ATTENZIONE:
Usa sempre i guanti in nitrile quando manipoli resina non polimerizzata.

Gli apparecchi ortodontici in acrilico, come le placche di Hawley, gli apparecchi Schwarz, Sagittal e Finger Spring, sono realizzati a mano. Questi apparecchi si basano su un modello e generalmente vengono costruiti con la tecnica "sale e pepe". Il processo in questione prevede l'applicazione successiva di polvere acrilica e monomero liquido sul modello per creare una placca, che viene modellata in base all'anatomia del paziente e incorpora componenti attivi o passivi in filo metallico o viti. Una sfida fondamentale in questo metodo di fabbricazione è evitare che la placca acrilica si incolli al modello stampato in 3D.
Gli apparecchi ortodontici in acrilico, come le placche di Hawley, gli apparecchi Schwarz, Sagittal e Finger Spring, sono realizzati a mano. Questi apparecchi si basano su un modello e generalmente vengono costruiti con la tecnica "sale e pepe". Il processo in questione prevede l'applicazione successiva di polvere acrilica e monomero liquido sul modello per creare una placca, che viene modellata in base all'anatomia del paziente e incorpora componenti attivi o passivi in filo metallico o viti. Una sfida fondamentale in questo metodo di fabbricazione è evitare che la placca acrilica si incolli al modello stampato in 3D.
1. Elementi fondamentali
1.1 Hardware e materiali necessari
1.1.1 Prodotti da Formlabs:
Stampante 3D SLA con un serbatoio resina e una piattaforma di stampa compatibili
Fast Model Resin, Precision Model Resin, White Resin o Grey Resin
Software PreForm Odontoiatria (gratuito)
1.1.2 Prodotti da terzi:
Agente di separazione dentale
Fili ortodontici e viti incorporate
Polimero acrilico in polvere e monomero
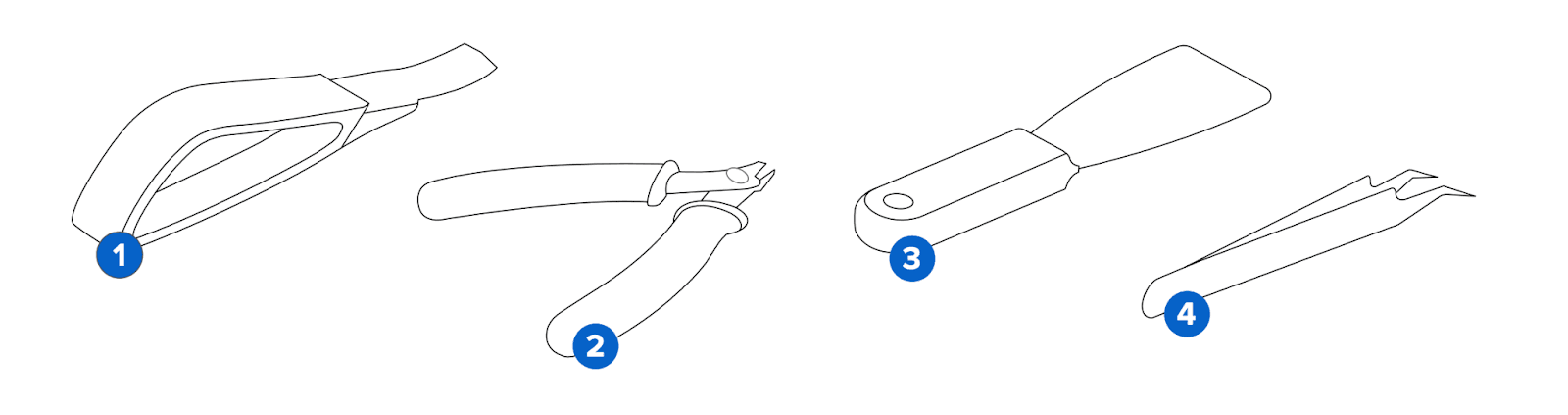
Strumenti
Pinze, tronchesine, materiali per la molatura e la lucidatura dell'acrilico
Pentola a pressione per la polimerizzazione
Materiali opzionali
Coltello per cera e intagliatore (usato per bloccare parti del modello)
Cera adesiva (utilizzata per il posizionamento del gancio)
Apparecchi per saldatura o laser (utilizzate per giunzioni metalliche)
1.2 Dati e input clinici richiesti
Un'impronta fisica o digitale della dentatura
Dati del paziente: trattamento previsto
2. Preparazione
Per produrre questo tipo di applicazione ortodontica è necessario un modello stampato in 3D. Il processo per ottenere il modello varia in base all'impronta iniziale:
Impronta fisica: richiede la scansione dell'impronta stessa o di un modello 3D risultante utilizzando uno scanner 3D desktop.
