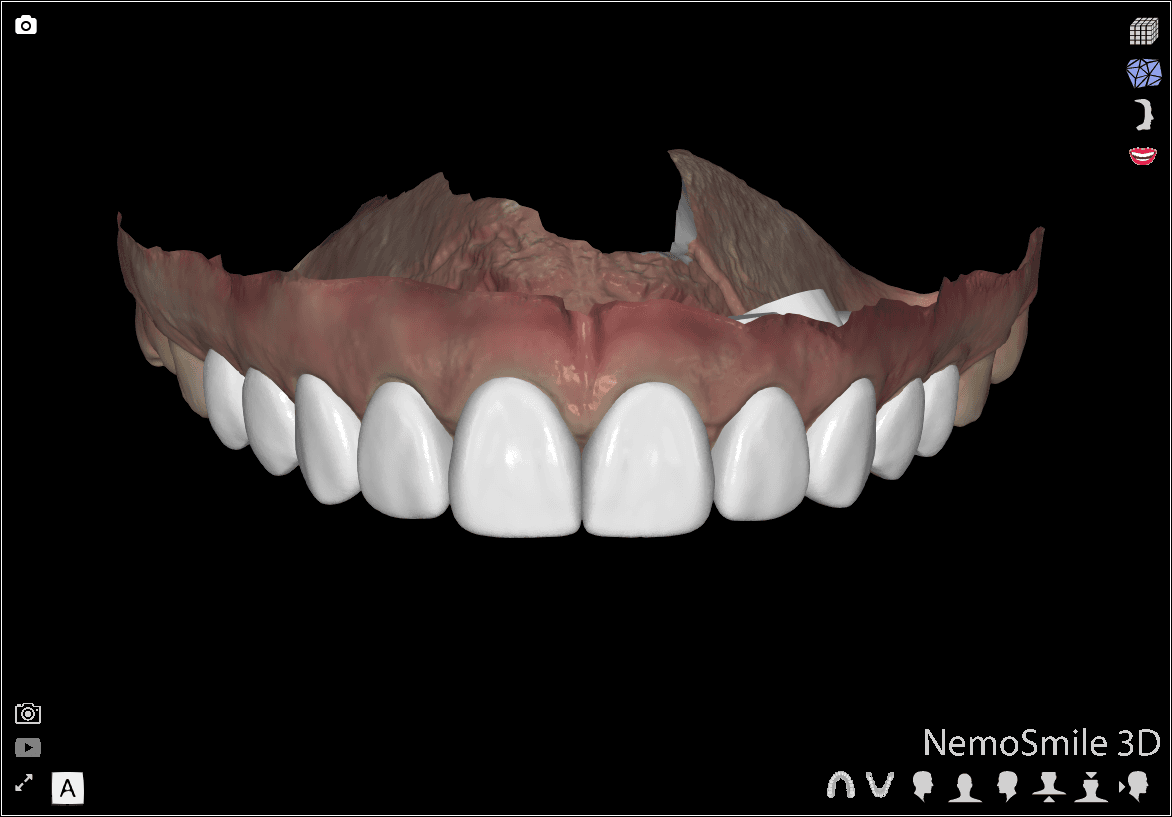
Design diretto 2 di DSD (immagini fornite da DSD Planning Center)
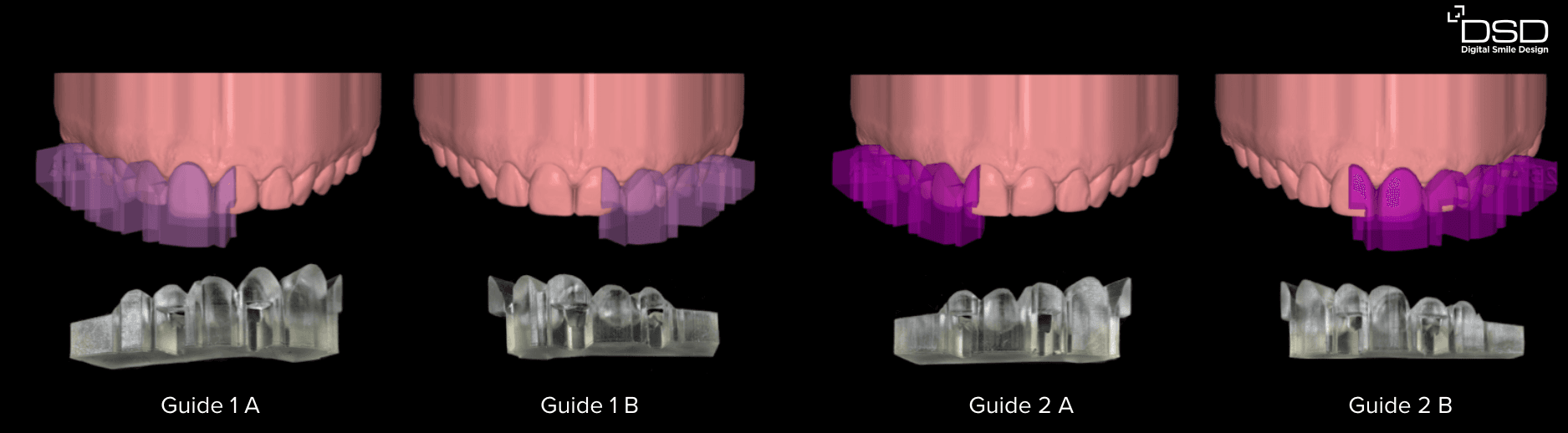
Design e produzione di un vassoio per la tecnica di restauro diretto in materiale composito pressato. (Immagini del dott. Felipe Saliba, KOL di DSD in Brasile)
Nota:
Se utilizzi il software NemoSmile di design 3D, consigliamo di progettare gli apparecchi con una superficie piana che possa essere stampata direttamente sulla piattaforma di stampa.
2.2 Raccomandazioni e requisiti per la costruzione
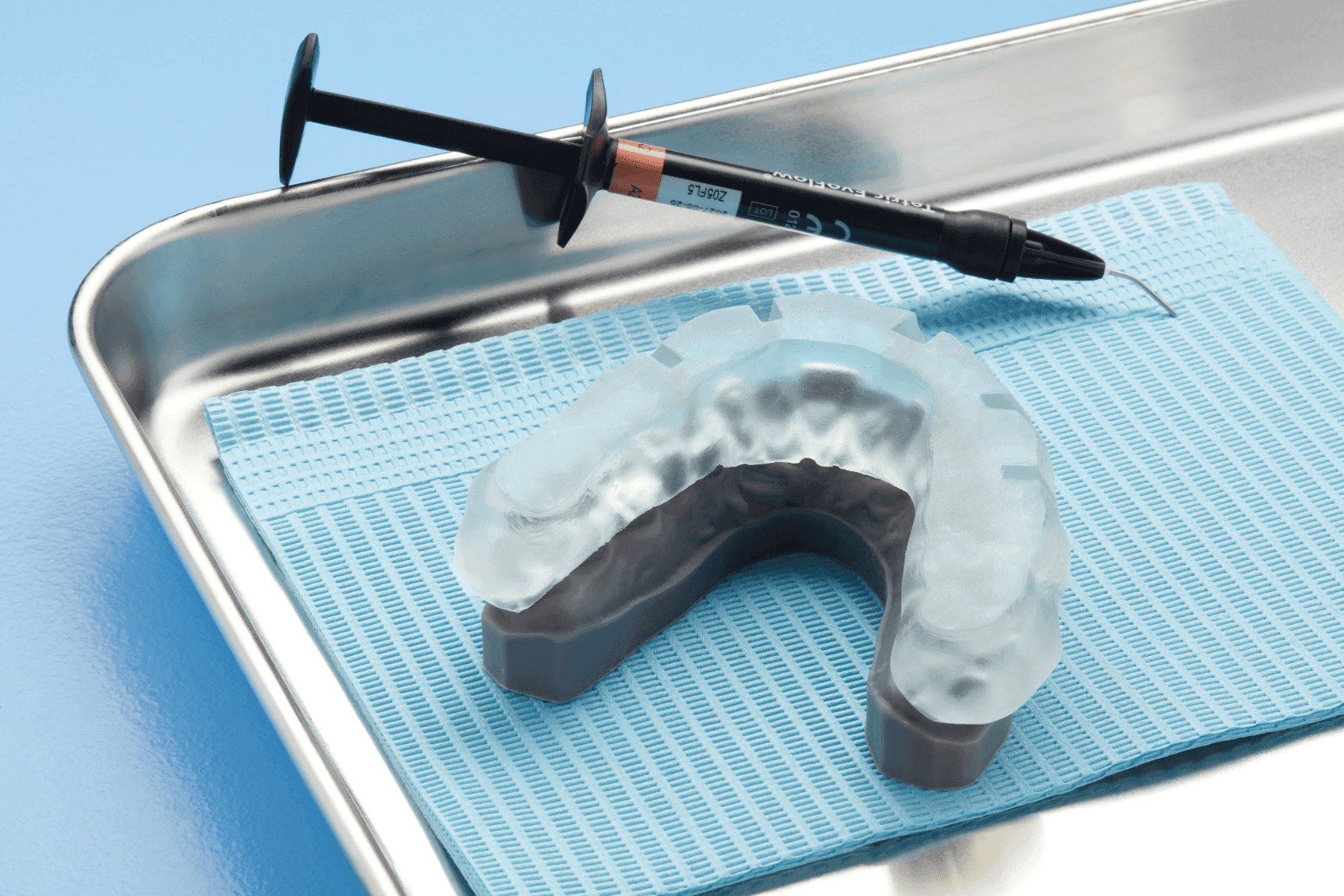
Il design degli indici varierà leggermente a seconda della tecnica scelta. Quando progetti gli indici per la tecnica con il materiale composito iniettabile, crea un foro del diametro di 1,7 mm e un canale che colleghi la base del vassoio al bordo incisale del dente da restaurare. Questi fori consentiranno l'inserimento della punta della siringa contenente il materiale composito fluido per l'iniezione. Gli indici utilizzati per la tecnica con il materiale composito pressato non necessitano di fori o canali.
