

Stampa 3D di tessuti molli per maschere gengivali su modelli dentali
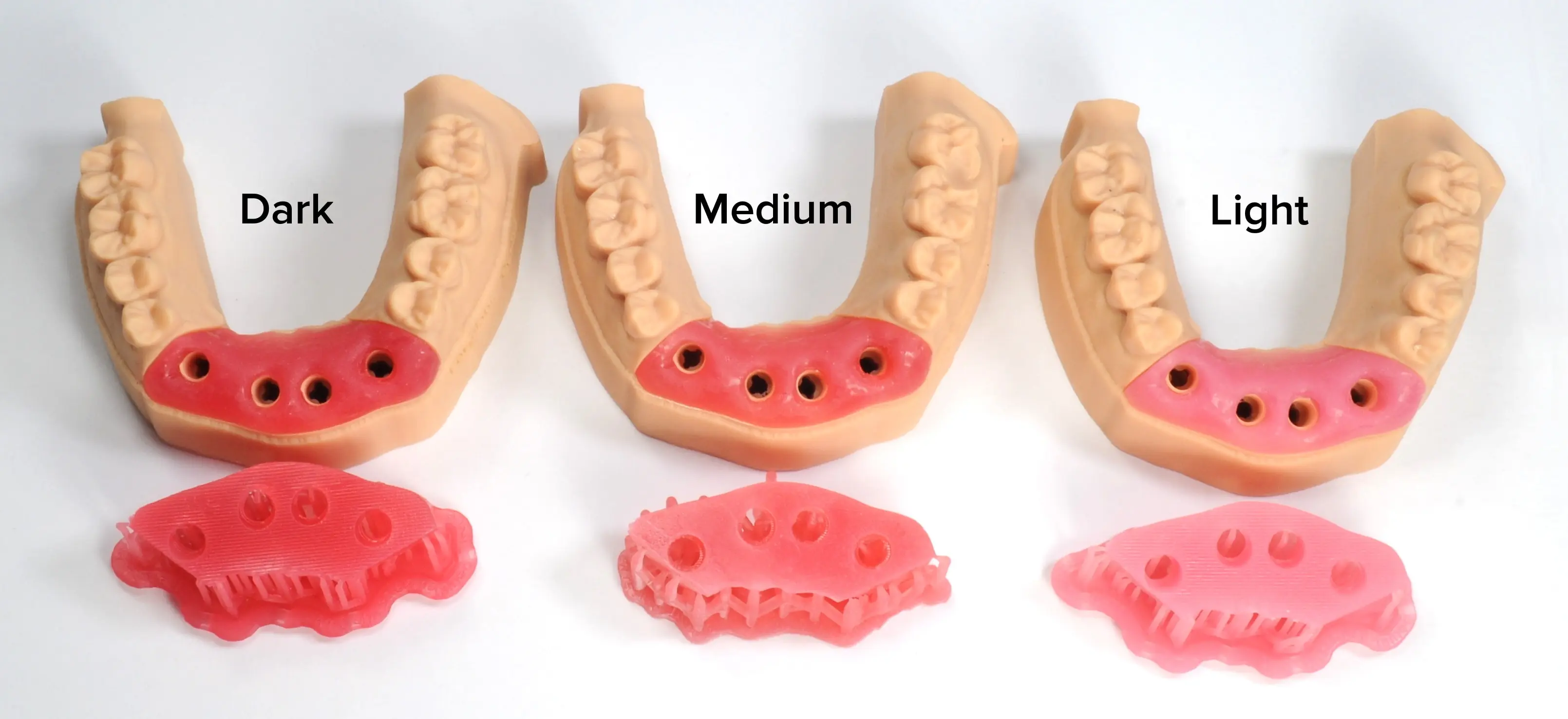
I modelli di tessuti molli, sempre più importanti per i modelli di protesi di alto livello e spesso necessari per le protesi digitali a supporto implantare, possono ora essere stampati 3D. L’utilizzo della Flexible 80A Resin di Formlabs, una base morbida, flessibile e trasparente, e dei pigmenti della resina, permette ai professionisti del settore odontoiatrico di realizzare parti che simulano i tessuti molli usando le tre tonalità di rosa scuro, medio o chiaro. Il processo per ottenere questo risultato è descritto nei seguenti passaggi.
Stampa 3D di tessuti molli per maschere gengivali su modelli dentali
I modelli di tessuti molli, sempre più importanti per i modelli di protesi di alto livello e spesso necessari per le protesi digitali a supporto implantare, possono ora essere stampati 3D. L’utilizzo della Flexible 80A Resin di Formlabs, una base morbida, flessibile e trasparente, e dei pigmenti della resina, permette ai professionisti del settore odontoiatrico di realizzare parti che simulano i tessuti molli usando le tre tonalità di rosa scuro, medio o chiaro. Il processo per ottenere questo risultato è descritto nei seguenti passaggi.
Elementi fondamentali
Richiesti dallo studio dentistico
-
Impronta digitale della dentatura del paziente
Macchine e materiali necessari
Prodotti da Formlabs:
-
Stampante 3D SLA con un serbatoio resina e una piattaforma di stampa compatibili
-
Flexible 80A Resin, White Pigment, Magenta Pigment, Yellow Pigment
- Software PreForm Odontoiatria (gratuito)
Nota:
Quando usi la Form 4 Flex Build Platform o la Build Platform 2, tieni presente che la rimozione delle parti potrebbe non essere immediata. Questo perché la Soft Tissue Resin si fletterà insieme alla piattaforma di stampa quando si piega.
Prodotti da terzi:
-
Strumenti di taglio
-
Manipolo odontoiatrico a bassa velocità con strumenti di finitura
-
Alcool isopropilico ≥ 90%
-
Una siringa monouso, da 40 ml o più (opzionale)
Software necessari
Prodotti da Formlabs:
Prodotti da terzi:
-
Software per la progettazione di modelli dentali come 3Shape Model Builder o exocad Model Creator
Scopri di più su come progettare e produrre modelli dentali di alta precisione nella nostra guida per realizzare i modelli di protesi odontoiatriche più accurati.
Nota:
I tessuti molli stampati in 3D con la Flexible 80A Resin sono destinati esclusivamente all'uso extraorale su resine dentali. Questa resina non è biocompatibile e non deve mai essere utilizzata all'interno della bocca del paziente.
1. Aggiunta di pigmenti alla Flexible 80A Resin
Puoi personalizzare il colore e l'opacità della tua maschera gengivale stampata in 3D aggiungendo del pigmento alla Flexible 80A Resin. Offriamo tre soluzioni iniziali, ma puoi creare i tuoi colori personalizzati utilizzando la formula descritta più avanti in questo documento.