Impronta digitale: il processo di creazione del modello può iniziare immediatamente.
Per la progettazione di modelli stampabili per l'odontoiatria sono disponibili diversi software, come 3Shape Model Builder ed exocad Model Creator. Tuttavia, poiché non sono necessarie particolari caratteristiche di design per un modello che servirà da base per un apparecchio in placca acrilica, l'opzione più semplice e gratuita per la creazione del modello è la funzione Scan to Model (Converti in modello) all'interno di PreForm Odontoiatria.
2.1 Converti in modello
Apri PreForm per creare un modello per il tuo apparecchio.
Nota:
Se non conosci il software PreForm, consulta questa playlist sul nostro canale YouTube.
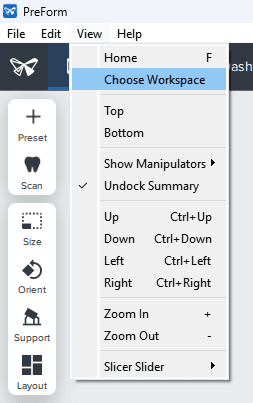
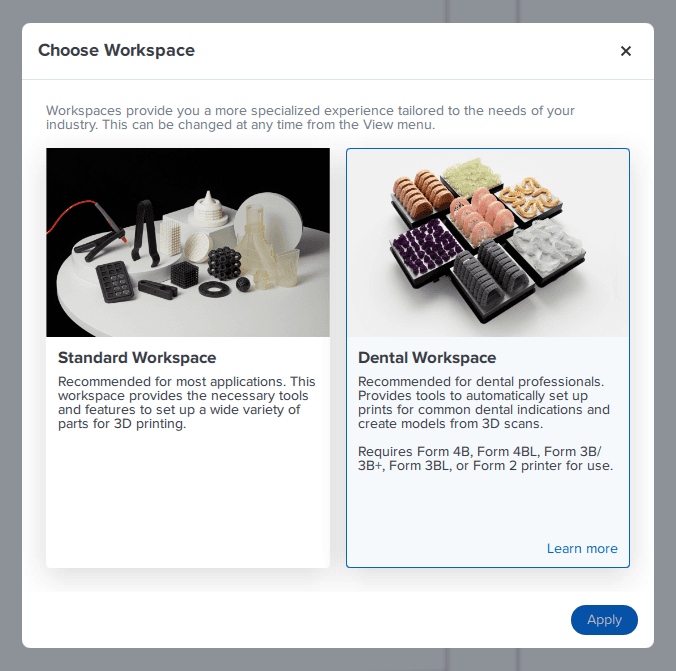
Assicurati che l'area di lavoro Odontoiatria sia attiva in PreForm. In caso contrario, vai su Visualizza > Scegli l'area di lavoro (1), quindi seleziona Area di lavoro Odontoiatria (2).
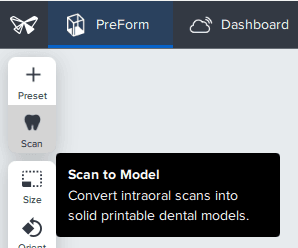
Per iniziare, utilizza la funzione Scan to Model (Converti in modello) in PreForm Odontoiatria per generare il modello direttamente da una scansione. Puoi accedere a questa funzione cliccando sull'icona del piccolo dente posizionato sulla barra a sinistra in PreForm.