Indice progettato per la tecnica con il materiale composito iniettabile con fori di iniezione e canali. (Immagine: DSD Planning Center)
I vassoi, per avere la giusta rigidità, devono avere uno spessore sufficiente. DSD suggerisce uno spessore di 4 mm per tutte le superfici degli indici con entrambe le tecniche di restauro diretto in materiale composito.
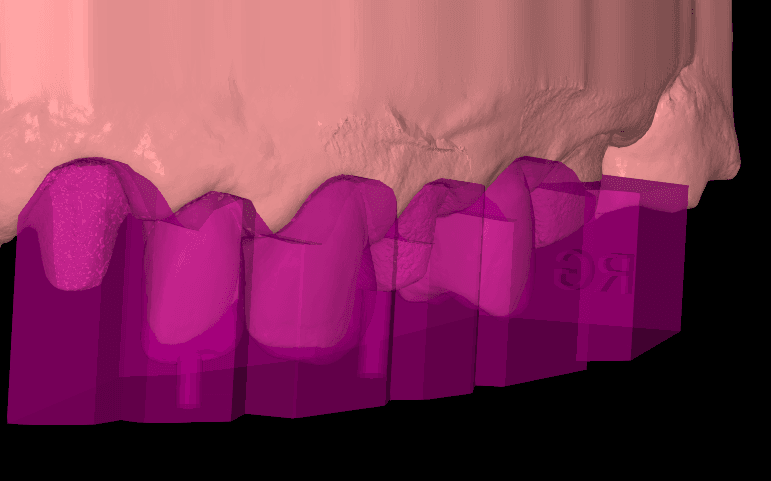
L'aggiunta di finestrelle alle dime chirurgiche consentirà di controllare l'aderenza degli apparecchi alla dentatura e di garantire un posizionamento ottimale indipendentemente dalla tecnica scelta. Questi elementi saranno aggiunti ai denti che non saranno restaurati con le rispettive dime chirurgiche.
Durante la progettazione dei vassoi, non sono necessari parametri di offset. La protesi digitale definisce già lo spazio giusto per l'iniezione o la pressatura del materiale composito.
L'estensione del vassoio deve adattarsi alla linea di margine gengivale.
Dott. Felipe Saliba, KOL di DSD in Brasile (immagine fornita dal DSD Planning Center)
Nota:
Lo spessore minimo consigliato per la stampa di parti in IBT Flex Resin è di 1 mm. Per situazioni o apparecchi specifici potrebbe essere necessario aumentare lo spessore.
Nota:
Per le raccomandazioni di design relative agli indici per i mock-up, consulta Protocollo 2 del mock-up: la guida definitiva per padroneggiare tutte le opzioni di stampa 3D.
2.3 Esportazione dei file STL
Una volta progettato il modello secondo le specifiche, si può avviare la produzione. La maggior parte dei software di progettazione dentale genera un file di produzione in formato STL. Individua il file e spostalo nel software di preparazione della stampa PreForm Odontoiatria.
3. Stampa
Nota:
Per un risultato ottimale, utilizza la versione 3.32 (o successiva) di PreForm e la versione 2.2.0 (o successiva) del firmware.
3.1 Importazione dei file
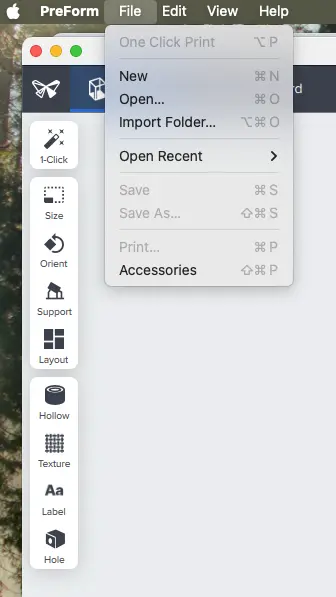
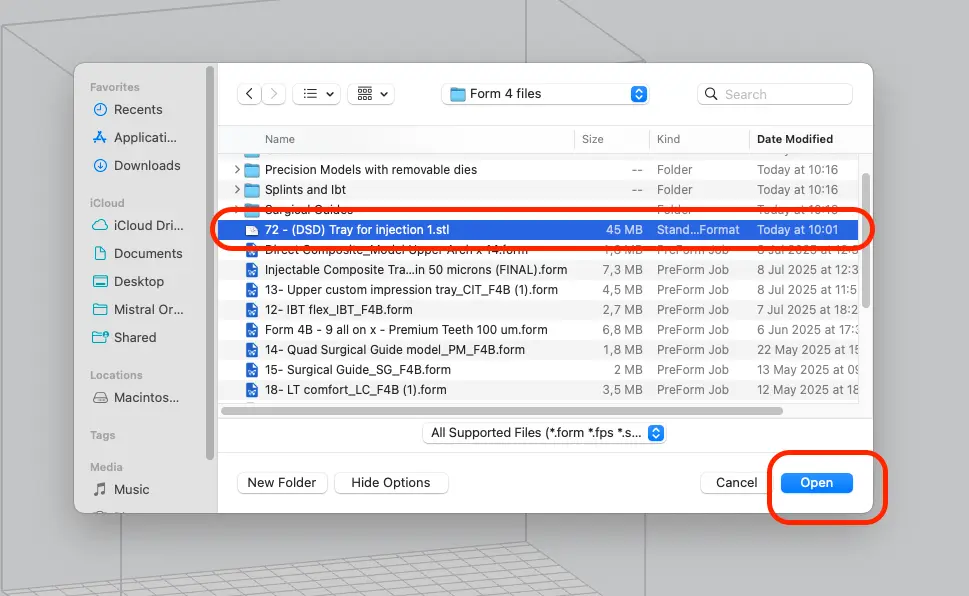
Importa o apri i file di progettazione trascinandoli sulla finestra di PreForm. In alternativa, usa il menu File per selezionarli dal computer o dalla rete.
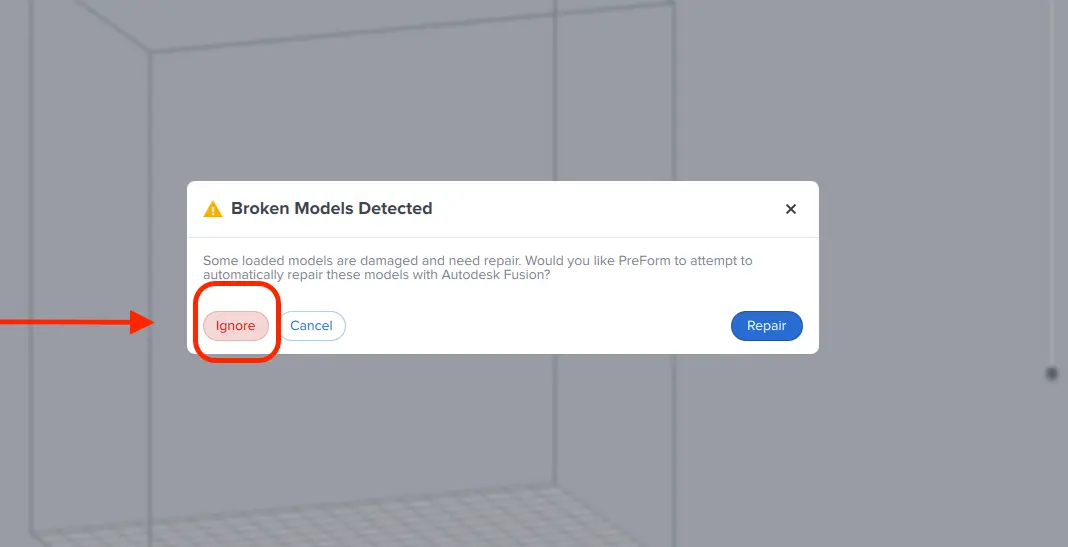
Se sono stati rilevati modelli danneggiati, non utilizzare la funzione di riparazione perché potrebbe corrompere il tuo file chiudendo il lato a intaglio. Clicca invece su Ignore (Ignora).
3.2 Scelta del materiale e dello spessore dello strato
Seleziona il materiale per la stampa cliccando sul riquadro della stampante nel menu Job Setup (Impostazione progetto) a destra.
Individua l'IBT Flex Resin nel menu a discesa relativo ai materiali.
Per le dime chirurgiche per restauri diretti in materiale composito, seleziona l'impostazione dello spessore dello strato di 0,05 mm per ottenere la massima precisione e il trasferimento ottimale del design digitale. Puoi anche selezionare 0,1 mm per realizzare stampe più veloci, ma ci saranno linee di strato più visibili trasferite dal vassoio alla situazione clinica.