1.1 Preparazione della resina
Per creare la Soft Tissue Resin, avrai bisogno di:
-
Una cartuccia di Flexible 80A Resin
-
Color Pigment (White, Yellow e Magenta)
-
Guanti monouso in nitrile
-
Un contenitore o una tazza (40 ml o superiore)
-
Tre siringhe, incluse con i pigmenti
Una volta assemblati tutti i materiali, indossa i guanti in nitrile e disimballa la cartuccia di resina.

Rimuovi il tappo dalla cartuccia di Flexible 80A Resin.

Usando un contenitore o un recipiente in vetro e una siringa, rimuovi 40 ml di resina dalla cartuccia di Flexible 80A Resin.


Nota:
Se riutilizzi la siringa con uno dei pigmenti, assicurati di lavarla accuratamente utilizzando dell'alcool isopropilico con una concentrazione minima del 90%.
1.2 Miscelazione dei pigmenti

Ora userai una miscela di pigmenti per sostituire i 40 ml mancanti nella cartuccia.
Nota
-
Assicurati che la miscela totale di pigmenti non superi i 40 ml per mantenere la stampabilità.
-
Non superare i 30 ml di pigmento bianco per non compromettere la stampabilità.
Nella tabella seguente sono riportate tre miscele pronte all'uso. Tieni presente che aumentando la quantità di pigmento bianco si ottiene generalmente una tonalità più luminosa e una maggiore opacità. Questa maggiore opacità può essere utile per evitare che le strutture sottostanti, come gli analoghi di impianto o i pilastri metallici personalizzati, siano visibili attraverso la maschera gengivale.

|
Tonalità |
Flexible 80A Resin |
White Resin |
Yellow |
Magenta |
|
Rosa chiaro |
960 ml |
25 ml |
5 ml |
10 ml |
|
Arancione rosa |
960 ml |
15 ml |
10 ml |
15 ml |
|
Rosa scuro |
960 ml |
10 ml |
10 ml |
20 ml |
Riposiziona il tappo sulla cartuccia e agitala vigorosamente per cinque minuti, ruotandola ogni tanto.
Lascia che la cartuccia si stabilizzi in posizione verticale per 30 minuti, seguiti da altri cinque minuti di agitazione.
Dopo aver miscelato la resina, la cartuccia è pronta per stampare tessuto molle per modelli di maschere gengivali.
Nota
per una miscelazione più rapida, puoi utilizzare un bastoncino odontoiatrico o una spatola per mescolare i pigmenti e la resina all’interno della cartuccia.
Conserva i flaconi di pigmento e le siringhe chiuse nelle buste con chiusura a zip e resistenti alla luce fornite in dotazione.
2. Progettazione
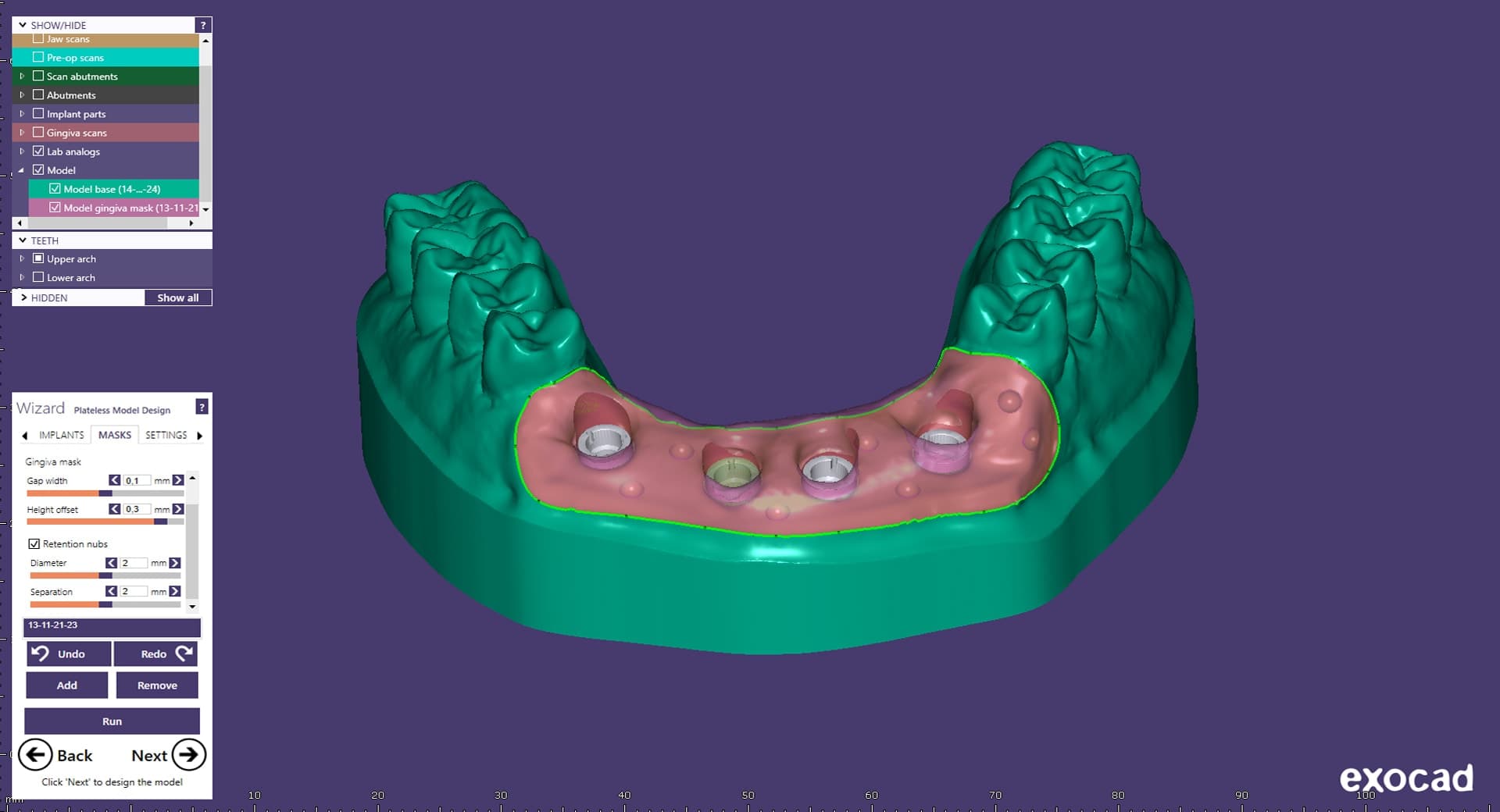
2.1 Progettazione del modello con maschera gengivale o tessuti molli
Requisiti generali per la costruzione in CAD:
-
Per ottenere anatomie accurate, si consiglia uno spessore minimo delle pareti pari a 1 mm.
