Avvertenza
Usa sempre i guanti in nitrile quando manipoli resina non polimerizzata.

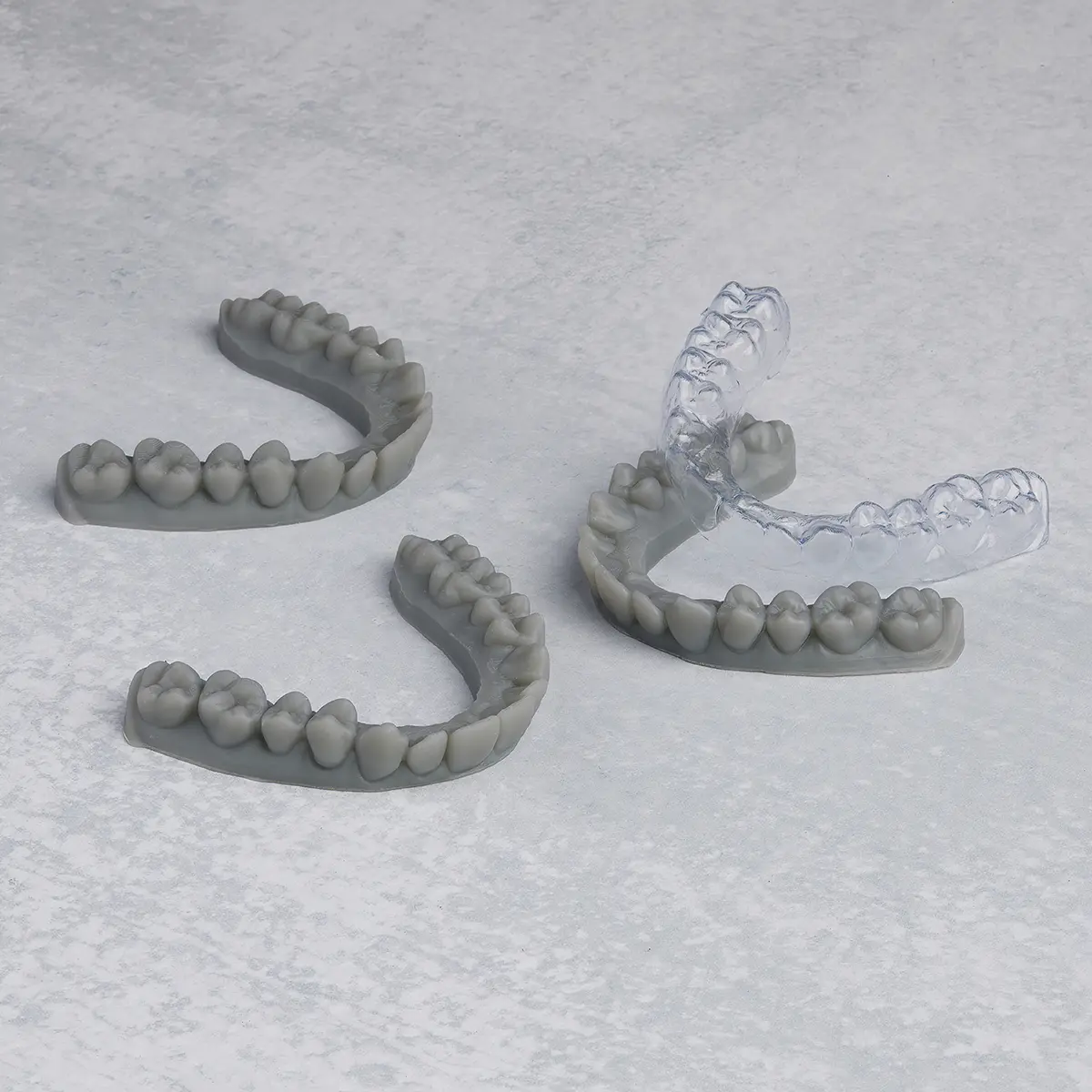
La produzione di allineatori e retainer trasparenti termoformati consente a studi dentistici e laboratori odontotecnici di fornire a pazienti e clienti un servizio valido, riducendo inoltre tempi e costi. Questo manuale operativo spiega nel dettaglio il tutti i passaggi del workflow necessario per la creazione di allineatori e retainer trasparenti con una stampante 3D di Formlabs.
La produzione di allineatori e retainer trasparenti termoformati consente a studi dentistici e laboratori odontotecnici di fornire a pazienti e clienti un servizio valido, riducendo inoltre tempi e costi. Questo manuale operativo spiega nel dettaglio il tutti i passaggi del workflow necessario per la creazione di allineatori e retainer trasparenti con una stampante 3D di Formlabs.
Elementi fondamentali
A carico del team odontoiatrico od ortodontico
Hardware, materiali e software necessari
Prodotti da Formlabs:
Stampante 3D SLA con un serbatoio resina e una piattaforma di stampa compatibili
Software PreForm Odontoiatria (gratuito)
Prodotti da terzi:
Software CAD dedicato agli allineatori
Macchina termoformatrice
Fogli per la termoformatura
Manipolo
Strumenti per il taglio e la finitura
1. Scansione
Per creare i modelli necessari, è necessaria un'impronta digitale compatibile con il tuo software CAD. Questi dati possono essere ottenuti scansionando il cavo orale del paziente direttamente con uno scanner 3D intraorale, oppure scansionando un'impronta fisica o un modello in gesso con uno scanner 3D desktop.

2. Progettazione
Esistono molti software per la pianificazione degli allineatori. Assicurati che il software CAD che hai scelto supporti l'esportazione di file .STL o .OBJ per la compatibilità con il software PreForm di Formlabs. I trattamenti mediante allineatori trasparenti richiedono più set di modelli e necessitano di un software CAD ortodontico specializzato.
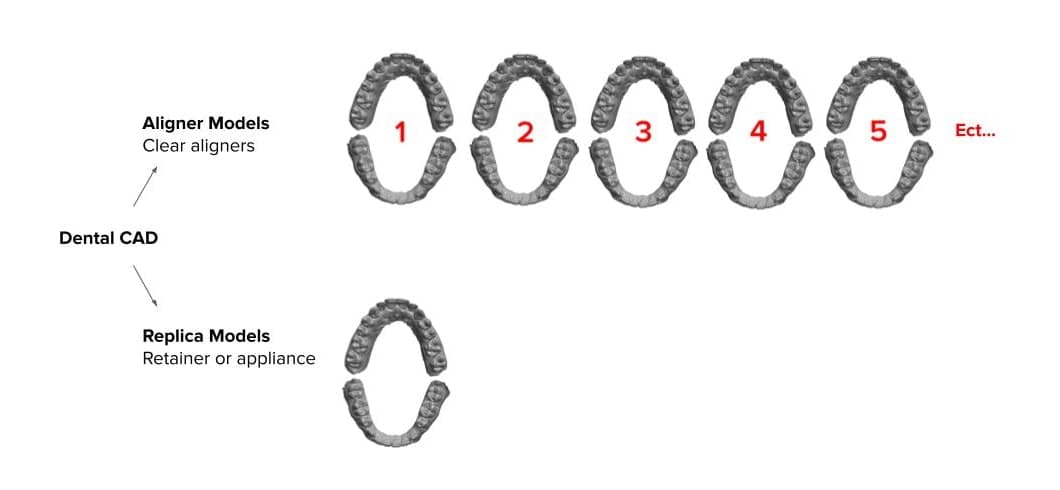
Modelli di allineatori e modelli di retainer. Un modello di retainer non necessita di alcun design o passaggio e può essere creato in PreForm Odontoiatria utilizzando l'opzione Scan to Model (Converti in modello).