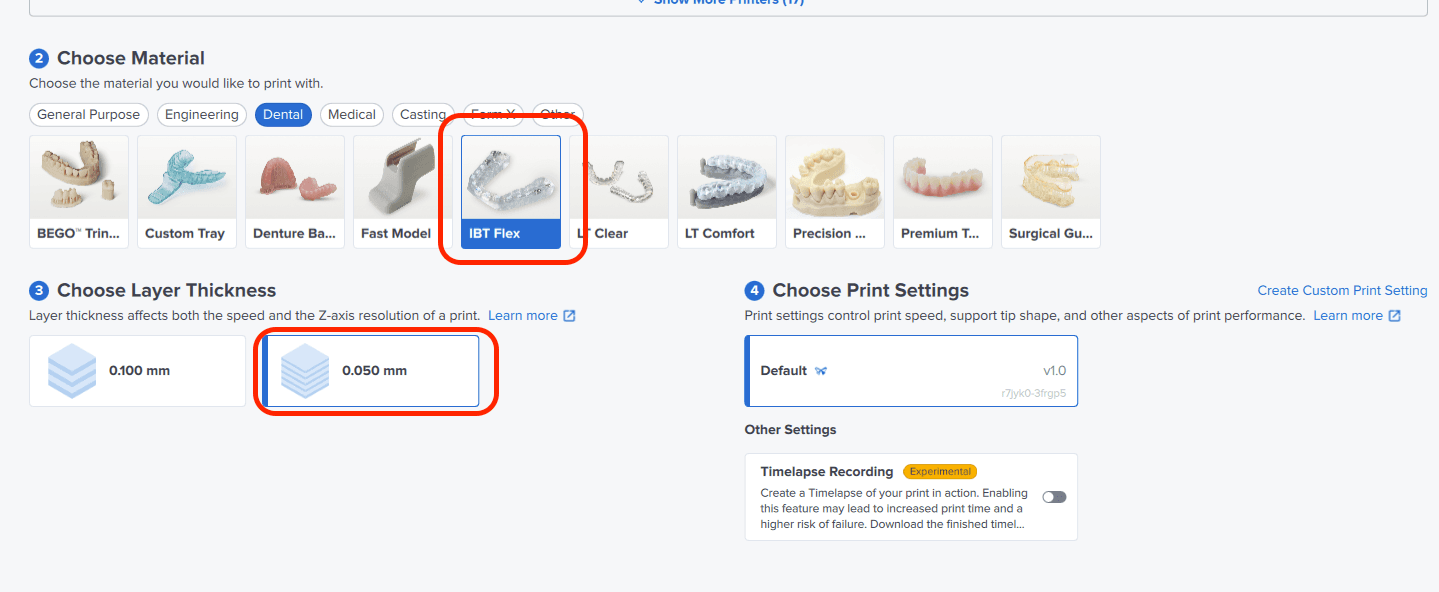
Nota:
L'impostazione dello spessore dello strato di 0,05 mm è disponibile solo per la Form 3B/+ e la Form 4B.
3.3 Orientamento
3.3.1 Posizionamento degli apparecchi
Se hai progettato l'apparecchio in modo che abbia una superficie piana, puoi far aderire la superficie inferiore direttamente alla piattaforma di stampa.
Apri lo strumento Orientation (Orientamento) e clicca sul tasto Select Base (Seleziona base).
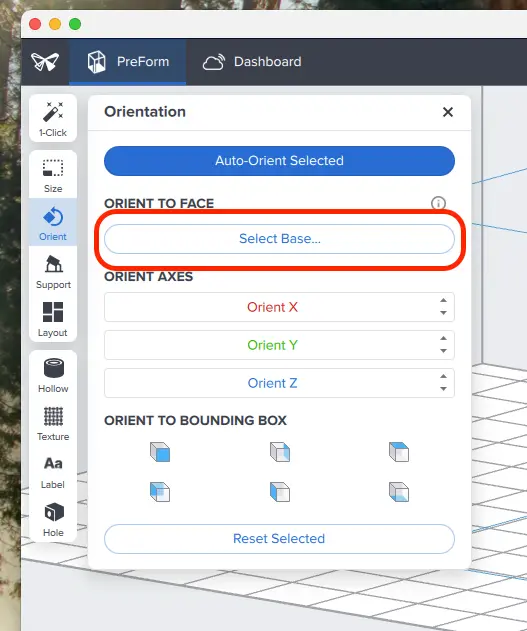
Successivamente, clicca sulla superficie inferiore della parte per farla aderire alla piattaforma di stampa.
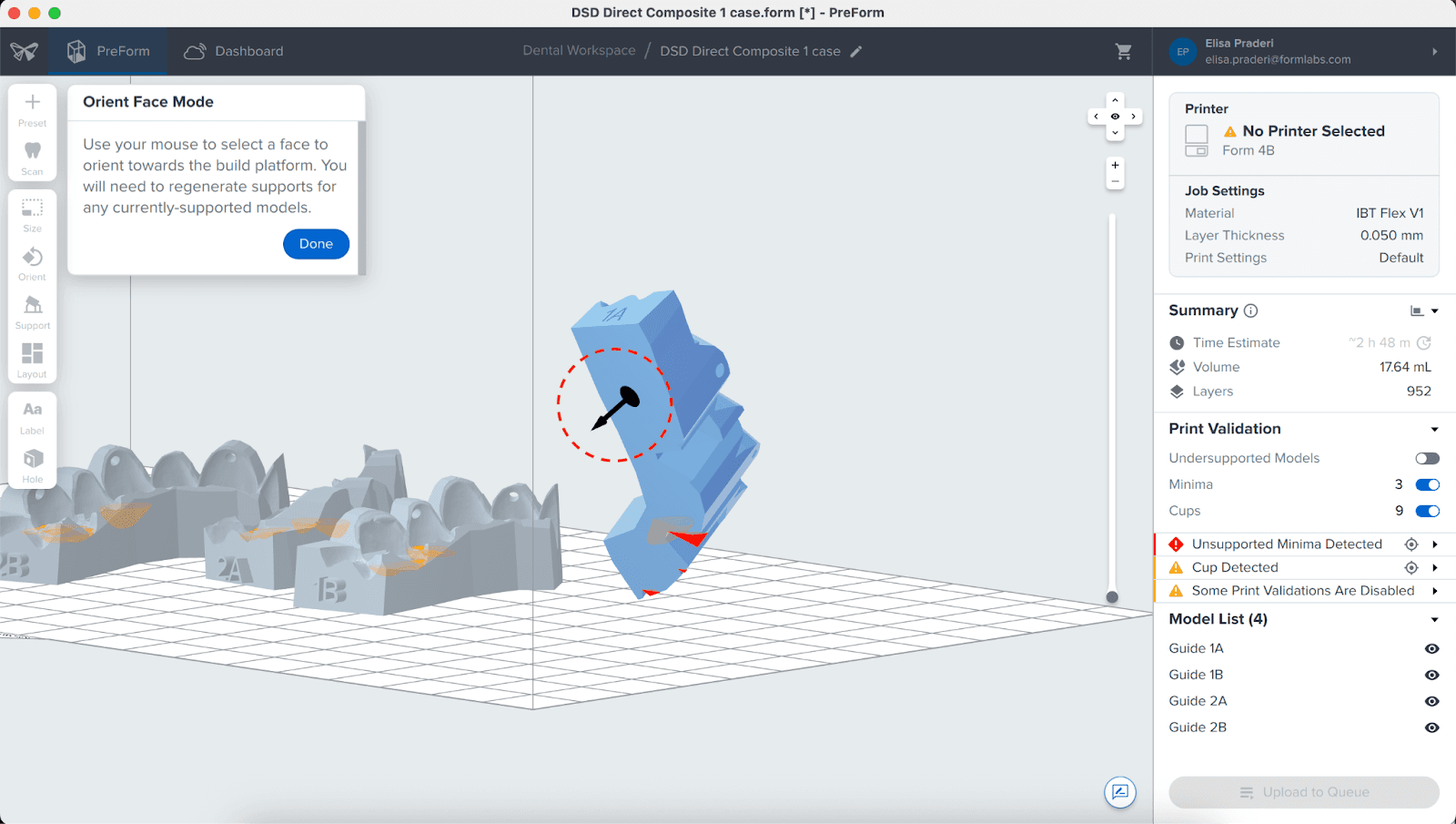
3.3.2 Angolazione
L'orientamento corretto della parte ne assicura la precisione e l'aderenza.
Posiziona sempre l'apparecchio con la superficie a intaglio rivolta in direzione opposta rispetto alla piattaforma di stampa. La parte dovrebbe essere parallela alla piattaforma di stampa o avere un'inclinazione massima di 40°, con la sezione anteriore rivolta verso la piattaforma di stampa.
Nota:
I tempi di stampa possono variare a seconda dell'orientamento dell'oggetto e delle impostazioni del progetto.
3.4 Generazione delle strutture di supporto
In base alla presenza o meno di superfici sporgenti, è possibile stampare gli apparecchi direttamente sulla piattaforma di stampa, senza strutture di supporto.
3.4.1 Generazione automatica di supporti
Per i casi in cui sono necessari dei supporti, apri lo strumento Supports (Supporti) sulla sinistra della schermata di PreForm e clicca sul tasto Auto-Generate Selected (Genera automaticamente selezione).
Se aggiungi i supporti a un apparecchio che deve essere stampato direttamente sulla piattaforma di stampa, imposta il Raft Type (Tipo di base) all'interno dello strumento Supports (Supporti) su None (Nessuna).
Nota:
Deseleziona il tasto Internal Supports (Supporti interni) per evitare che vengano generate strutture di supporto non necessarie.
3.4.2 Modifica manuale dei supporti
Una volta generati i supporti, verificane la posizione. Se il punto di contatto del supporto non è nella posizione ideale, puoi modificare quest'ultima cliccando sul tasto Posizionamento manuale nel menu Supports (Supporti).
Clicca sulla sfera di un punto di contatto del supporto per rimuoverlo. Clicca sulle aree senza supporti per aggiungere punti di contatto.
PreForm evidenzierà in rosso le aree che richiedono supporti addizionali.
Nella barra del menu Job Info (Info progetto), sulla destra dello schermo, assicurati che vicino a Printability (Stampabilità) sia presente un'icona verde a forma di pollice alzato.