-
Inizialmente usa le impostazioni predefinite di 3Shape o exocad.
-
Se stai progettando una maschera con il fondo piatto, inclina i lati mesiale e distale per creare dei sottosquadri per una ritenzione migliore.
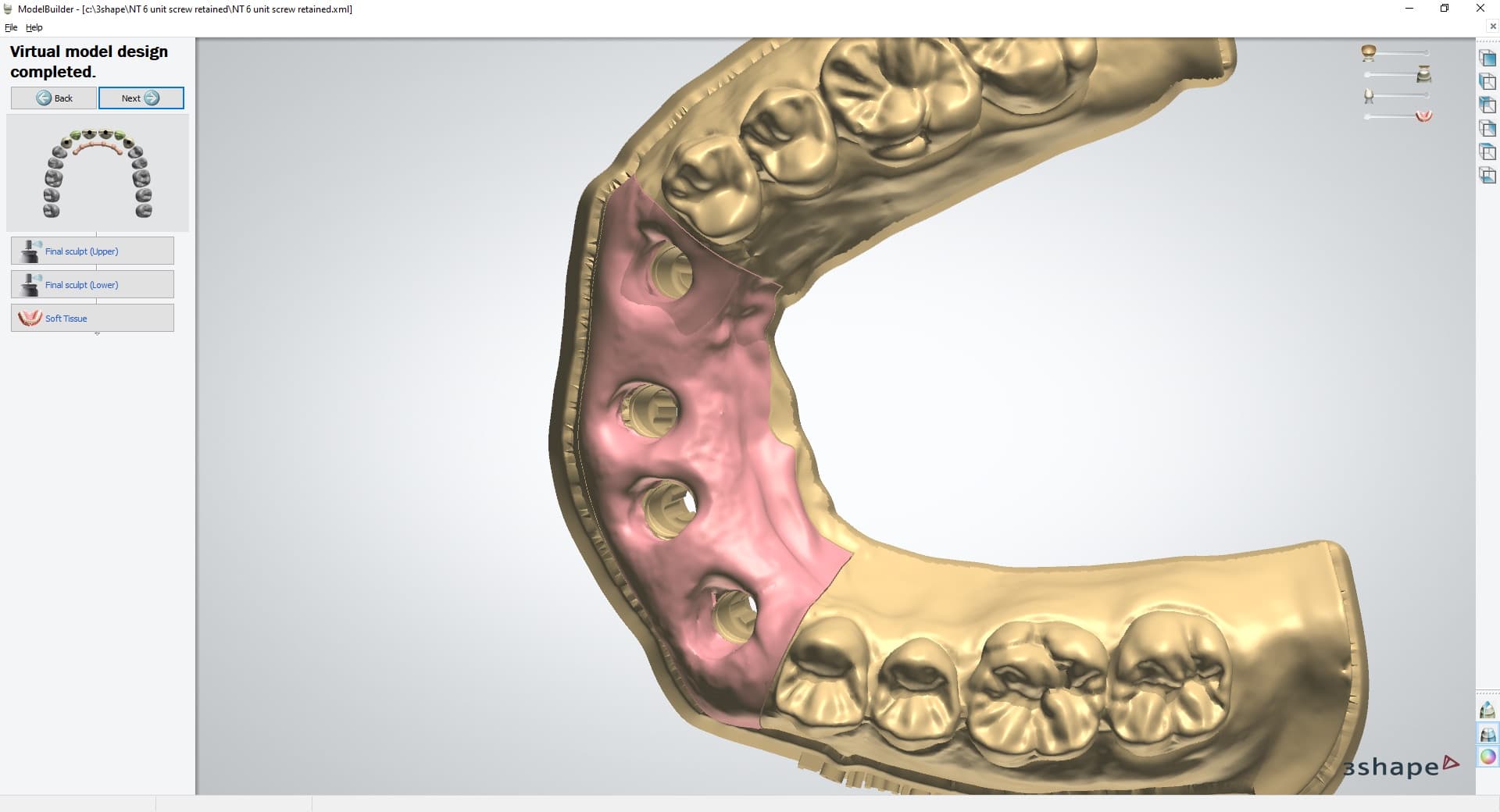
2.2 Esportazione del file STL
Una volta progettato il caso, posiziona la parte che hai progettato. Il file di output deve essere in formato .STL o .OBJ per PreForm. Individua il file e aprilo all’interno del software di preparazione della stampa PreForm Odontoiatria.
3. Stampa
Nota:
Se non conosci il software PreForm Odontoiatria, consulta questa playlist sul nostro canale YouTube.
3.1 Selezione del materiale
Seleziona il materiale per la stampa cliccando sul riquadro della stampante nel menu Job Info (Info progetto) a destra.
La Flexible 80A Resin è elencata tra le resine ingegneristiche. Se non la vedi, potresti dover cliccare su Ingegneristica (1) nel menu di selezione dei materiali. Scegli Flexible 80A Resin (2) con le impostazioni predefinite.