La pianificazione del trattamento e il set-up ortodontico vengono eseguiti all'interno del software a partire dall'impronta digitale e, talvolta, dai dati ottenuti tramite tomografia computerizzata a fascio conico (CBCT). Terminato il processo, ogni passaggio intermedio viene generato come una fase del trattamento, sotto forma di singoli modelli stampabili in 3D, come file (STL). I retainer trasparenti richiedono solo una replica o un file del modello diagnostico.
2.1 Consigli di progettazione
Modelli cavi
Nota
Formlabs raccomanda di stampare modelli solidi per ridurre la possibilità di rotture e le complicazioni in fase di post-elaborazione.
Alcuni software CAD dentali producono modelli cavi. Se progettati nel modo giusto, i modelli cavi aiutano a ridurre i tempi di stampa e il costo per unità. Quando una parte viene resa cava, assicurati che lo spessore della parete sia di almeno 3 mm.
Effetto ventosa e modelli cavi
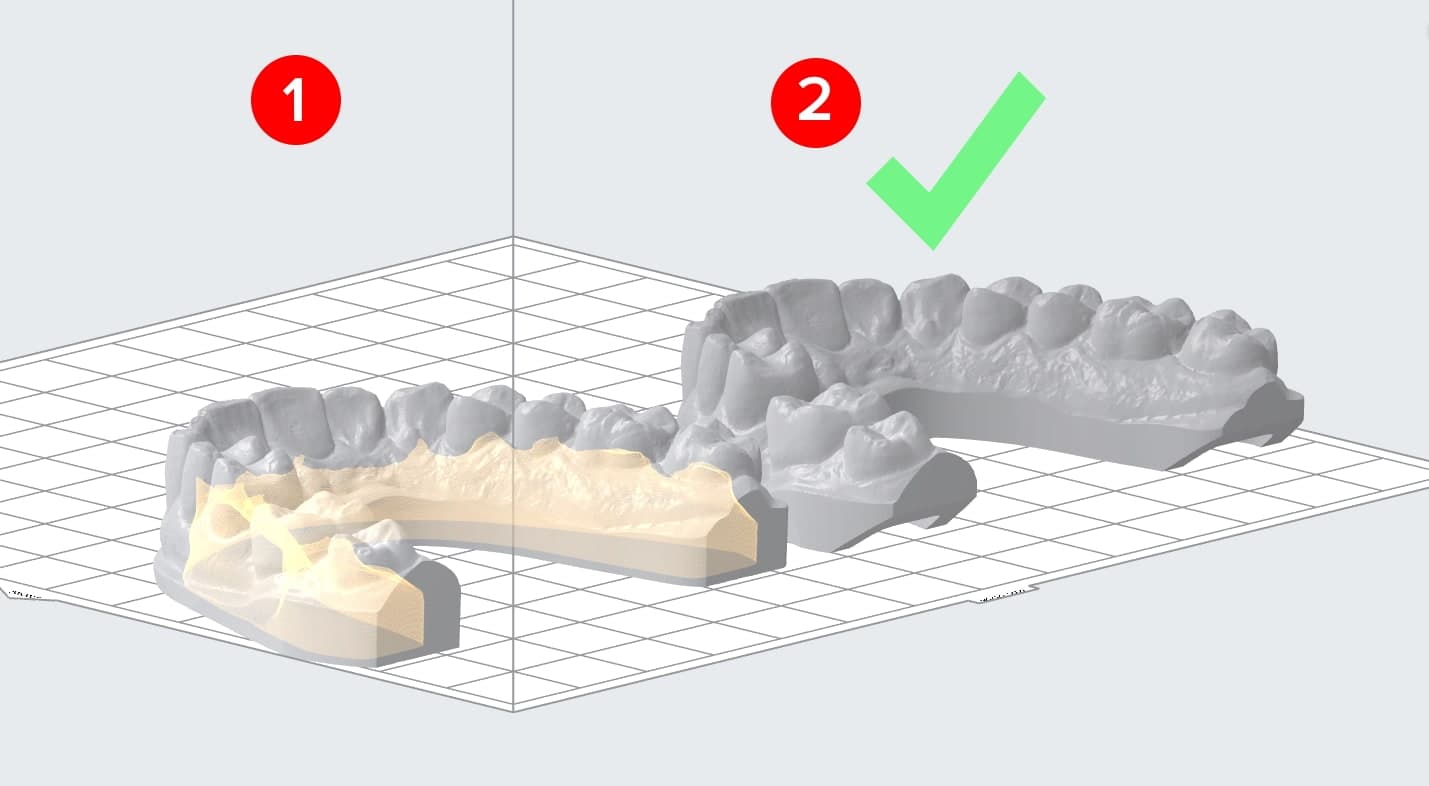
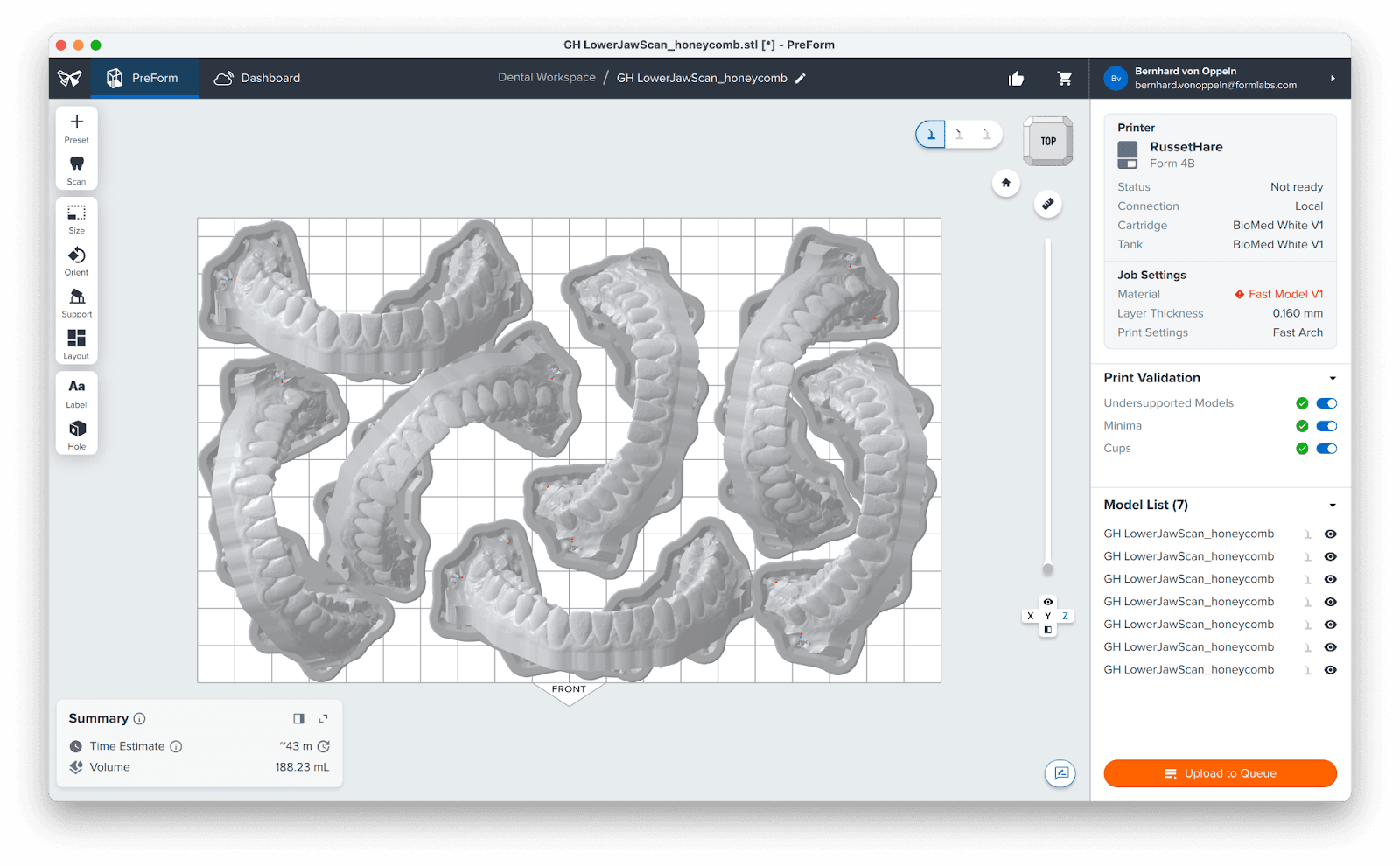
Per velocità, consumo di resina e precisione ottimali, consigliamo di stampare i modelli direttamente sulla piattaforma di stampa. Quando si stampano modelli cavi in piano sulla piattaforma di stampa, è fondamentale aggiungere dei fori di ventilazione per evitare che la resina rimanga intrappolata, creando un effetto ventosa. PreForm identificherà ed evidenzierà ogni effetto ventosa in giallo (1). Assicurati che il modello sia aperto verso l'esterno (2).