Ora segui i passaggi della procedura guidata per la creazione del modello. Guarda questo video per una dimostrazione del processo:
È possibile includere altri modelli importando dei file .STL o utilizzando la funzione Scan to Model (Converti in modello).
3. Impostazione progetto in PreForm Odontoiatria
Su PreForm, seleziona quanto segue:
Stampante (1)
Materiale (2)
Spessore dello strato (3)
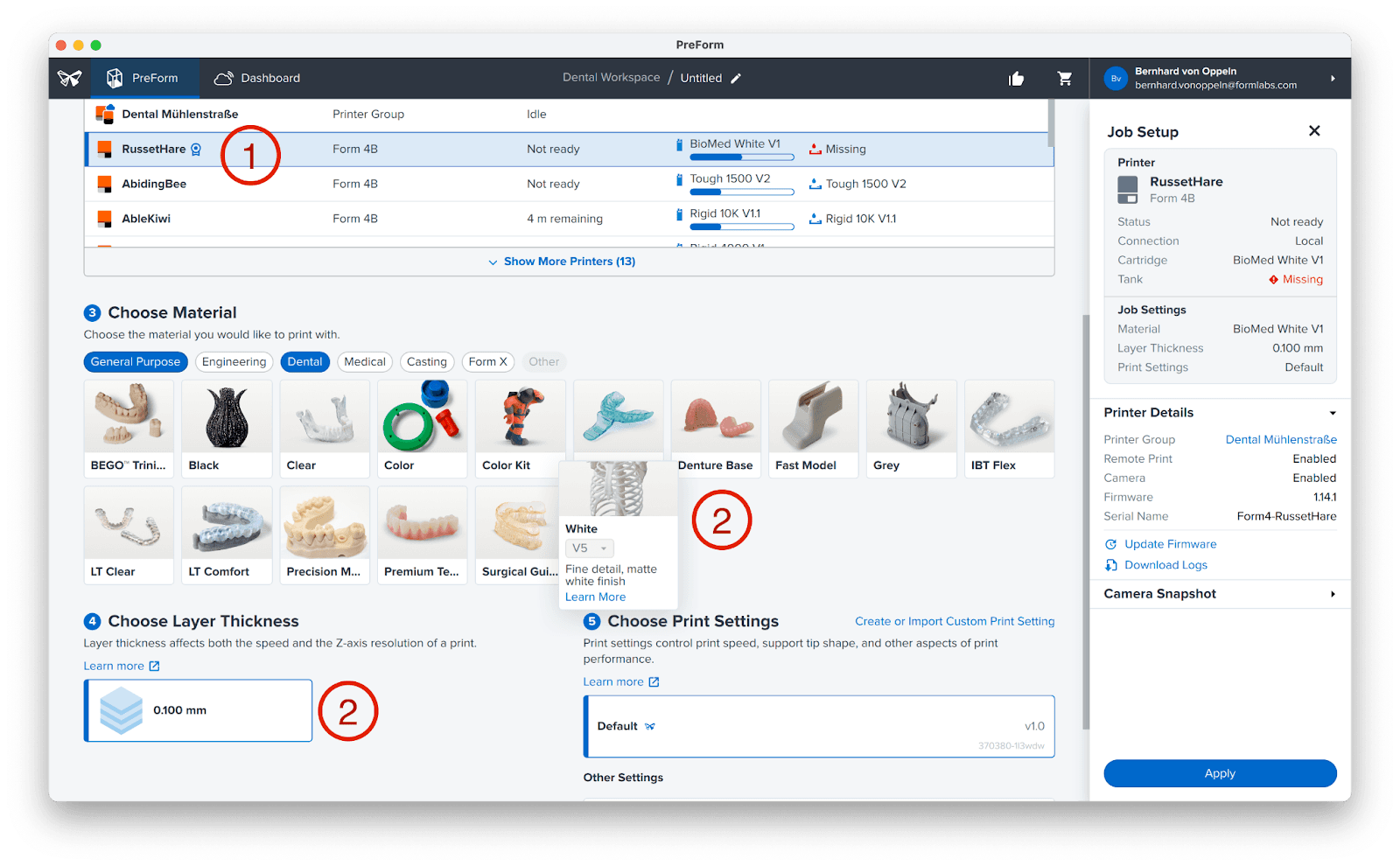
A seconda delle tue necessità, puoi utilizzare Fast Model Resin, Precision Model Resin, White Resin o Grey Resin. In questo esempio utilizzeremo la White Resin.