Se stampi delle parti direttamente sulla piattaforma di stampa, vedrai un'avvertenza relativa alla stampabilità. Se la parte è stata posizionata contro la piattaforma di stampa come indicato nella sezione precedente, puoi ignorare questo errore.
Nota:
Se si disattivano i supporti interni e si utilizza l'orientamento corretto, di solito non c'è bisogno di modificare i supporti.
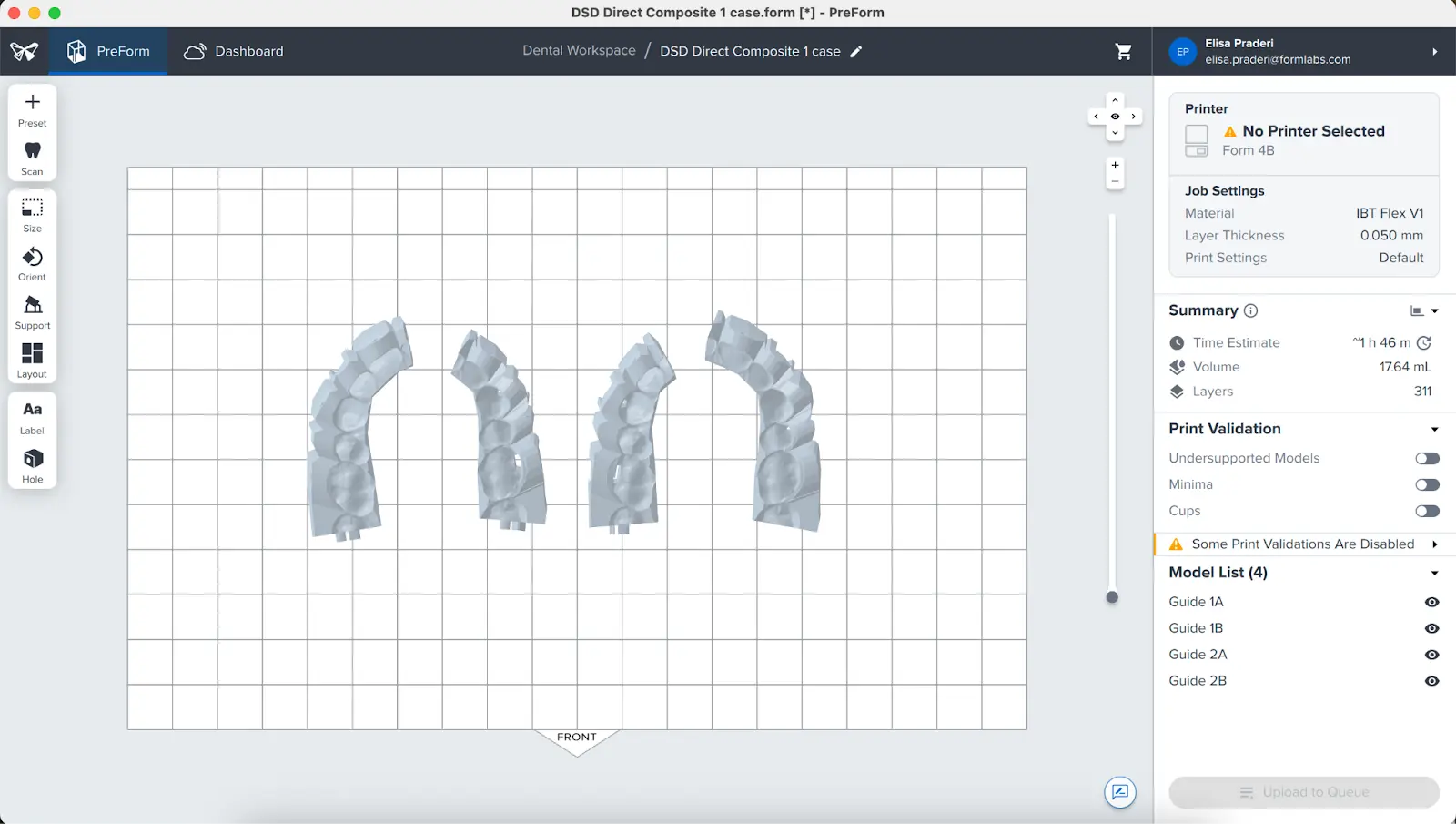
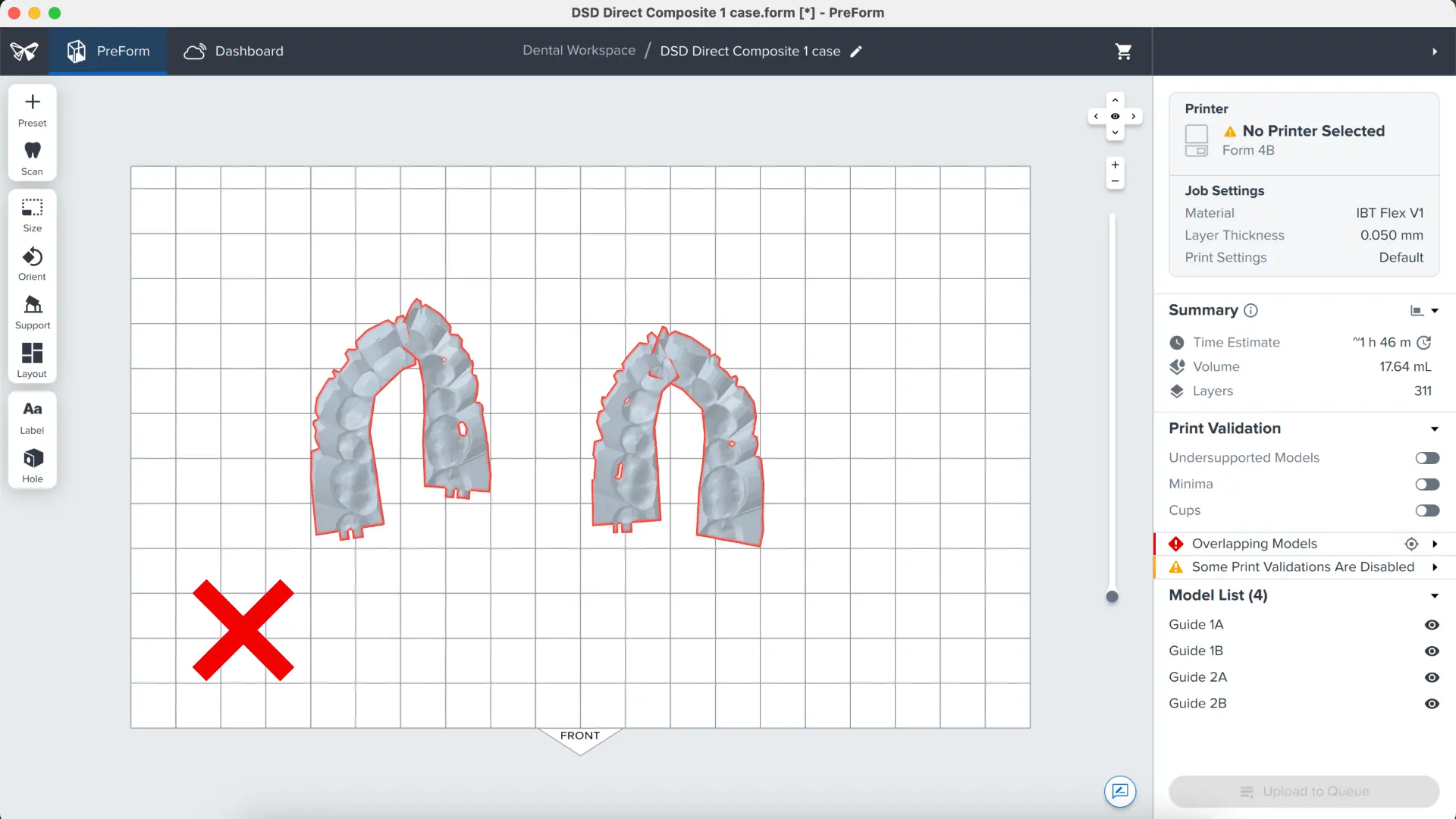
3.5 Layout di stampa
Indipendentemente dal fatto che tu stia stampando con strutture di supporto oppure direttamente sulla piattaforma di stampa, posiziona le parti in modo che non si sovrappongano tra loro. Le parti sovrapposte saranno evidenziate in rosso.