Altezza del modello
Per facilitare la rimozione degli apparecchi termoformati, progetta modelli con un'altezza di 15-20 mm. Se il tuo software non permette di controllare l'altezza del modello, puoi controllare l'altezza effettiva della superficie termoformata utilizzando dei pellet durante la termoformatura. Questo approccio risolve il problema dell'allungamento eccessivo del materiale termoformabile attorno a modelli troppo alti, che può rendere gli elettrodomestici più sottili del previsto e difficili da rimuovere.
2.2 Opzionale: preparazione e stampa con Scan to Model (Converti in modello) di Formlabs
Per un semplice modello di retainer, non è necessario un software CAD specializzato. La funzione Scan to Model (Converti in modello) di PreForm Odontoiatria consente di creare un modello direttamente da una scansione intraorale grezza. Questa funzione supporta i formati .STL o .OBJ, comunemente utilizzati dalla maggior parte dei moderni scanner intraorali. Clicca sull'immagine in basso per vedere come.
3. Impostazione del progetto
Nota
Se non conosci il software PreForm, consulta questa playlist sul nostro canale YouTube.
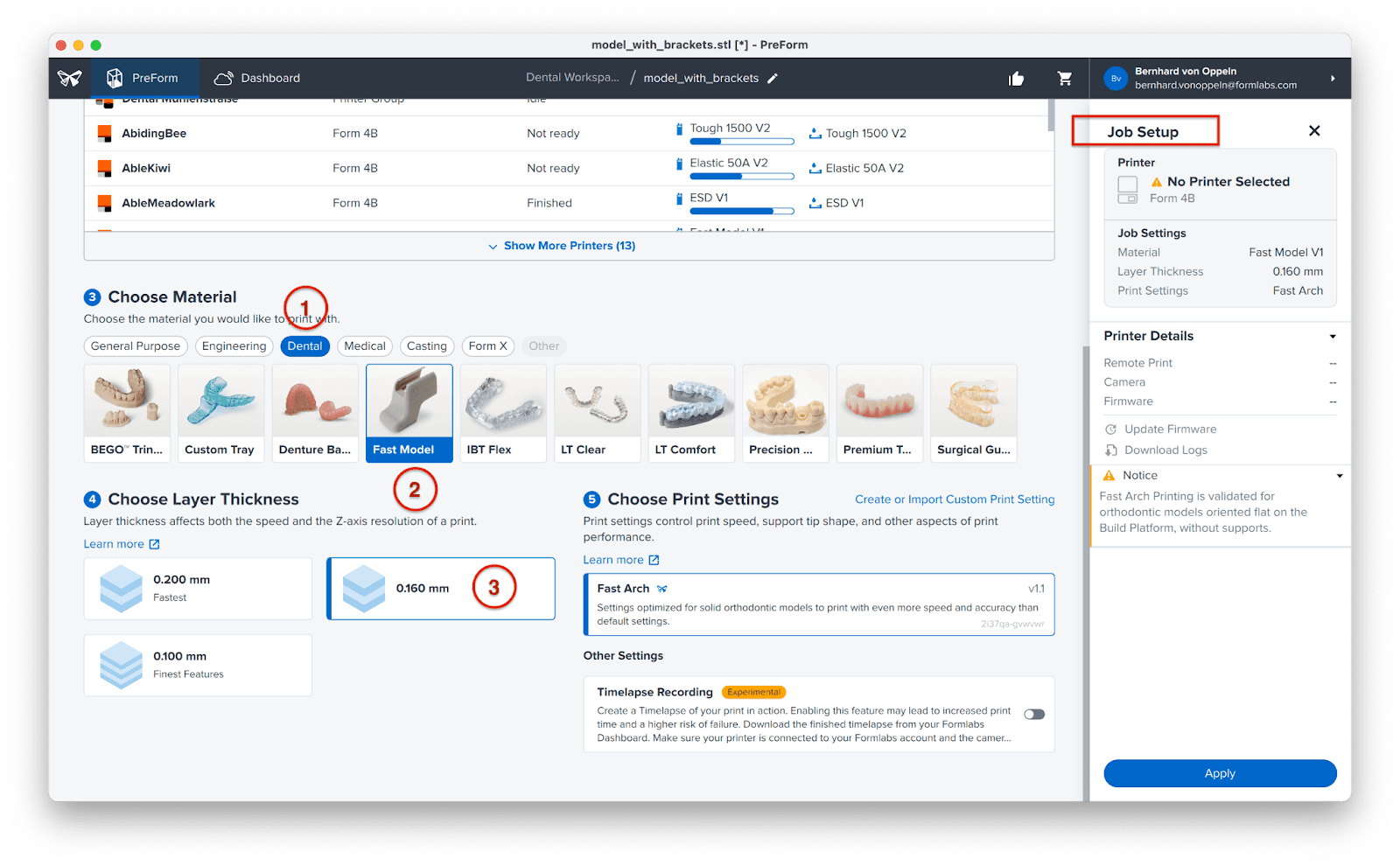
Filtra le opzioni del materiale cliccando su Odontoiatria nelle opzioni di selezione del materiale (1). Si consiglia di utilizzare la Fast Model Resin (2) per la termoformatura dei modelli. Puoi scegliere lo spessore dello strato desiderato per la stampa. Strati più alti consentono tempi di stampa più rapidi. Lo spessore pari a 0,160 mm è un buon compromesso tra velocità e dettaglio ed è stato sviluppato per questo tipo di modello (3). La Fast Model Resin offre anche uno spessore dello strato di 0,1 mm e 0,2 mm. 0,1 mm offre la migliore resa in termini di dettagli, mentre 0,2 mm è la nostra impostazione più veloce.