Fast Model Resin
Veloce e precisa, ideale per i modelli ortodontici

Precision Model Resin
Modelli ad alta precisione simili al gesso

White Resin o Grey Resin
Modelli di colore bianco brillante o grigio semplice di grande effetto, ottima per la presentazione al paziente
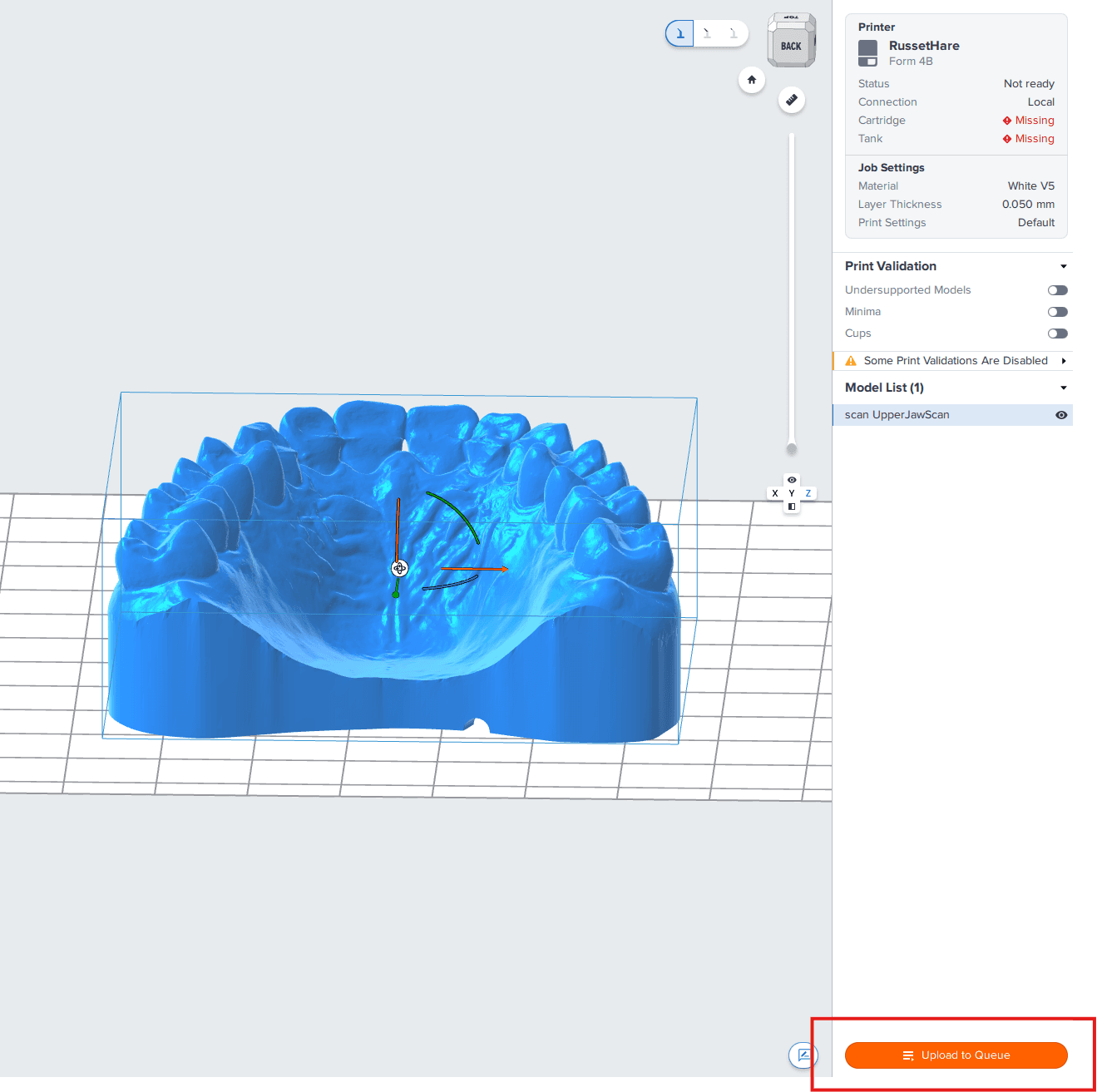
Per apparecchi ortodontici di questo tipo, si consiglia uno spessore del livello di 0,05 mm, in quanto offre la migliore combinazione di efficienza dei tempi di stampa e finitura superficiale.