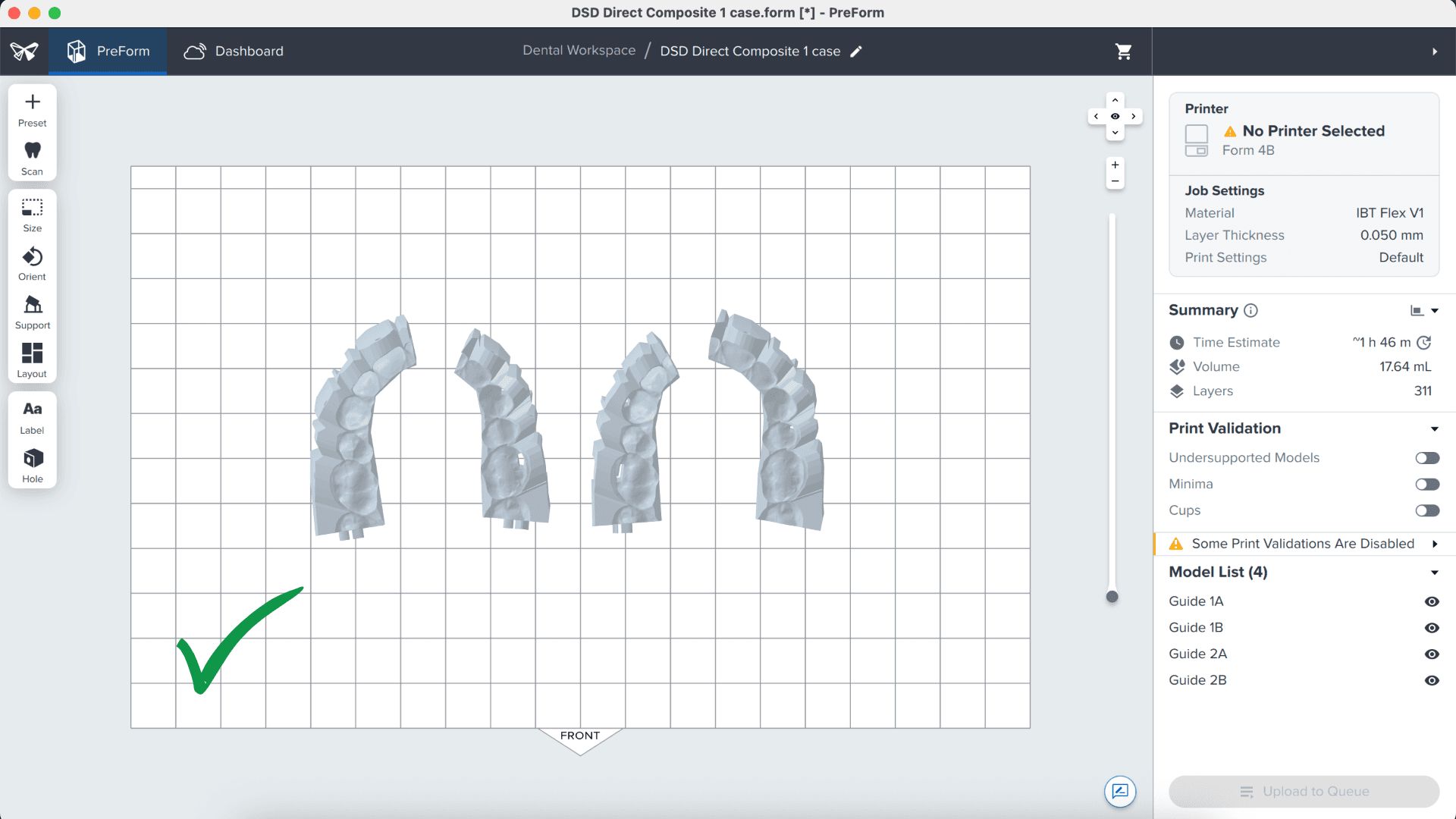
Per ruotare la parte mentre è selezionata, clicca e trascina il bordo esterno della sfera di orientamento.
Per spostarla, clicca su un punto qualsiasi della parte e trascinala.
Una volta completato il layout, il progetto è pronto per essere inviato alla stampante.
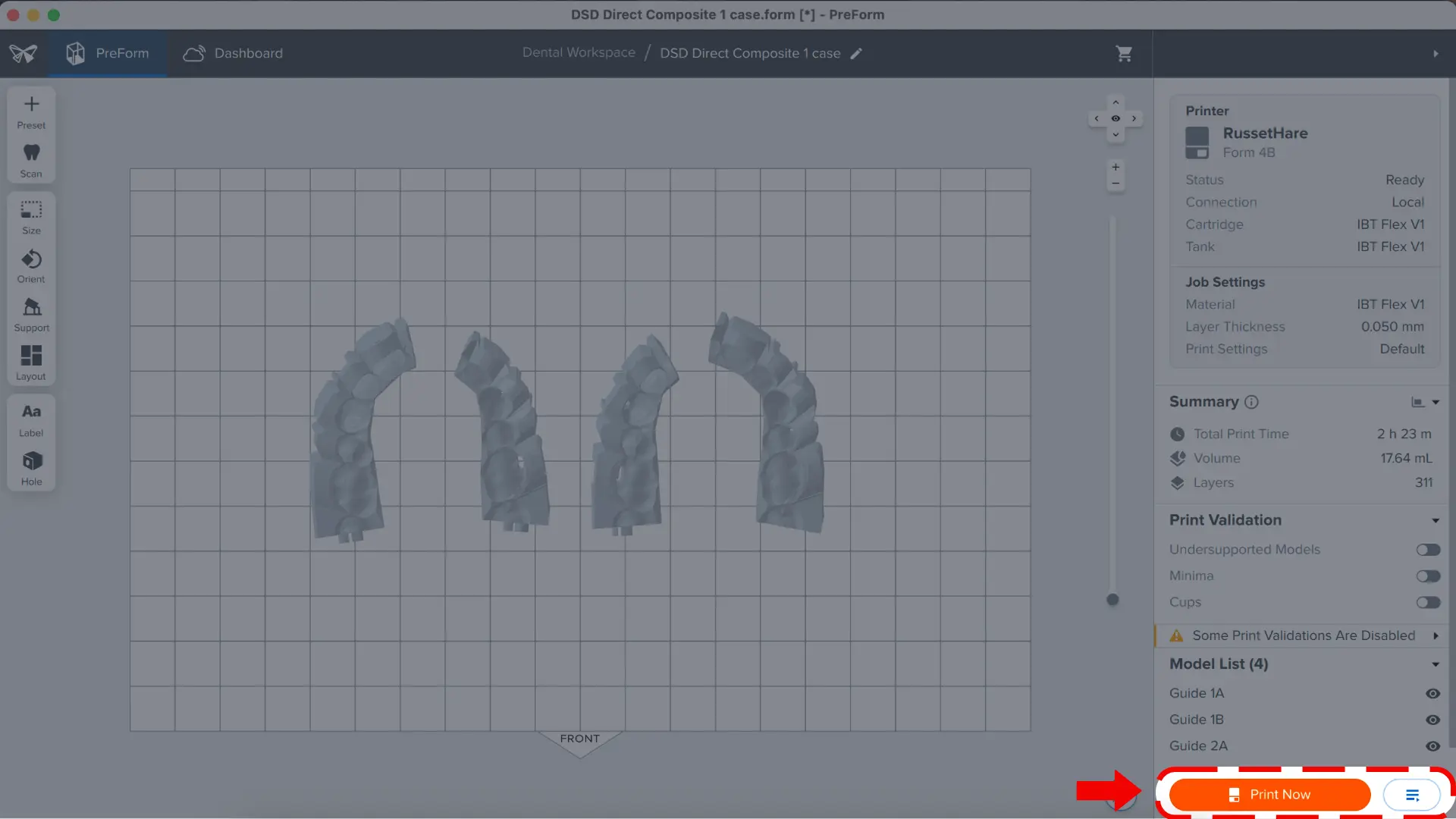
3.6 Invio del lavoro alla stampante
Per inviare il progetto alla stampante, clicca sul pulsante arancione Stampa ora sul lato destro della schermata. Il lavoro di stampa verrà inviato alla stampante.
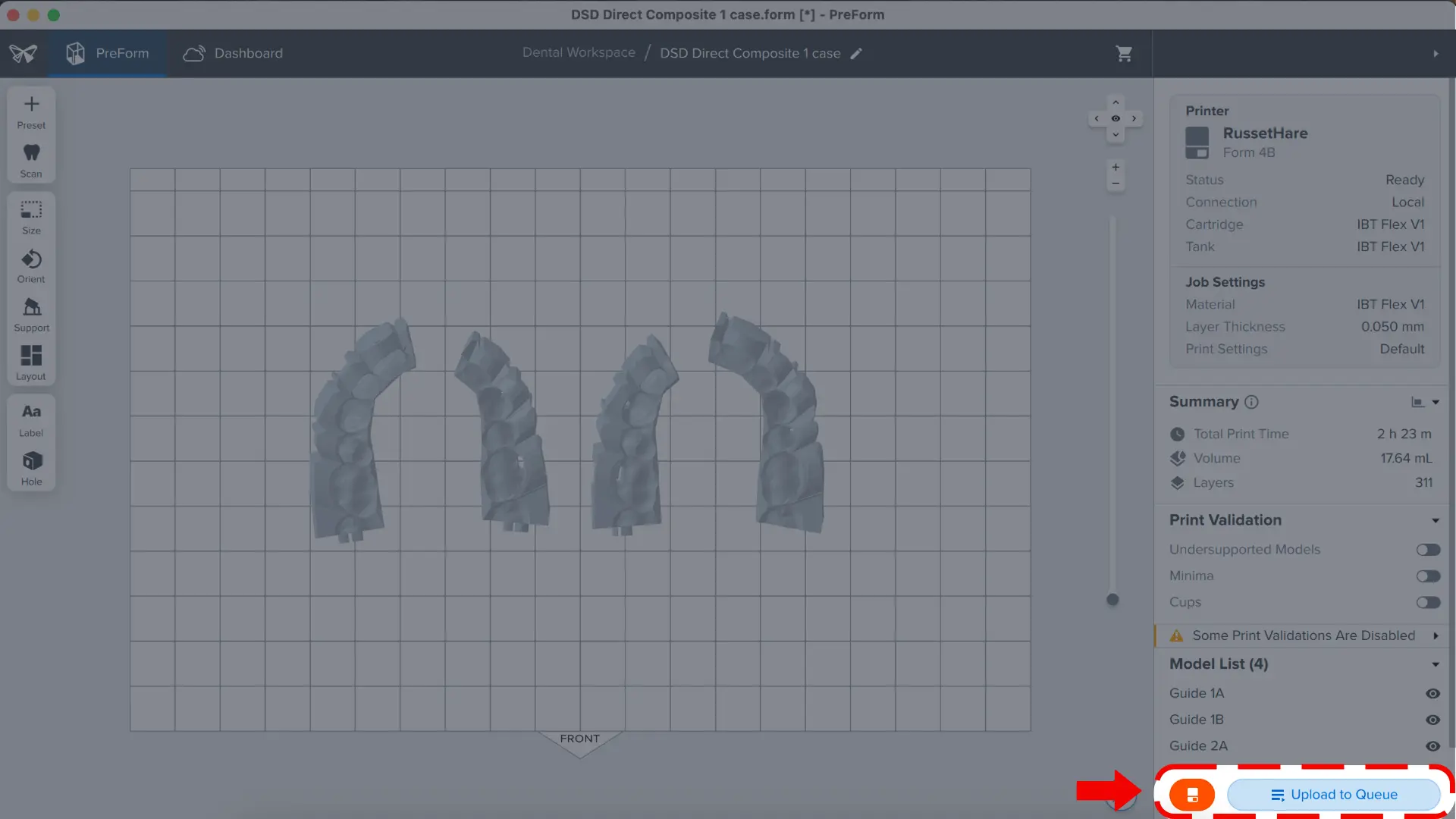
Il lavoro di stampa può anche essere aggiunto alla coda di stampa cliccando sull'icona a destra Upload to Queue (Carica nella coda di stampa).