3.1 Importazione dei file
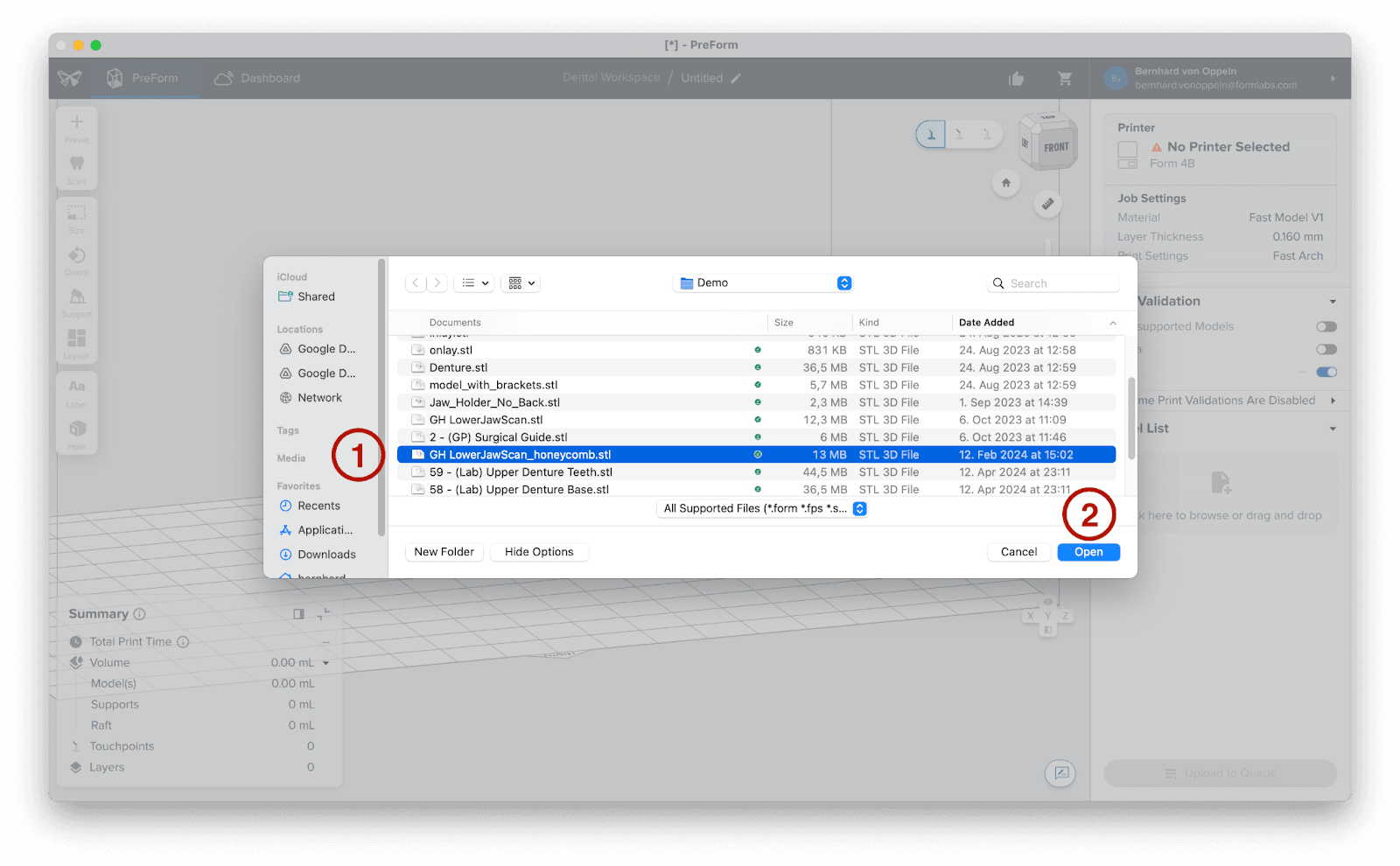
Usa il menu File per posizionare i tuoi modelli (1), quindi clicca su Apri (2). In alternativa, puoi trascinare i file su PreForm.
3.2 Orientamento
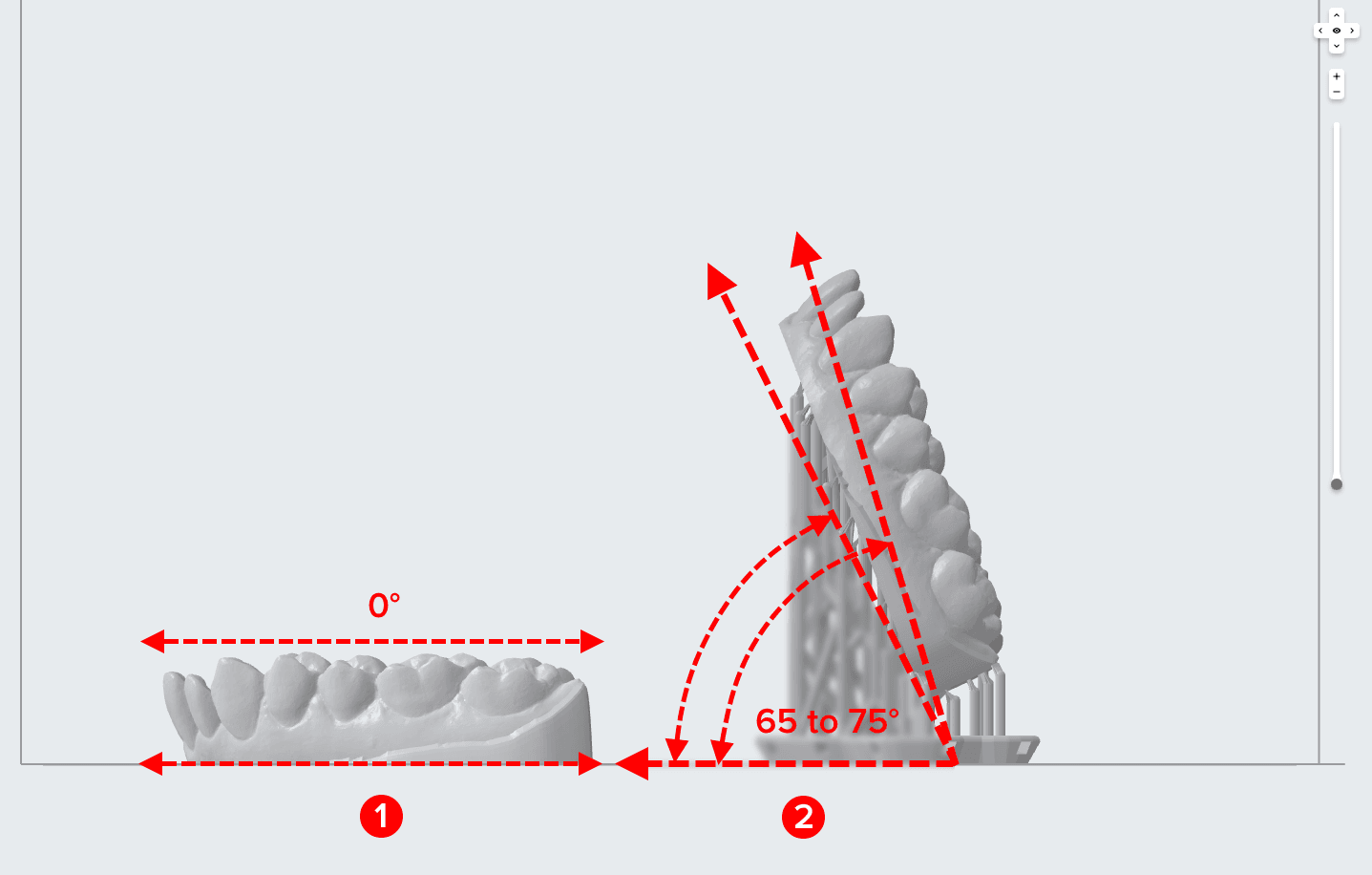
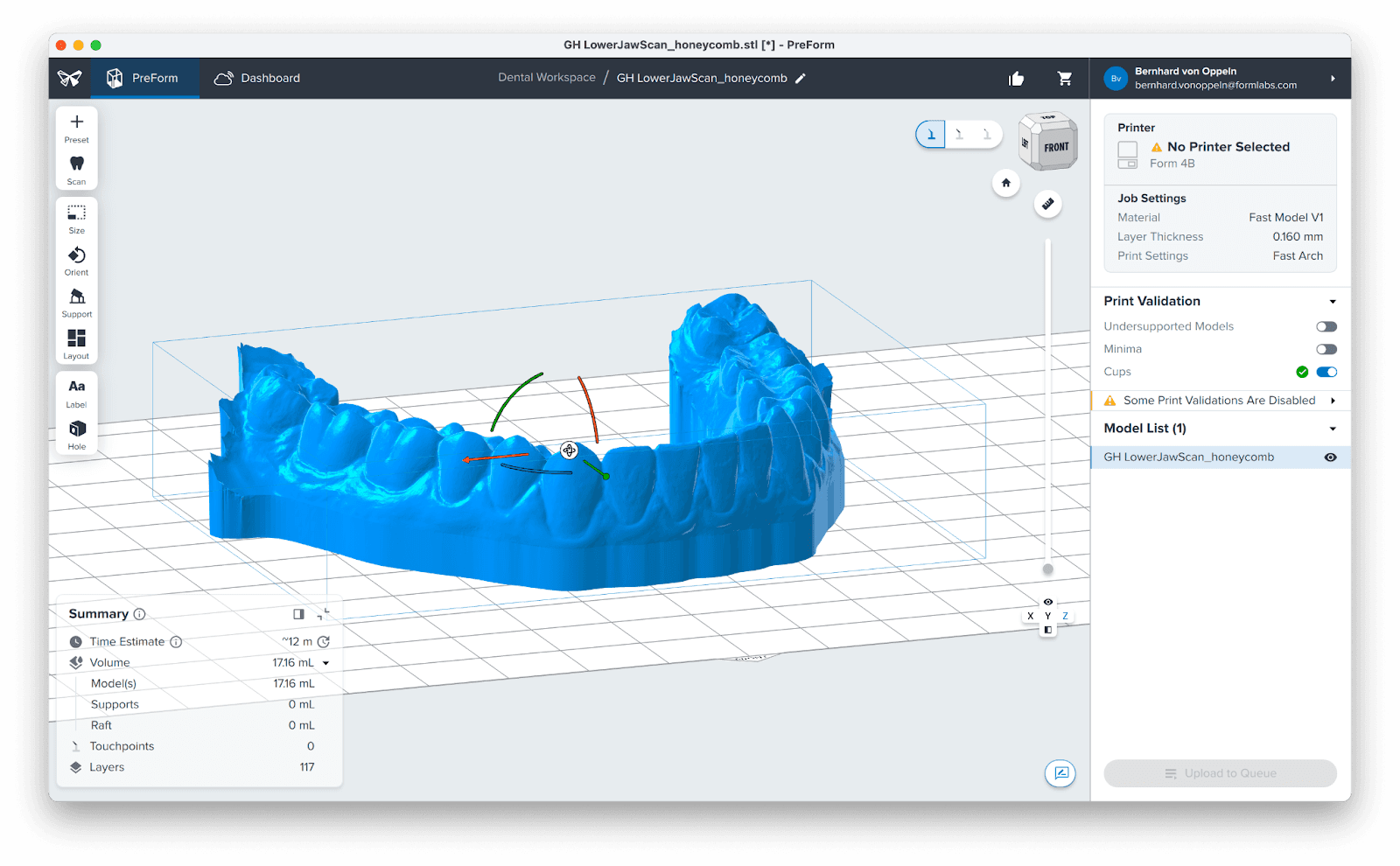
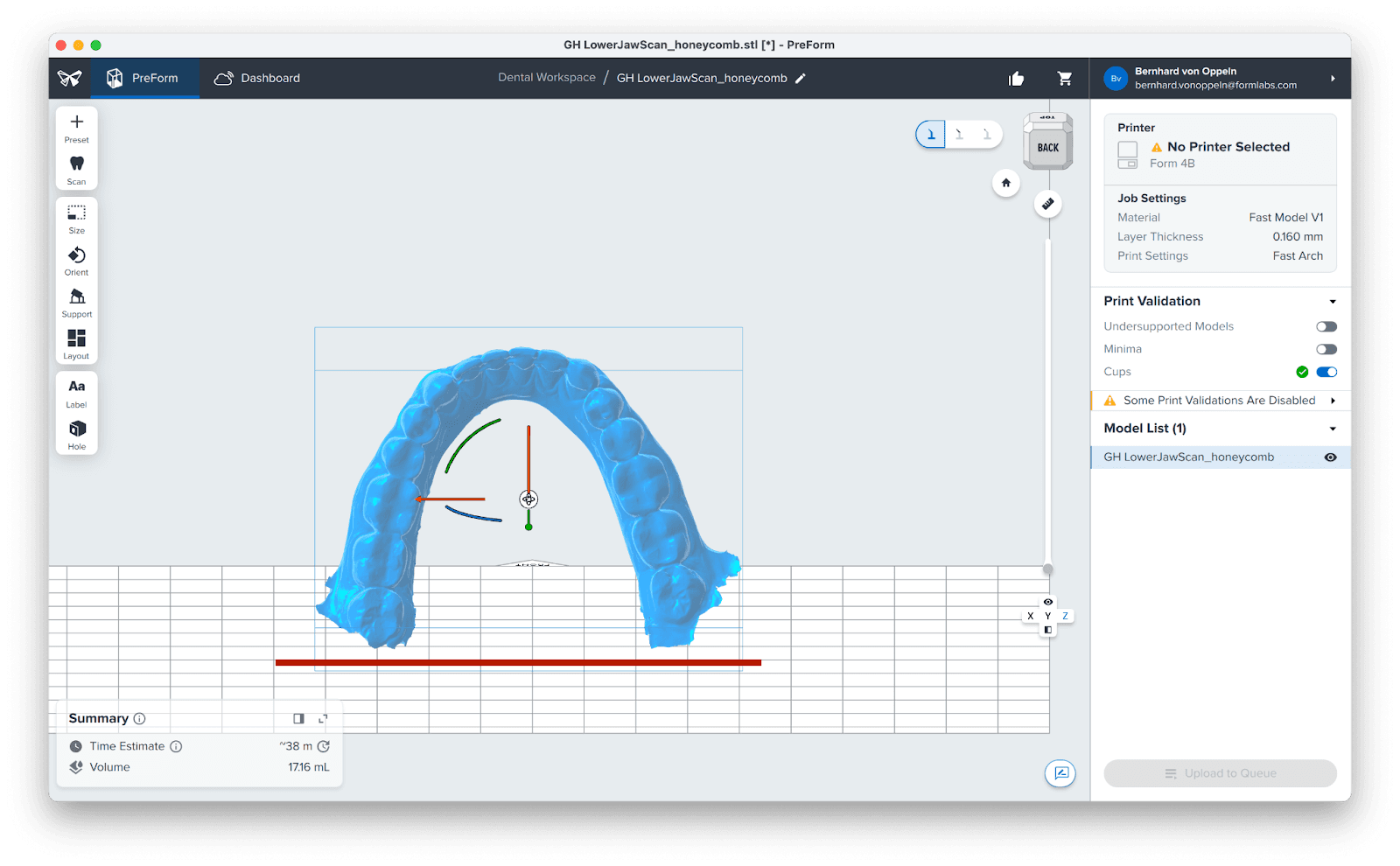
Consigliamo di stampare i modelli ortodontici in questi due modi:
Direttamente sulla piattaforma di stampa (1), per la massima precisione, velocità e un consumo di resina più basso.
In posizione quasi verticale (2), per stampare un numero maggiore di parti nella stessa sessione.
Quando si stampa in verticale, si consiglia un angolo del modello compreso tra 65 e 75 gradi.