Si consiglia di lasciare il modello in orizzontale sulla piattaforma di stampa per garantire stabilità, ridurre i tempi di stampa e il consumo di resina. Clicca su Stampa ora. Se la tua stampante non è pronta per la stampa, il tasto cambierà in Upload to Queue (Carica nella coda di stampa) e la stampa verrà avviata una volta preparata la stampante.
4. Avvia la stampa
Agita la cartuccia di resina e inseriscila, insieme a una piattaforma di stampa e un serbatoio resina compatibile nella tua stampante 3D Formlabs.
Inizia a stampare selezionando il lavoro di stampa dall'interfaccia touchscreen della stampante.
Segui le istruzioni o le finestre di dialogo che compaiono sullo schermo della stampante.
La stampante completerà la stampa in modo automatico.
5. Post-elaborazione
5.1 Rimozione delle parti
ATTENZIONE:
Usa sempre i guanti in nitrile quando manipoli resina non polimerizzata.
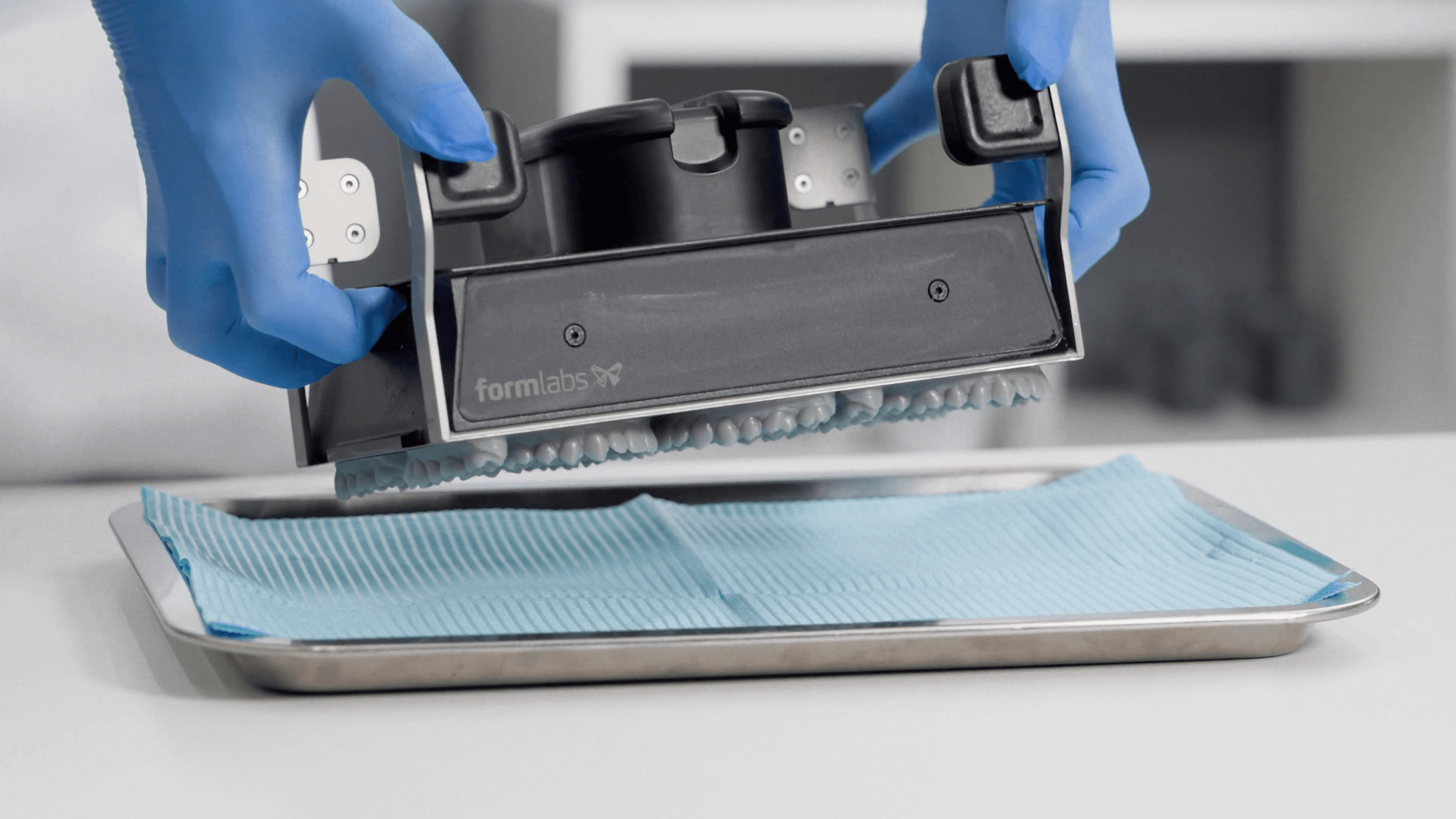
Rimuovi le parti stampate dalla piattaforma di stampa. Se hai stampato sulla Build Platform Flex, sarà sufficiente spingere le maniglie per staccare i modelli.
Altrimenti, usa una spatola (1) o lo strumento di rimozione del Finish Kit.
ATTENZIONE:
Non usare mai la spatola per fare forza in direzione della mano o di altre parti del corpo.
5.2 Lavaggio
ATTENZIONE:
Quando usi il solvente per lavare le parti stampate, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una maschera e guanti protettivi. La resina scaduta o non utilizzata deve essere smaltita in conformità con le normative locali.
Lava le parti in una Form Wash o utilizzando i recipienti di lavaggio del Finish Kit. I modelli possono essere lavati utilizzando l'alcool isopropilico o la Formlabs Resin Washing Solution. Scopri di più sulle unità di lavaggio in questo articolo.