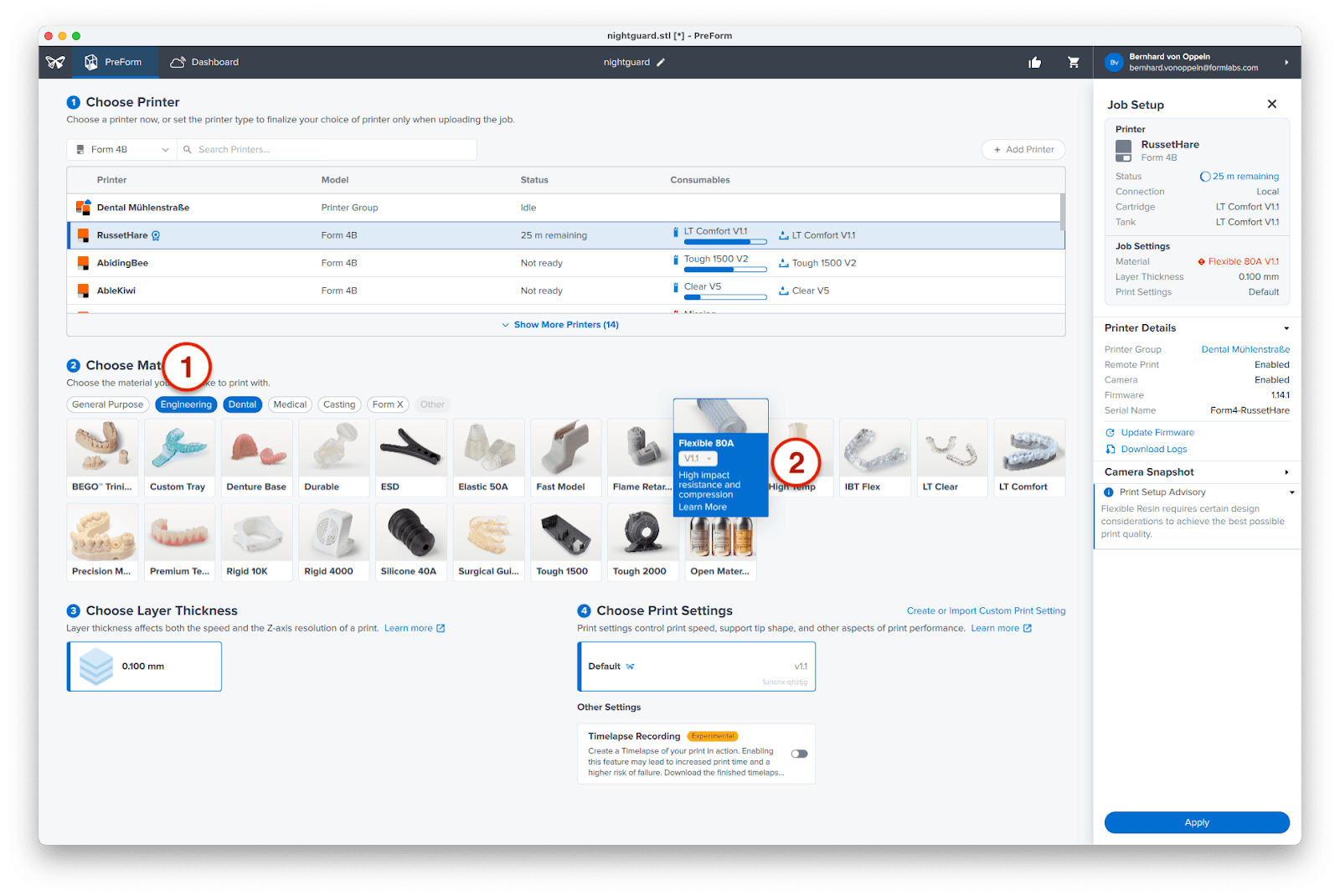
Nota:
Utilizziamo i parametri di stampa della Flexible 80A Resin per stampare i tessuti molli. Di conseguenza, le parti stampate saranno visualizzate in grigio chiaro (il colore della Flexible 80A Resin) nonostante la resina sia in realtà rosa. Ti preghiamo di notare che questa discrepanza è prevista.
3.2 Orientamento
Importa le tue parti cliccando su File > Apri e selezionandole, oppure trascinandole direttamente nell'area di lavoro di PreForm.
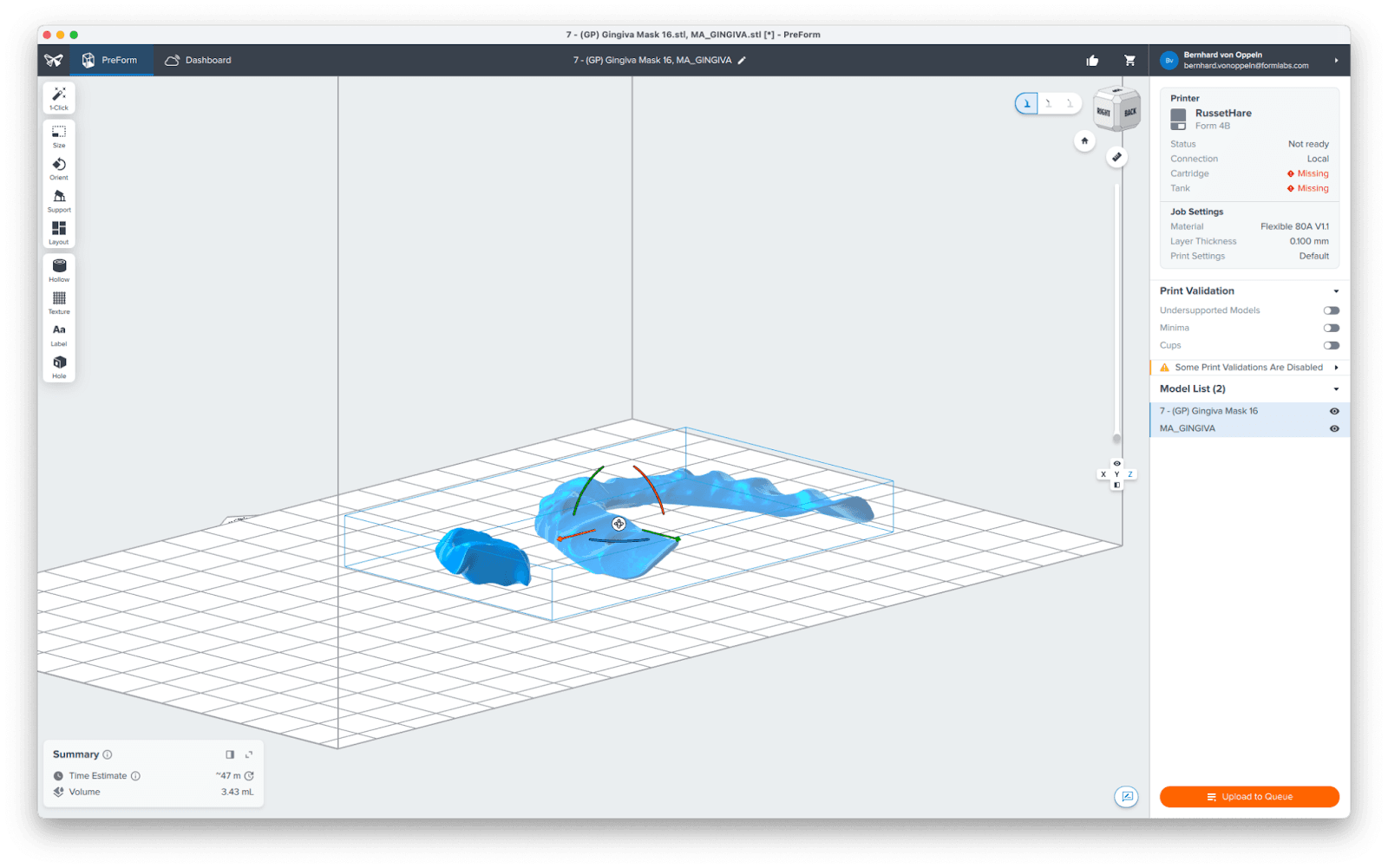
Ora è necessario orientare correttamente le parti da stampare.