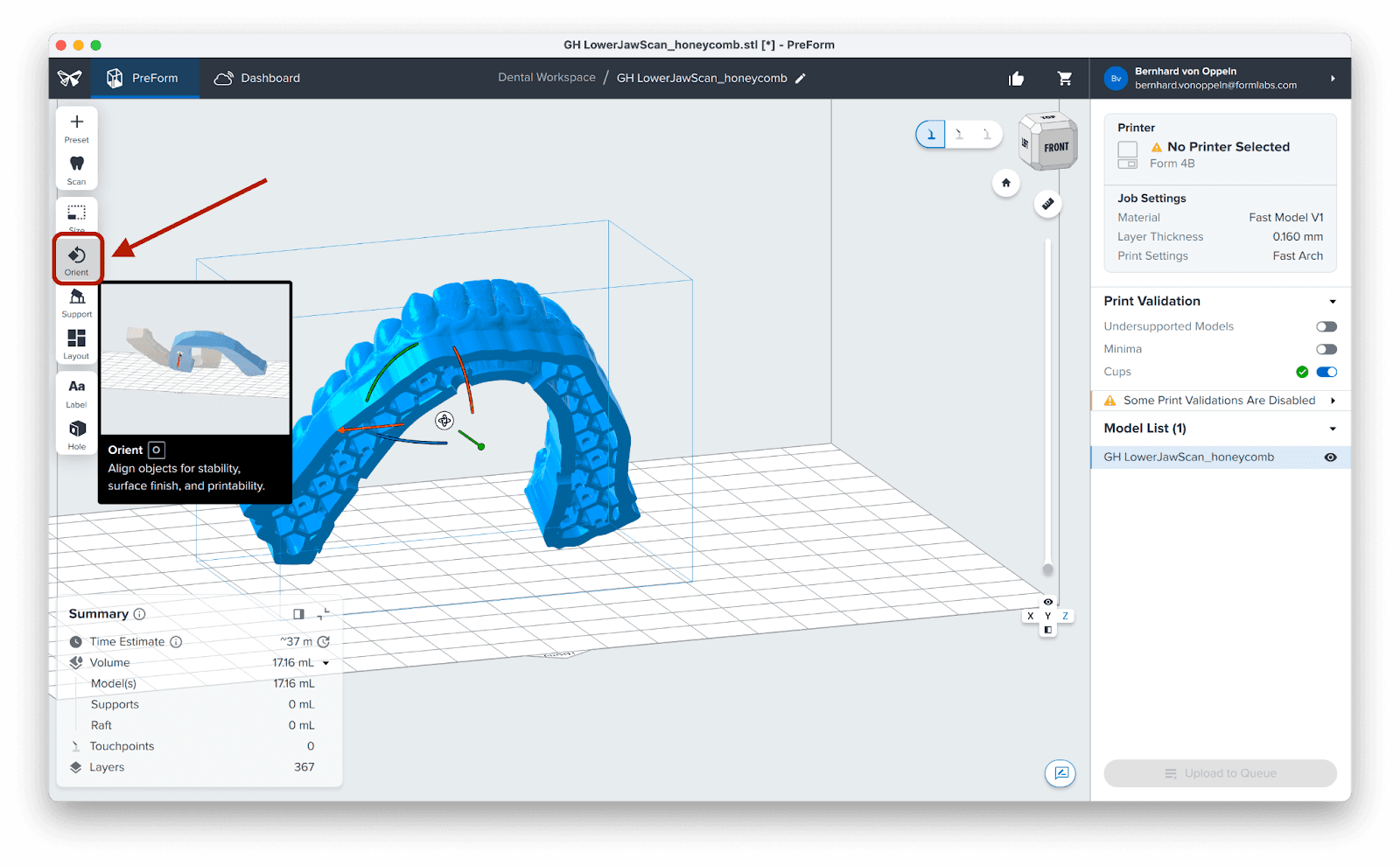
Per posizionare il tuo modello in orizzontale sulla piattaforma di stampa, clicca sull'icona Orient (Orienta).
Poi clicca su Select Base (Seleziona base...).
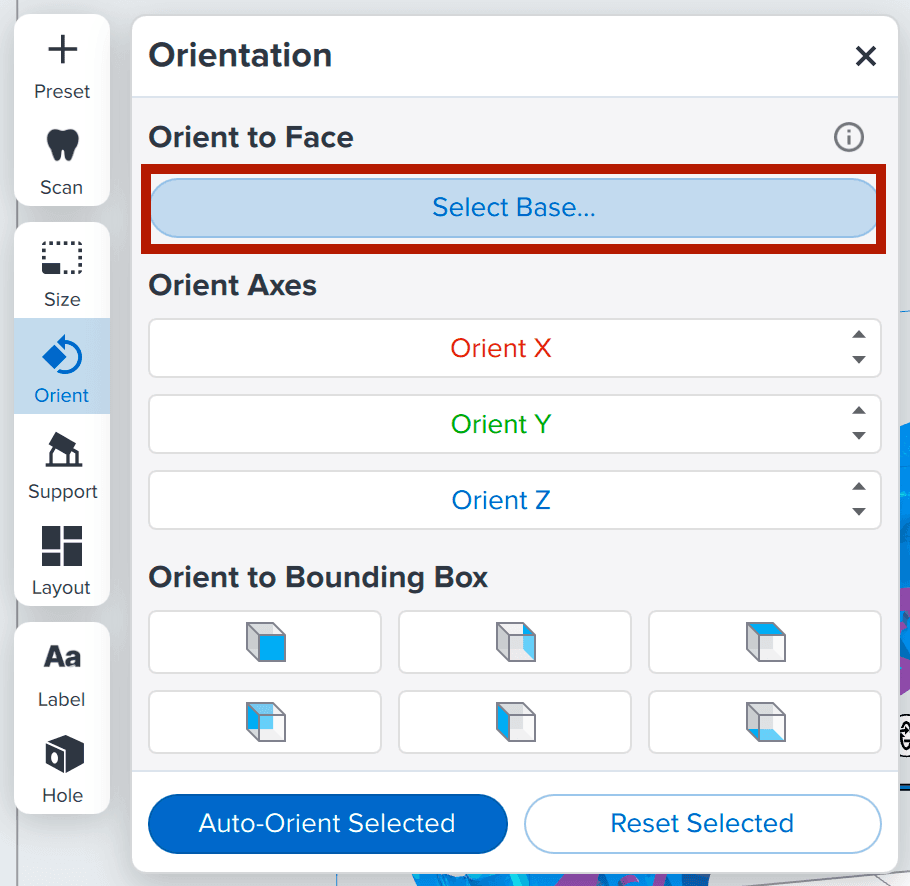
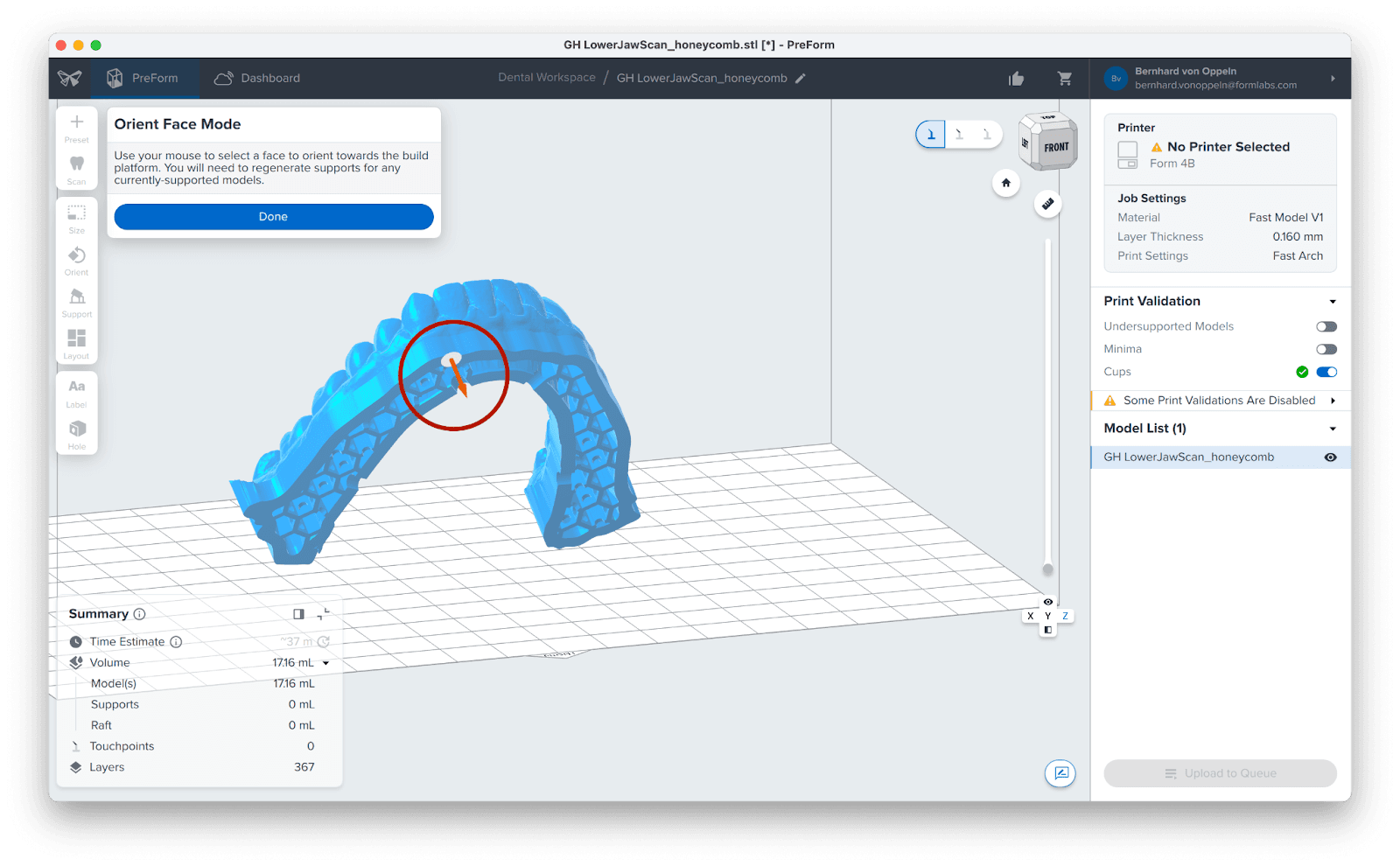
Infine, sposta il cursore del mouse su un'area piana del fondo del modello. Una freccia arancione ti aiuterà a visualizzare un'anteprima dell'orientamento della faccia nella posizione del cursore. Clicca qui e questa faccia del modello si aggancerà alla piattaforma di stampa. Il tuo modello è ora perfettamente posizionato per eseguire la stampa senza supporti.
3.3 Modelli verticali e strutture di supporto