3.7 Configurazione della stampante
Agita la cartuccia di IBT Flex Resin, quindi inserisci la cartuccia, una piattaforma di stampa e un serbatoio resina compatibile nella stampante 3D Formlabs.
-
Inizia a stampare selezionando il lavoro di stampa dall'interfaccia touchscreen della stampante.
-
Segui le istruzioni o le finestre di dialogo che compaiono sullo schermo della stampante.
-
La stampante completerà la stampa in modo automatico.
Se inizi con un serbatoio resina vuoto, risparmia tempo riempiendolo manualmente in anticipo, versando la resina direttamente dalla cartuccia.
Nota:
Prima di stampare, verifica la compatibilità di resina e stampante sul sito dell'Assistenza Formlabs.

Nota:
Ai fini della piena conformità e biocompatibilità, la IBT Flex Resin richiede un serbatoio resina, una piattaforma di stampa, una Form Wash e un Finish Kit dedicati.
4. Post-elaborazione
Nota:
Usa sempre i guanti durante la manipolazione di resina e parti non polimerizzate.
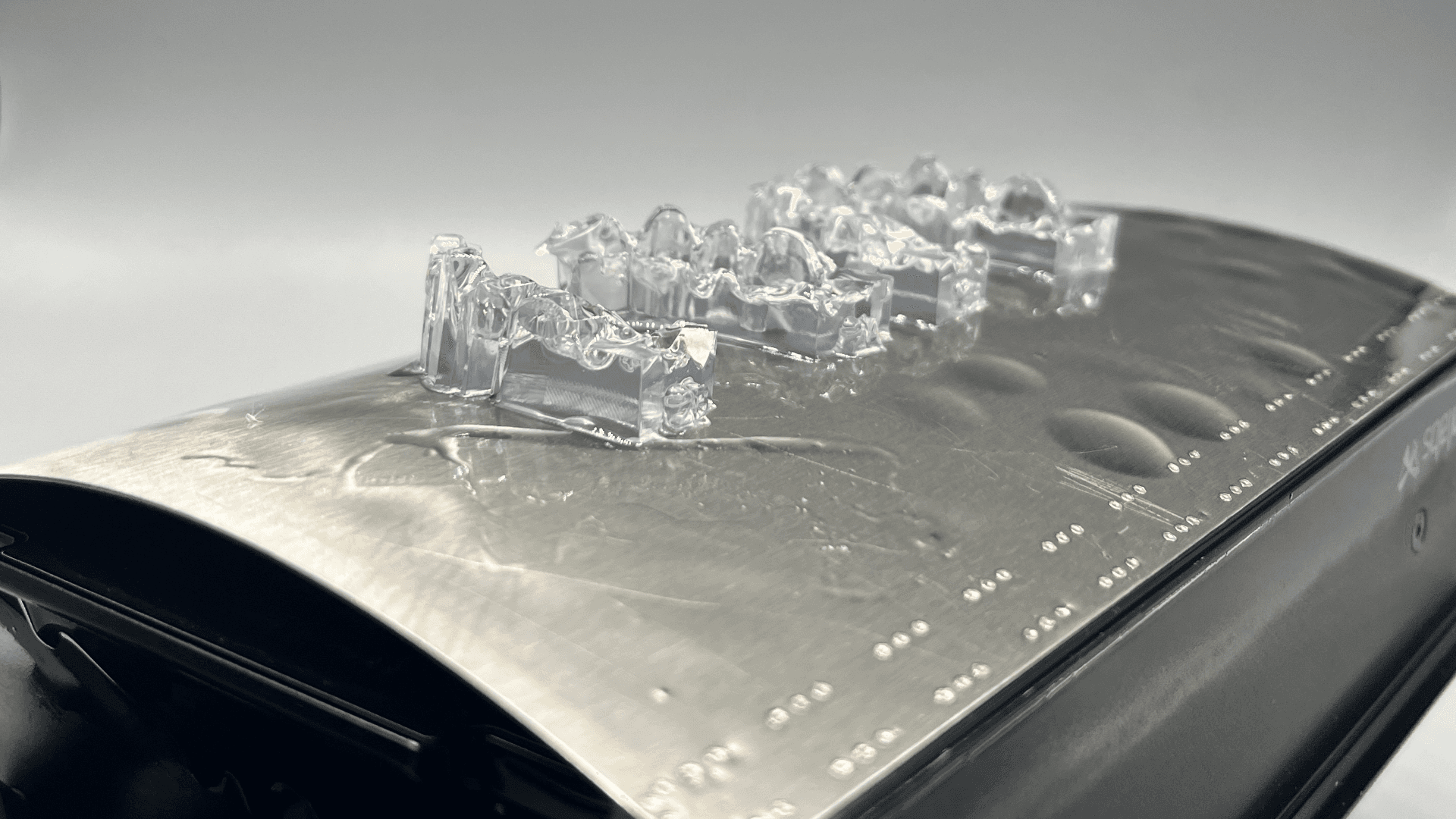
4.1 Rimozione delle parti
Rimuovi le parti stampate dalla piattaforma di stampa inserendo la spatola o l'apposito strumento di rimozione sotto la base della parte e facendolo ruotare.
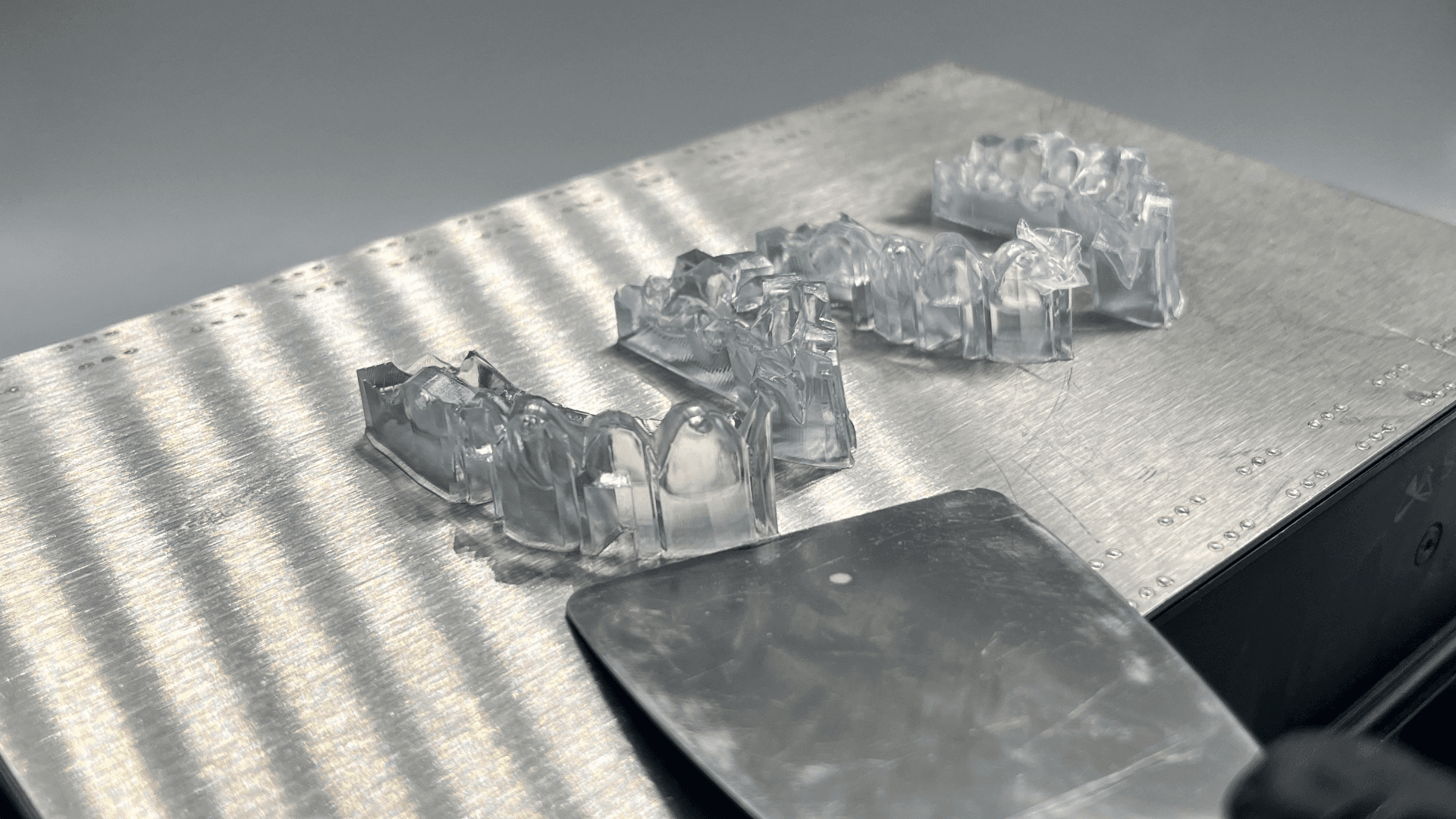
Nota:
A causa della loro flessibilità, le parti stampate con la IBT Flex Resin potrebbero essere più difficili da rimuovere dalla Form 4 Flex Build Platform rispetto ad altre realizzate con materiali più rigidi.