Come nell'esempio sopra riportato, capovolgi le parti in modo che il lato occlusale sia rivolto verso la piattaforma e tutte le superfici di adattamento siano rivolte nella direzione opposta. In questo modo si evita di generare strutture di supporto sulle facce che saranno a contatto con il modello dentale, per una migliore aderenza.
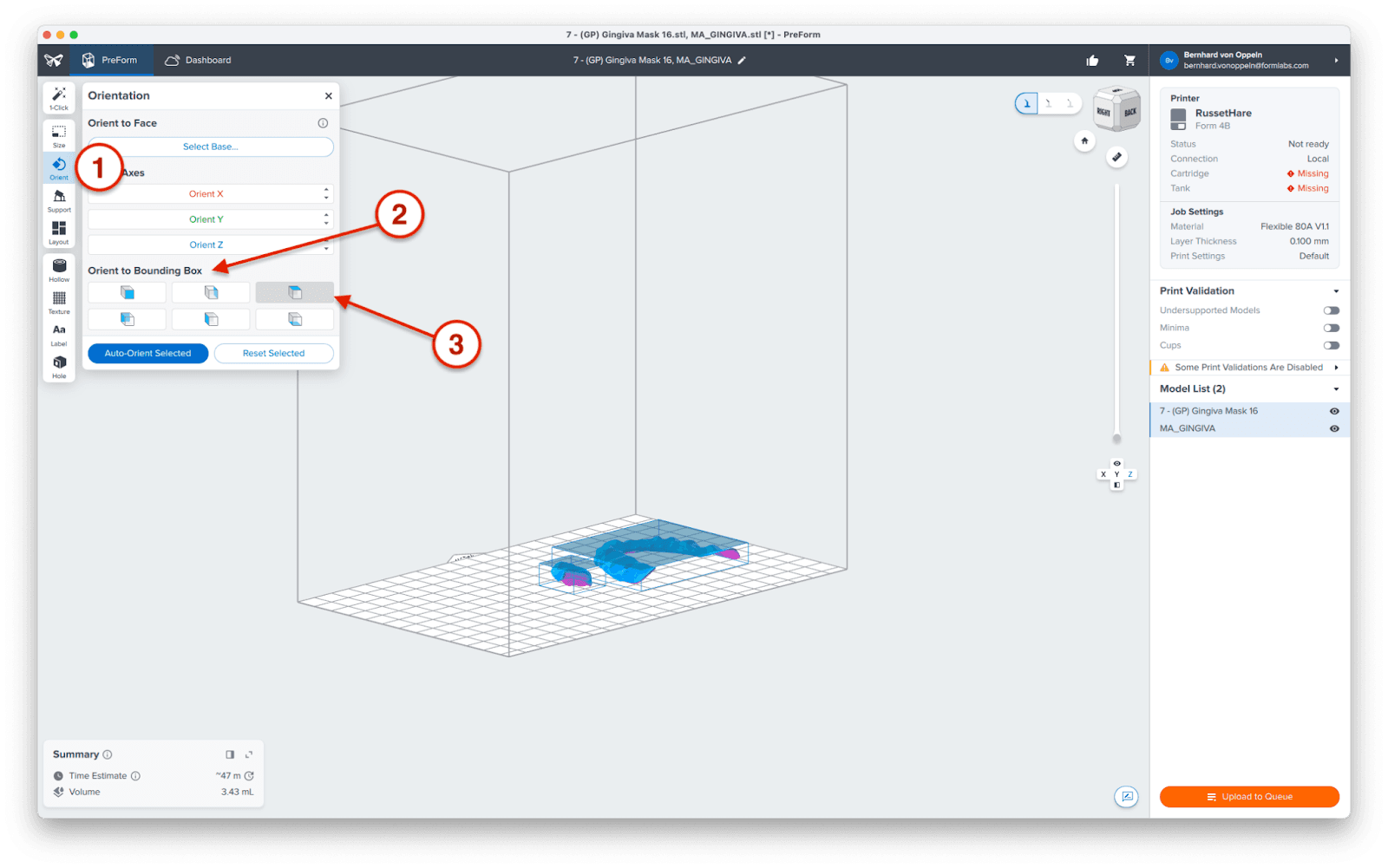
Un modo semplice per ottenere questo risultato è utilizzare la funzione Riquadro di delimitazione (2) dal menu Orientation (Orientamento) (1). Seleziona il simbolo (3) che corrisponde al capovolgimento della parte o all'orientamento manuale delle parti.
3.3 Generazione di supporti
In PreForm, apri lo strumento Supports (Supporti) (1) sulla sinistra della schermata e clicca il tasto Auto-Generate Selected (Genera automaticamente selezione) (2) oppure Auto-Generate All (Genera automaticamente tutto) per generare i supporti in maniera automatica.