Quando imposti i tuoi modelli per la stampa in posizione verticale, puoi ruotarli e trascinarli in modo che i molari in posizione più arretrata abbiano allineamenti simili. Questo può essere eseguito facilmente utilizzando le sfere di manipolazione per la rotazione del modello selezionato in PreForm. Dai un'occhiata alla playlist sul nostro canale YouTube per scoprire di più su come utilizzare PreForm Odontoiatria.
Per quanto riguarda le arcate dentali con estremità aperte, una buona pratica è quella di orientarle in modo che le estremità libere siano parallele alla piattaforma di stampa.
Successivamente, vai su Assistenza e seleziona Genera automaticamente selezione. Nel caso di più modelli, puoi selezionarli tutti ed elaborarli contemporaneamente.
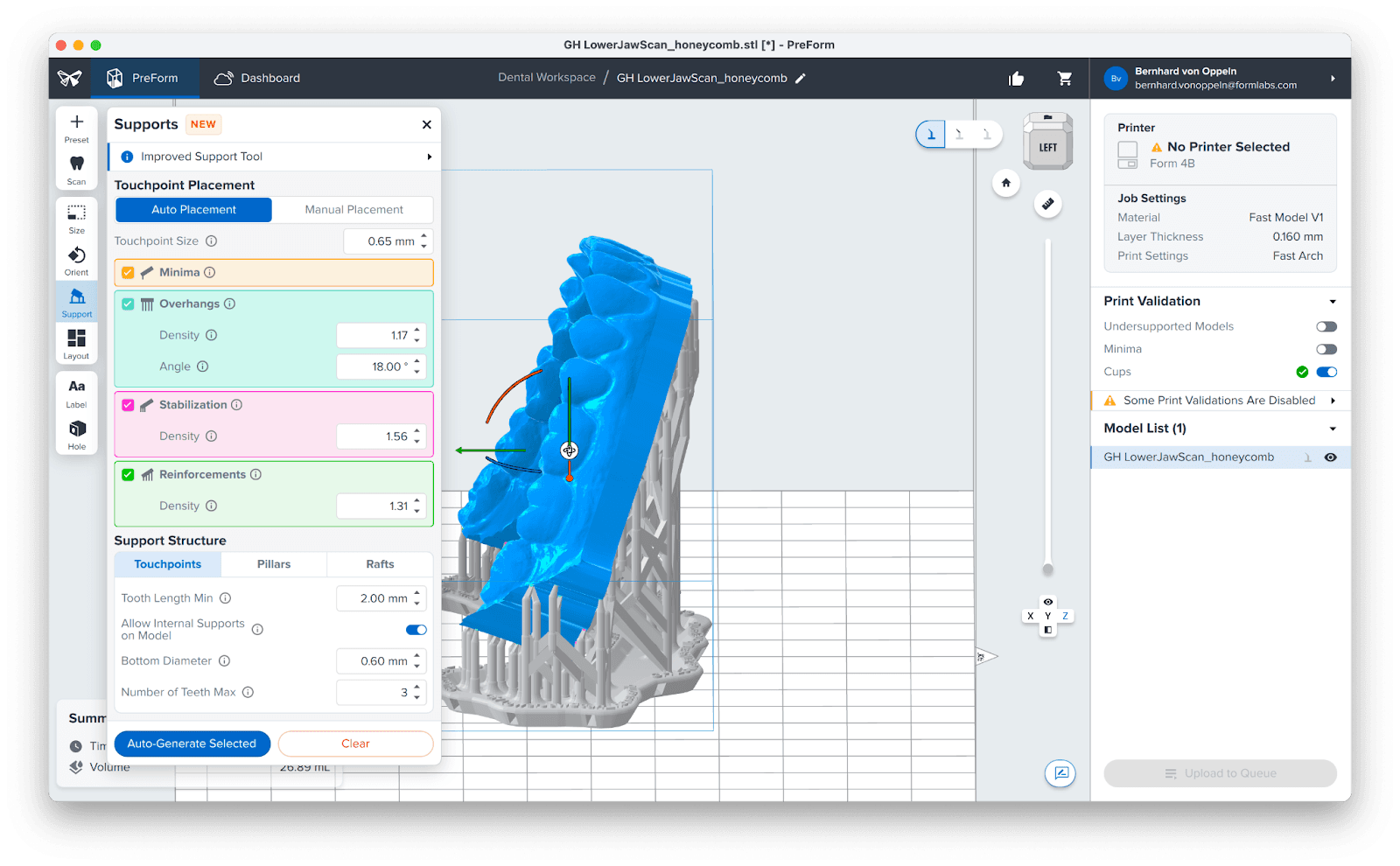
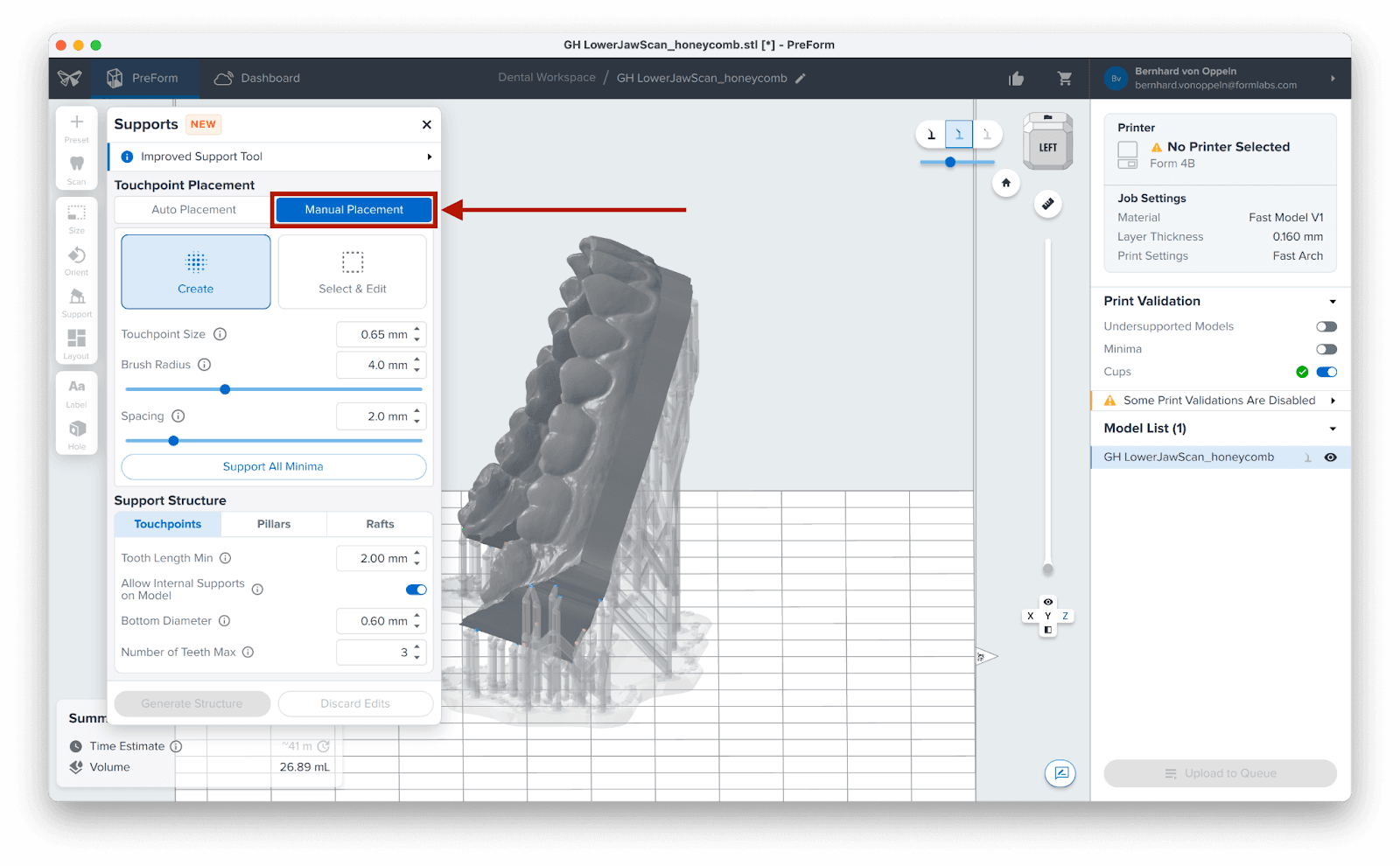