5.2.1 Asciugatura e ispezione
Dopo il lavaggio, lascia asciugare le parti all'aria a temperatura ambiente in un'area ben ventilata per circa 30 minuti. Il processo di asciugatura può essere accelerato utilizzando l'aria compressa. Assicurati che tutto l'alcool sia completamente evaporato prima di procedere.
Dopo la stampa e il lavaggio, ispeziona accuratamente le parti per verificare che siano pulite e asciutte. Prima di passare alle fasi successive, accertati che sulla superficie non sia rimasto alcun residuo di alcool, resina liquida in eccesso o frammenti. Se dopo l'asciugatura sono ancora presenti residui di resina non polimerizzata, usa la bottiglia contagocce o sommergi le parti in alcool isopropilico pulito per circa un minuto, quindi lascia asciugare nuovamente le parti come descritto in precedenza.
5.3 Polimerizzazione post-stampa
Dopo il lavaggio e l'asciugatura, posiziona i modelli nella Form Cure. Seleziona l'impostazione predefinita sulla Form Cure e avvia il processo di polimerizzazione.
6. Creazione della struttura metallica
Da questo passaggio in poi il workflow è identico a quello tradizionale per la creazione delle placche di Hawley.
AVVERTENZA:
Saldatura sui modelli stampati in 3D
Quando un apparecchio richiede la saldatura di un modello stampato in 3D, la tecnica consigliata è la saldatura laser. Questo metodo è preferibile perché evita la deformazione dovuta al calore o il "bagno di calore" che può verificarsi con la saldatura convenzionale. È importante non utilizzare mai le saldature a fiamma libera direttamente sui modelli stampati, perché sono infiammabili. Se è necessario saldare l'apparecchio, utilizza sempre un modello di saldatura separato e dedicato.