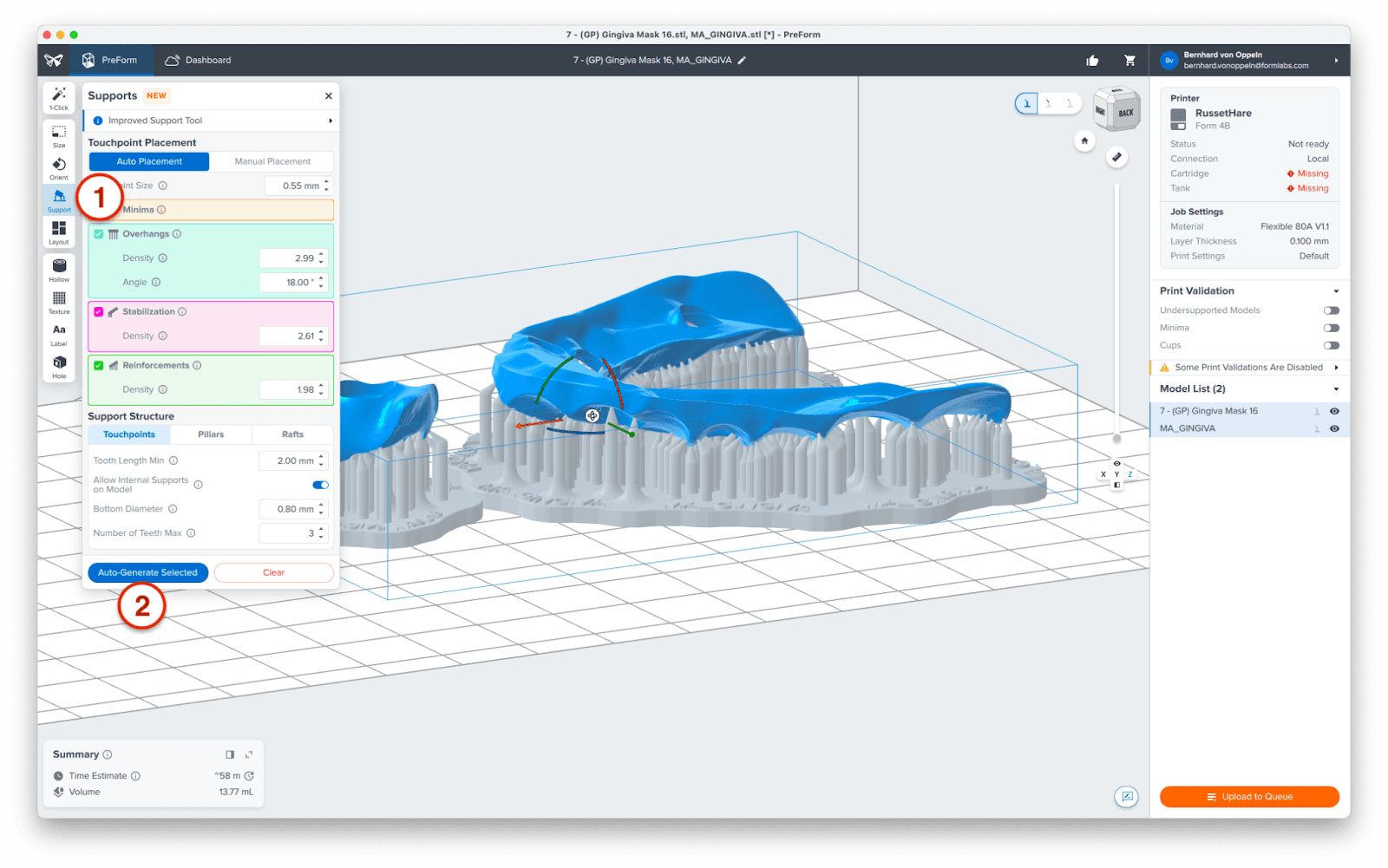
Dal menu Posizionamento punti di contatto, passa a Posizionamento manuale e seleziona Modifica e seleziona. Ispeziona le posizioni dei supporti e modifica o rimuovi i punti di contatto che interferiscono con le superfici di aderenza per facilitare la post-elaborazione, osservando attentamente i controlli di Convalida della stampa nella barra di destra. Non preoccuparti dell'elevato numero di supporti, la loro presenza rende la tua stampa affidabile.
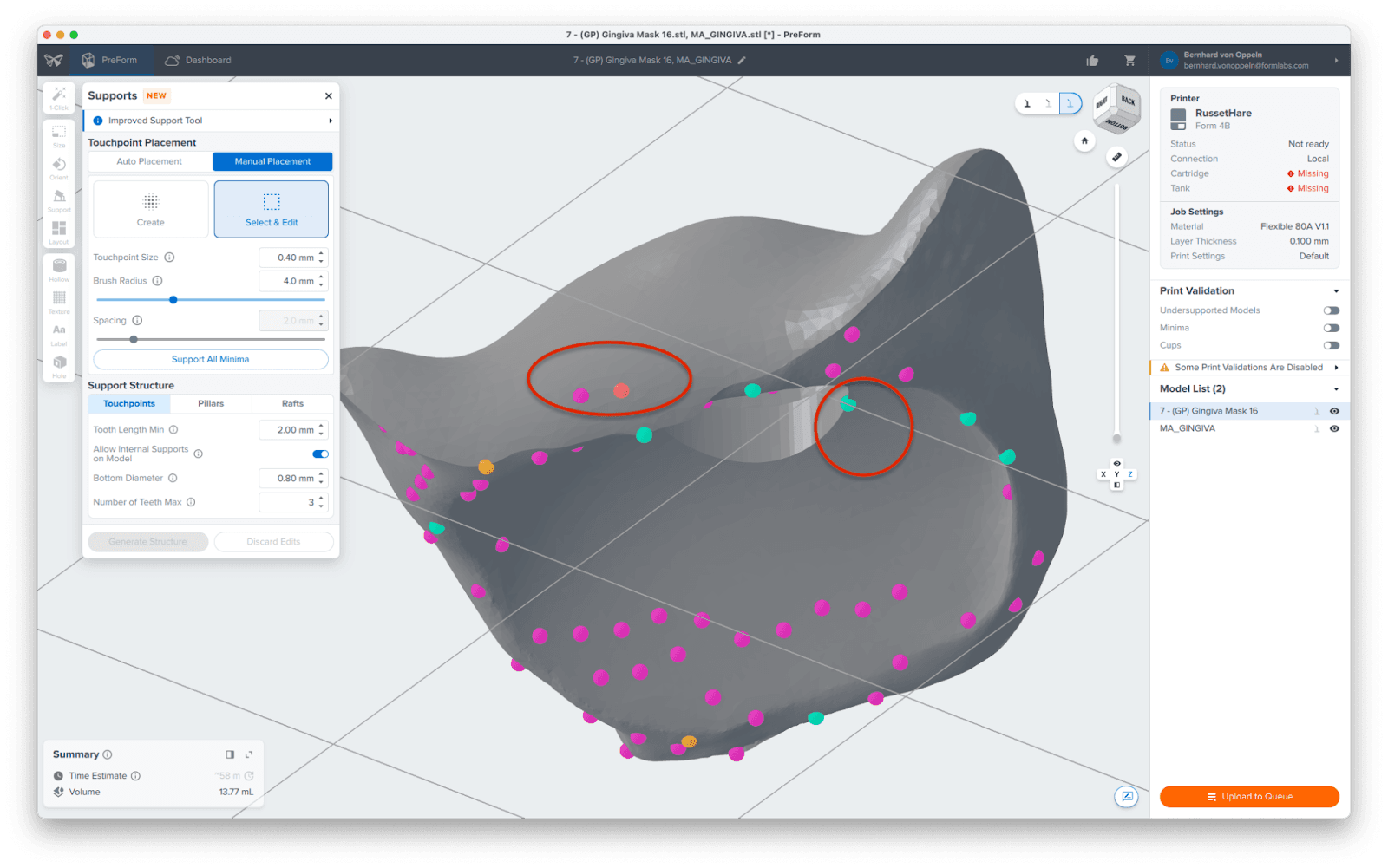
Infine, clicca su Stampa ora o Upload to Queue (Carica nella coda di stampa) nell'angolo in basso a destra per caricare il lavoro di stampa sulla tua stampante.