4.2 Lavaggio
Precauzioni
-
Durante il lavaggio con solvente delle parti stampate, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una maschera, guanti e occhiali protettivi.
-
L'IBT Flex Resin scaduta o non utilizzata deve essere smaltita in conformità alle normative locali.
Posiziona le parti stampate in una Form Wash o Form Wash L riempita con alcool isopropilico e imposta la durata del lavaggio seguendo le indicazioni contenute nella Guida alla produzione.
Assicurati che le parti siano completamente immerse nell'alcool isopropilico durante il lavaggio.
Lavaggi di durata eccessiva potrebbero influire sulla precisione dimensionale e sulle prestazioni a lungo termine delle parti stampante.

4.3 Asciugatura
Rimuovi le parti dall'alcool isopropilico e lasciale asciugare a temperatura ambiente per almeno 30 minuti in un ambiente adeguatamente ventilato.
È possibile utilizzare l'aria compressa per facilitare l'asciugatura delle parti e consentirne l'ispezione rapida prima del lavaggio. Anche quando si utilizza aria compressa, è necessario lasciare asciugare le parti su un piano per un tempo sufficiente.
NOTA:
I tempi di asciugatura possono variare a seconda del design delle parti e delle condizioni ambientali. Non superare il tempo di lavaggio consigliato.

Ispeziona le parti stampate e assicurati che siano pulite e asciutte. Prima di passare alle fasi successive, accertati che sulla superficie non sia rimasto alcun residuo di alcool isopropilico, resina liquida in eccesso o particelle residue.
Se dopo l'asciugatura ci sono ancora residui di resina non polimerizzata, usa una bottiglia contagocce riempita con alcool isopropilico pulito per rimuoverli e lascia asciugare nuovamente le parti all'aria. Per rimuovere delicatamente la resina dalle aree più complesse, si può usare una spazzola morbida dedicata e dell'IPA pulito. L'uso dell'aria compressa per l'asciugatura consente un'ispezione rapida.


4.4 Polimerizzazione post-stampa
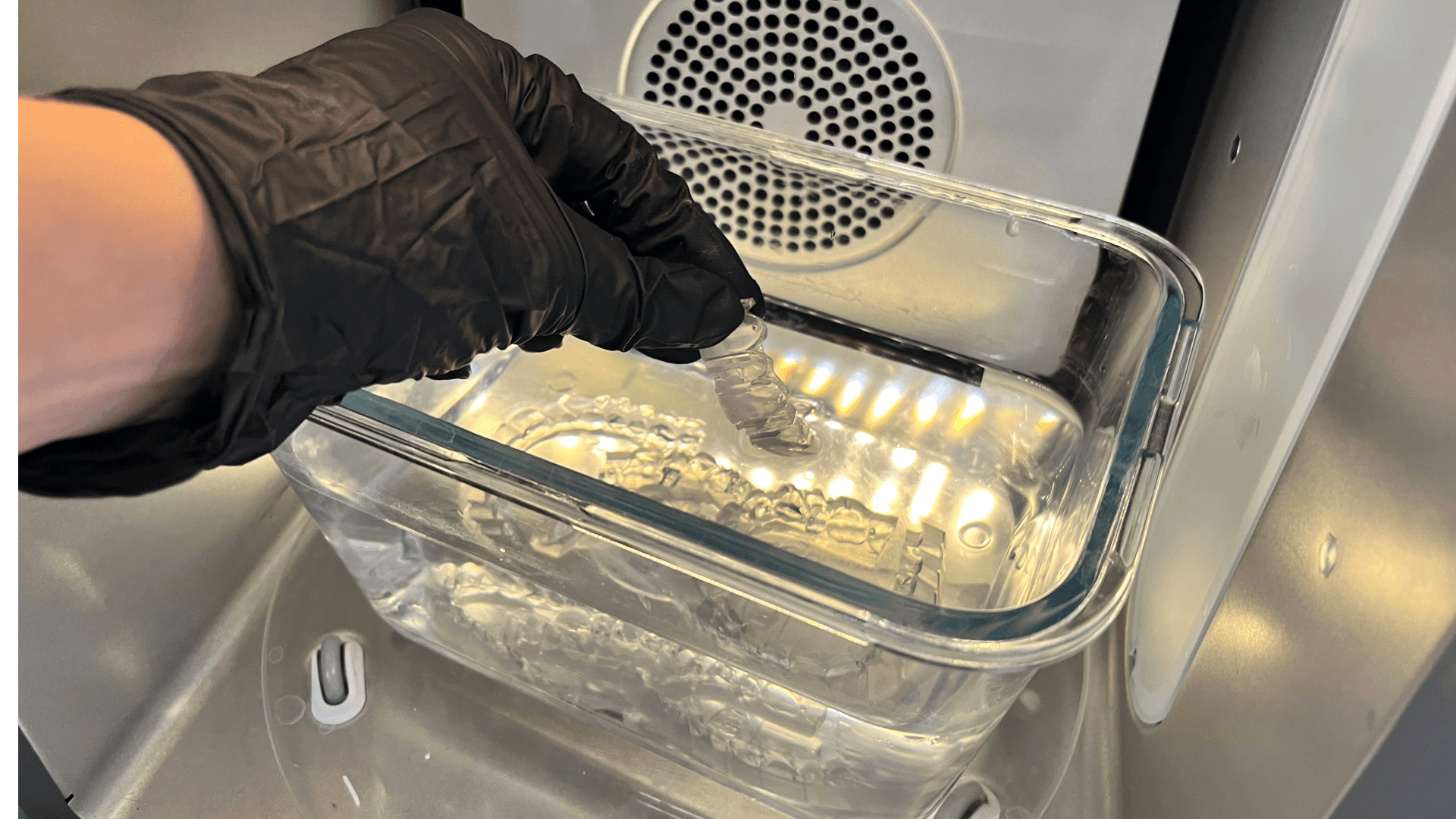
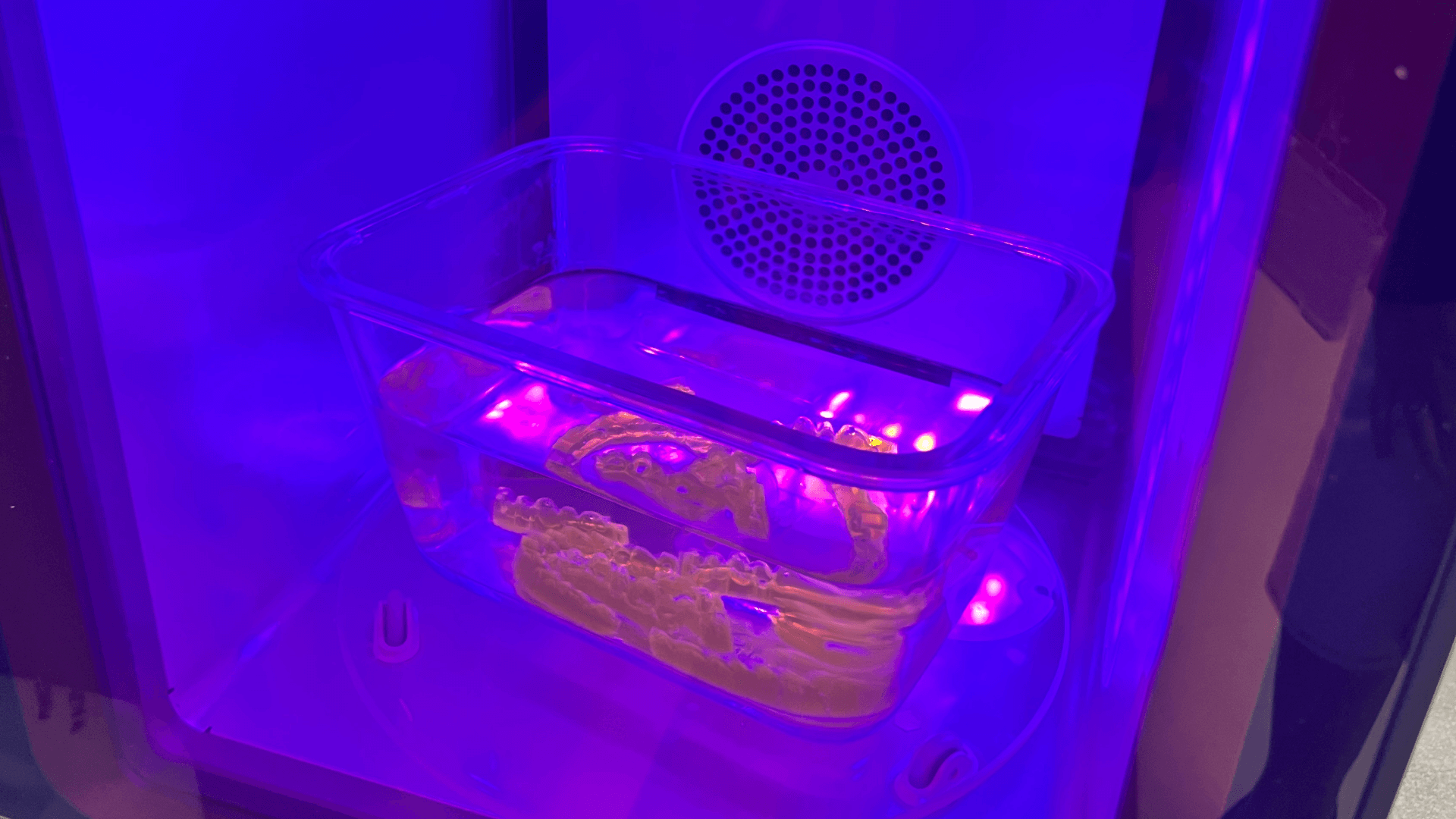
Per garantire la precisione dimensionale e la biocompatibilità, è necessario seguire specifiche istruzioni per la polimerizzazione post-stampa.