7. Applicazione dell'agente di separazione
Per evitare che la placca in acrilico si incolli al modello stampato, applica un agente di separazione.
Assicurati di evitare le superfici vestibolari, in quanto ciò aiuterà a fissare i fili metallici.
Formlabs ha testato i seguenti agenti di separazione e li consiglia per la loro efficacia e la loro capacità di trattenere la cera.
|
AGENTE DI SEPARAZIONE |
EFFICACIA DI SEPARAZIONE |
CAPACITÀ DI TRATTENERE LA CERA |
|---|---|---|
|
Siliform BEA |
Efficace |
Non ottimale |
|
Henry Schein Separating Film, Clear. P/N 101-8847 |
Efficace |
Molto efficace |
|
Valplast V-sep Denture Separator. P/N 20256 |
Efficace |
Molto efficace |
|
IMPRIMO Model Separator (Scheu Dental) |
Molto buona |
Efficace |
|
SHERAiso-3d (SHERA) |
Molto buona |
Efficace |
|
3D-separating-medium (Dentaurum) |
Molto buona |
Efficace |
|
Palaferm (Kulzer) |
Molto buona |
Molto efficace |
Nota:
I prodotti più recenti, formulati specificamente per i modelli stampati in 3D, sono le opzioni migliori. Spesso si tratta di agenti di separazione a base di alginati che funzionano efficacemente con gli acrilici. Consulta l'elenco sopra riportato per i prodotti di Scheu, Shera e Dentaurum e verifica la loro disponibilità nella tua regione.
8. Applicazione dell'acrilico
Per iniziare, fissa tutti i componenti metallici (fili, ganci e viti) sul modello, utilizzando della cera adesiva o un materiale equivalente per tenerli in posizione. Per una migliore aderenza delle parti metalliche, è utile evitare di applicare l'agente di separazione in acrilico sulle superfici occlusali e vestibolari del modello. Successivamente, crea la placca acrilica con la tecnica "sale e pepe". Infine, polimerizza la placca mentre è sul modello, attenendoti alle istruzioni specifiche del produttore dell'acrilico.

AVVERTENZA:
I monomeri MMA liquidi possono essere estremamente infiammabili e volatili e rappresentare quindi un rischio per la salute. Assicurati di maneggiare sempre i prodotti acrilici secondo le precauzioni di sicurezza previste per quei materiali e di rispettare le istruzioni per l'uso.
9. Finitura superficiale
Dopo aver rimosso il retainer in acrilico dal modello, usa gli strumenti acrilici standard per tagliarlo nella sua forma definitiva. Potrebbe essere richiesta una lucidatura minima sul lato a intaglio, in particolar modo quando si utilizza lo spessore dello strato raccomandato di 0,05 mm. Procedi con la levigazione e la lucidatura dell'apparecchio come faresti normalmente. Si consiglia di effettuare un controllo finale dell'aderenza del modello per verificare che tutti i componenti metallici siano correttamente adattati e posizionati.
AVVERTENZA:
La lucidatura al tornio con pomice e composto lucido offre risultati efficaci, ma presenta un pericolo: la ruota di lucidatura può potenzialmente impigliarsi negli elementi metallici. Ti invitiamo a fare attenzione.

Risorse addizionali
Esplora le risorse di Formlabs per l'odontoiatria per scoprire guide approfondite, tutorial dettagliati, whitepaper, webinar e molto altro.
L'odontoiatria, resa più semplice
La Form 4B è una stampante 3D odontoiatrica che permette di realizzare parti in modo estremamente rapido attingendo da un vastissimo catalogo di materiali per applicazioni odontoiatriche e ortodontiche. Sfrutta i workflow semplici e la straordinaria affidabilità dell'ecosistema Form 4B per creare modelli dentali e apparecchi biocompatibili di alta qualità.