3.4 Impostazione della stampante
Agita la cartuccia di Flexible 80A Resin, quindi inserisci la cartuccia, una piattaforma di stampa e un serbatoio resina compatibile nella tua stampante 3D SLA di Formlabs.
-
Inizia a stampare selezionando il lavoro di stampa dall'interfaccia touchscreen della stampante.
-
Segui le istruzioni o le finestre di dialogo che compaiono sullo schermo della stampante.
-
La stampante completerà la stampa in modo automatico.

4. Post-elaborazione
Usa sempre i guanti durante la manipolazione di resina e parti non polimerizzate.
4.1 Rimozione delle parti
Rimuovi le parti stampate dalla piattaforma di stampa inserendo la spatola o l'apposito strumento di rimozione sotto la base della parte e facendolo ruotare.

4.2 Lavaggio
Precauzioni
-
Durante il lavaggio delle parti stampate con solvente, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una maschera e guanti protettivi.
-
La Flexible 80A Resin di Formlabs scaduta o non utilizzata deve essere smaltita in conformità con le normative locali.
-
L'alcool isopropilico va smaltito conformemente alle normative locali.
Posiziona le parti stampate in una Form Wash riempita con alcool isopropilico (≥ 90%) e imposta il lavaggio per una durata di 10 minuti.
È necessario un secondo lavaggio in alcool isopropilico (≥90%) pulito della durata di dieci minuti. Questo lavaggio può essere completato manualmente usando il recipiente di lavaggio del Finish Kit oppure in una seconda Form Wash.
Assicurati che le parti siano completamente immerse nell'alcool isopropilico durante il lavaggio.
Lavaggi di durata eccessiva potrebbero influire sulla precisione dimensionale e sulle prestazioni a lungo termine delle parti stampante.
4.3 Asciugatura
Rimuovi le parti dall'alcool isopropilico e lasciale asciugare a temperatura ambiente per almeno 30 minuti.
È anche possibile asciugare le parti con aria compressa, per poi lasciarle 15 minuti ad asciugare su un piano.
Ispeziona le parti stampate per assicurarti che siano pulite e asciutte.
Prima di passare alle fasi successive, accertati che sulla superficie non sia rimasto alcun residuo di alcool, resina liquida in eccesso o frammenti residui.
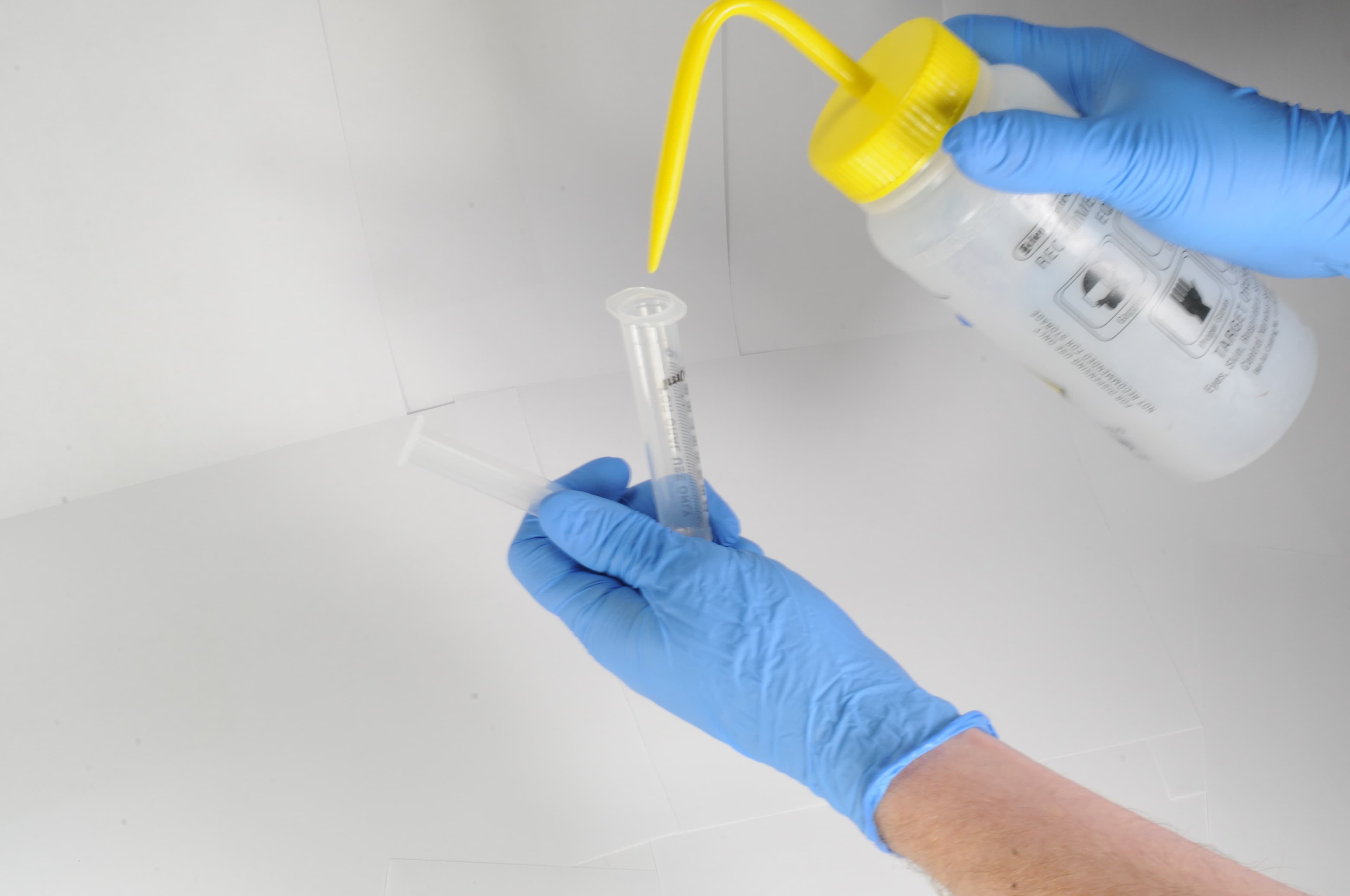
Se dopo l'asciugatura ci sono ancora residui di resina non polimerizzata, usa la bottiglia contagocce riempita con alcool isopropilico pulito per rimuoverli, e lascia asciugare nuovamente le parti all'aria.