Le parti stampate devono essere polimerizzate mentre sono immerse in un contenitore trasparente pieno d'acqua, all'interno di un'unità di polimerizzazione convalidata da Formlabs. Consulta l'elenco degli hardware compatibili e delle stampanti compatibili.
Se le dime chirurgiche per restauri diretti in materiale composito vengono stampate con basi e supporti, polimerizzale con il lato della base rivolto verso il basso. Se sono state stampate direttamente sulla piattaforma di stampa senza strutture di supporto, polimerizza con la superficie a intaglio dell'apparecchio rivolta verso l'alto. Esegui la polimerizzazione post-stampa delle parti usando le impostazioni indicate nella guida alla produzione.
Lascia che l'unità di polimerizzazione si raffreddi fino a temperatura ambiente tra un ciclo e l'altro.
4.5 Rimozione dei supporti
Se sono stati utilizzati i supporti, rimuovili utilizzando un disco da taglio e un manipolo, una tronchesina o altri strumenti di finitura appropriati.
Nota:
Strappare i supporti può essere più veloce, ma potrebbe provocare la formazione di cavità nella parte o danneggiare la dima chirurgica. Consigliamo di tagliare i supporti uno a uno.

4.6 Finitura
Al termine della rimozione dei supporti, se rimangono strutture di supporto sulla superficie della dima chirurgica per restauri diretti in materiale composito stampata in 3D, è possibile rimuoverle usando un paio di forbici affilate con la lama ricurva.
Ispeziona l'apparecchio. Scartalo e ristampalo se noti crepe o danni.
5. Cura e utilizzo dell'apparecchio
Raccomandazioni sulla lampada per la polimerizzazione UV
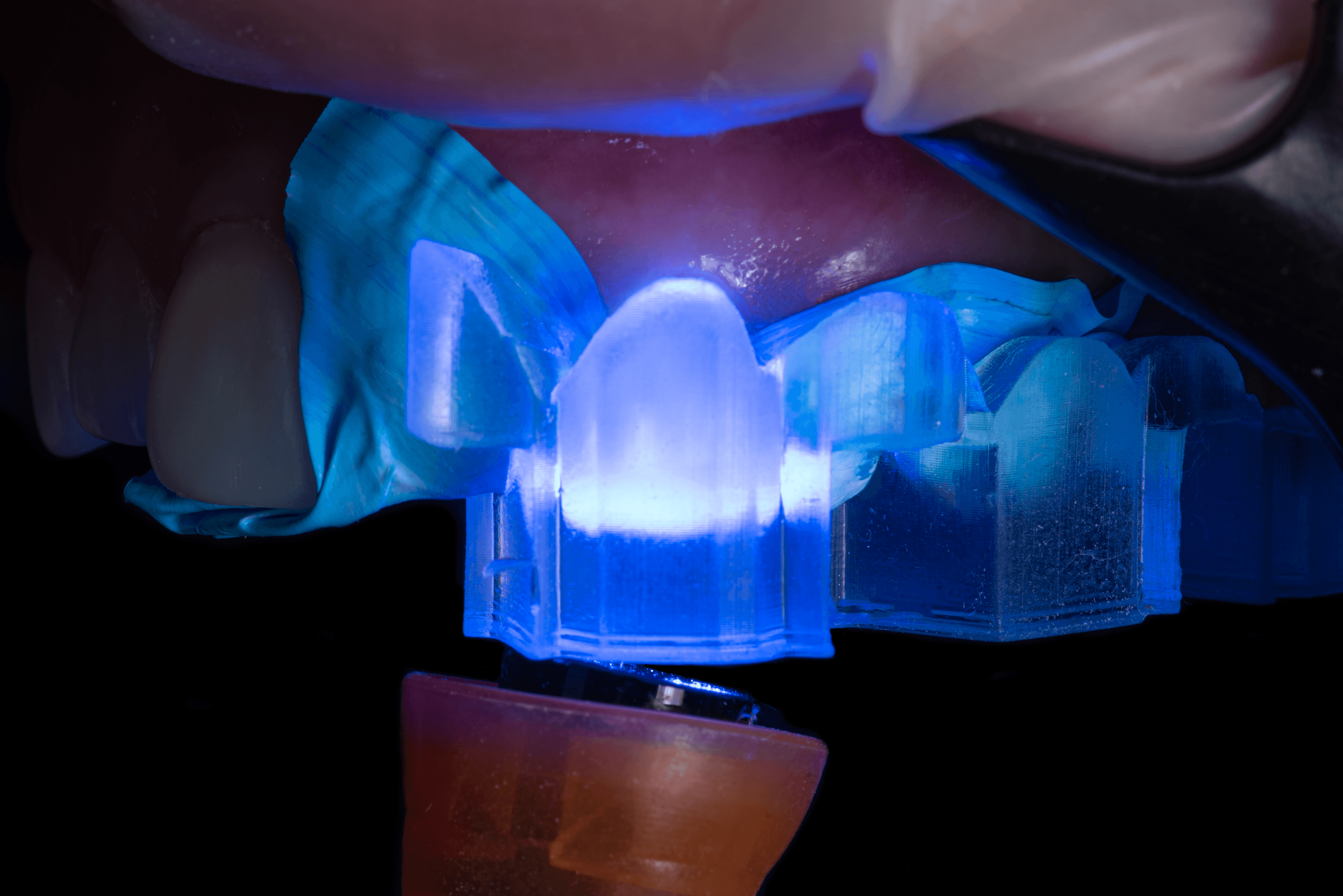
Lavorando con professionisti e professioniste dell'odontoiatria, abbiamo notato che avere la giusta lampada per la polimerizzazione UV migliora notevolmente l'adesione del materiale composito attraverso le dime chirurgiche per restauri diretti in materiale composito. Consigliamo di usare la Ledex WL-090+ Curing Light, una lampada abbastanza economica e molto potente.

5.1 Pulizia
Le parti sottoposte alla post-elaborazione possono essere pulite con sapone neutro e acqua a temperatura ambiente.
Dopo averle pulite, ispeziona sempre le parti per individuare eventuali crepe. Scartale se rilevi danni o crepe.
5.2 Disinfezione
Gli apparecchi possono essere puliti con sapone neutro e acqua. La dima chirurgica per restauri diretti in materiale composito può essere pulita e disinfettata secondo i protocolli della struttura.
Il nostro metodo di disinfezione testato prevede l'immersione delle dime chirurgiche per restauri diretti in materiale composito in alcool isopropilico pulito al 70% per cinque minuti.
Dopo la disinfezione, ispeziona la parte per individuare eventuali crepe e assicurarti che la dima chirurgica per restauri diretti in materiale composito sia integra.
5.3 Conservazione
Quando le parti stampate non sono in uso, conservale in contenitori chiusi opachi o di colore arancione.
Conservale in un luogo fresco e asciutto, lontano dalla luce diretta del sole. Col passare del tempo, l'eccessiva esposizione alla luce potrebbe influire sul colore e sulle prestazioni delle parti stampate.
Conserva le cartucce di resina a 10-25 °C. La temperatura non deve superare i 25 °C durante la conservazione. Tienile lontane da fonti di ignizione.
5.4 Uso clinico
Per conoscere la procedura clinica completa, visita il sito di DSD per consultare il loro workflow dettagliato.
Puoi applicare un agente di separazione sulla superficie di intaglio della dima chirurgica per restauri diretti in materiale composito per ridurre l'adesione della dima ai materiali compositi.
Segui le istruzioni di produzione degli agenti di separazione.
L'applicazione di un agente di separazione sulle parti stampate non è sempre necessaria. Consigliamo di testare prima il materiale composito su una dima chirurgica di prova per valutare la necessità di un ulteriore agente di separazione.
Dime chirurgiche stampate (Foto: DSD Planning Center)
5.5 Smaltimento
1. La resina polimerizzata non è pericolosa e può essere smaltita come un rifiuto comune.
-
Segui i protocolli dell'impianto per i rifiuti che possono essere considerati a rischio biologico.
2. La resina liquida deve essere smaltita in conformità ai regolamenti governativi (comunitari, regionali e nazionali).
-
Contatta un servizio professionale autorizzato di smaltimento rifiuti per smaltire la resina liquida.
-
Non immettere i rifiuti nei sistemi di drenaggio o nelle reti fognarie.
-
Evita il rilascio nell'ambiente.
-
Gli imballaggi contaminati vanno smaltiti come prodotto inutilizzato.
6. Compatibilità delle stampanti Formlabs con la IBT Flex Resin
Risorse addizionali
Esplora le risorse di Formlabs per l'odontoiatria per scoprire guide approfondite, tutorial dettagliati, whitepaper, webinar e molto altro.
L'odontoiatria, resa più semplice
La Form 4B è una stampante 3D odontoiatrica che permette di realizzare parti in modo estremamente rapido attingendo da un vastissimo catalogo di materiali per applicazioni odontoiatriche e ortodontiche. Sfrutta i workflow semplici e la straordinaria affidabilità dell'ecosistema Form 4B per creare modelli dentali e apparecchi biocompatibili di alta qualità.