4.4 Polimerizzazione post-stampa
Segui le istruzioni per la polimerizzazione descritte nelle istruzioni per l'uso della Flexible 80A Resin.
4.5 Rimozione dei supporti
Rimuovi i supporti usando le tronchesine incluse nel Finish Kit di Formlabs o un paio di forbici.
Nota
Strappare i supporti può essere più veloce, ma possono rimanere cavità nella parte. Consigliamo di tagliare i supporti uno a uno.

In un secondo momento, è possibile usare un paio di forbici piccole e affilate per tagliare i supporti più vicini alla parte. Per rimuovere i supporti nelle zone interne, consigliamo di usare forbici chirurgiche con la lama ricurva.

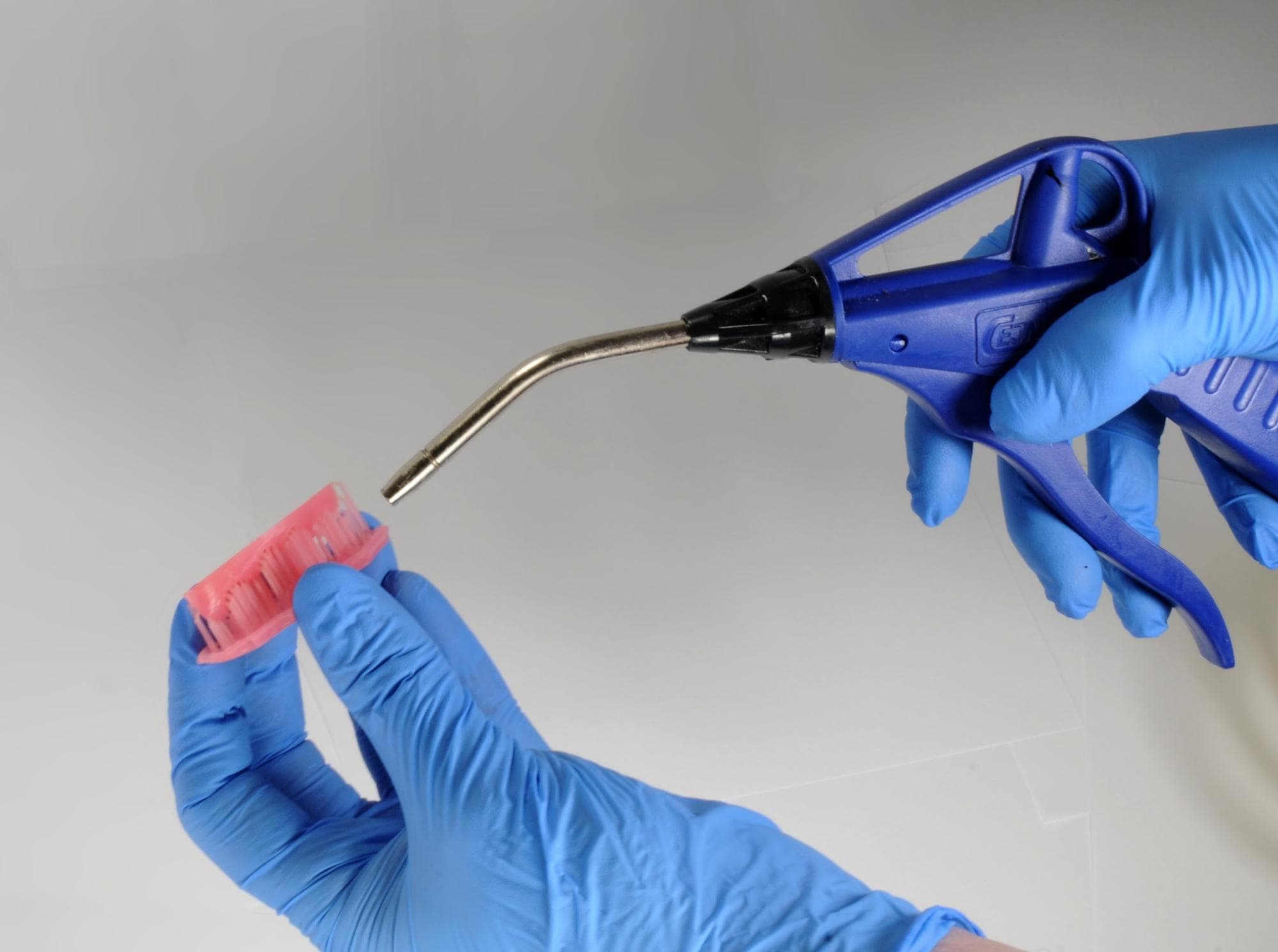
4.6 Finitura superficiale
La maschera gengivale stampata con tessuti molli, con una durezza Shore A di 80, è piuttosto robusta. Questa durezza è intenzionale, in quanto facilita la smerigliatura e il taglio, che possono essere necessari per levigare i segni lasciati dai supporti o per modellare il profilo di emergenza per i restauri estetici degli impianti. Usa un disco abrasivo universale in silicone o una fresa in carburo progettata per materiali morbidi per lisciare le superfici di supporto ruvide.


5. Compatibilità della stampante Formlabs con la Flexible 80A Resin
6. Risorse addizionali
-
Flexible 80A Resin istruzioni per l'uso
-
Flexible 80A Resin schede dati
-
Flexible 80A Resin SDS
Esplora le risorse di Formlabs per l'odontoiatria per scoprire guide approfondite, tutorial dettagliati, whitepaper, webinar e molto altro.
L'odontoiatria, resa più semplice
La Form 4B è una stampante 3D odontoiatrica che permette di realizzare parti in modo estremamente rapido attingendo da un vastissimo catalogo di materiali per applicazioni odontoiatriche e ortodontiche. Sfrutta i workflow semplici e la straordinaria affidabilità dell'ecosistema Form 4B per creare modelli dentali e apparecchi biocompatibili di alta qualità.