3.4 Modifica manuale dei supporti
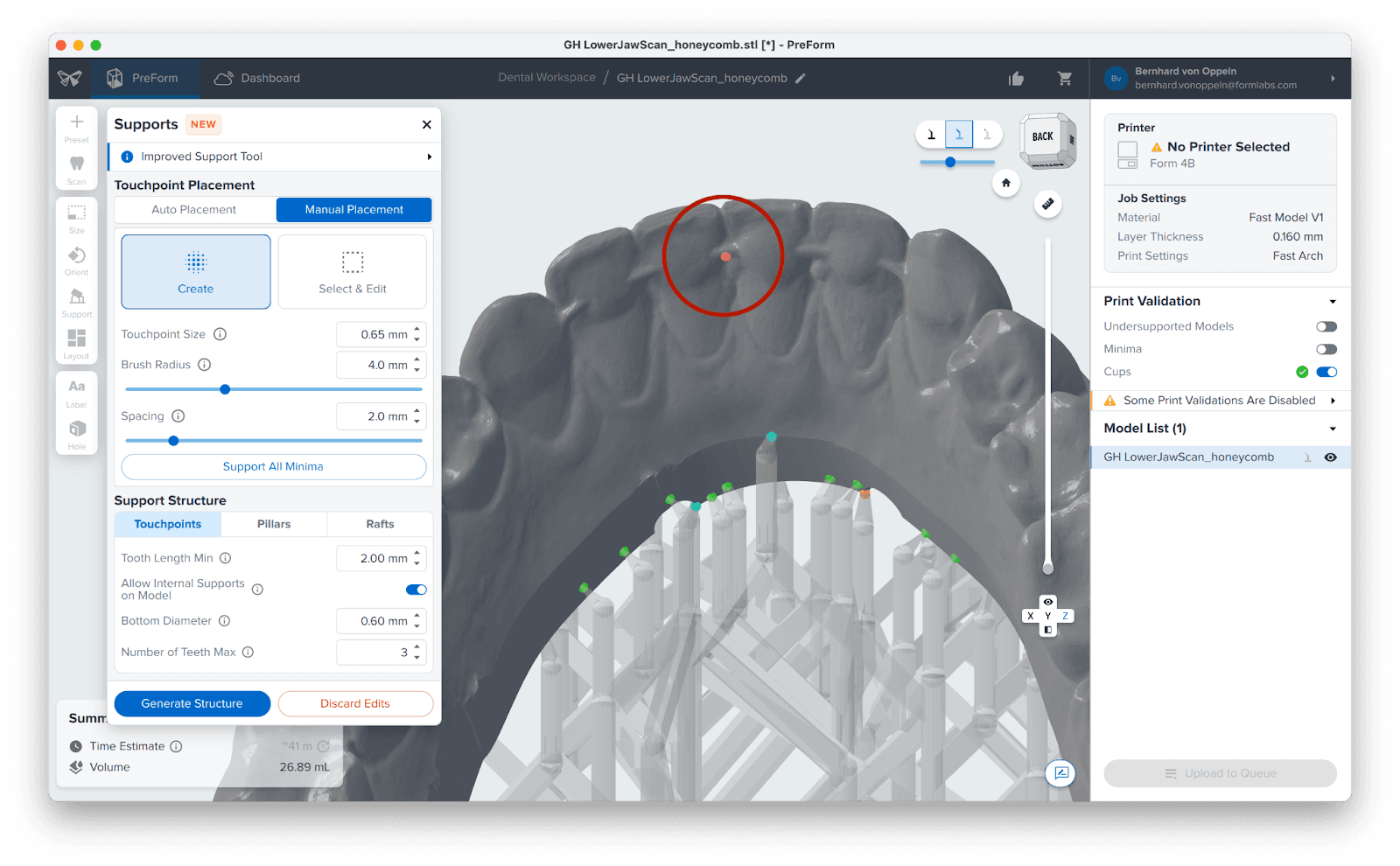
È buona norma controllare che non ci siano supporti fuori posto, ad esempio sulla superficie del dente. Se il punto di contatto di un supporto non dovesse trovarsi in una posizione ideale, puoi modificarla. Puoi accedere a questa opzione cliccando su Posizionamento manuale nel menu Supporti.
Individua eventuali supporti indesiderati che potrebbero influire sull'aderenza dell'allineatore e usa il mouse per rimuoverli.
Nota
La funzione Genera automaticamente selezione calcola automaticamente i supporti per la resina scelta, garantendo stampe accurate. La regolazione manuale di questi supporti può avere un impatto negativo sulla stampabilità, pertanto è necessario eseguire questa operazione con cautela.
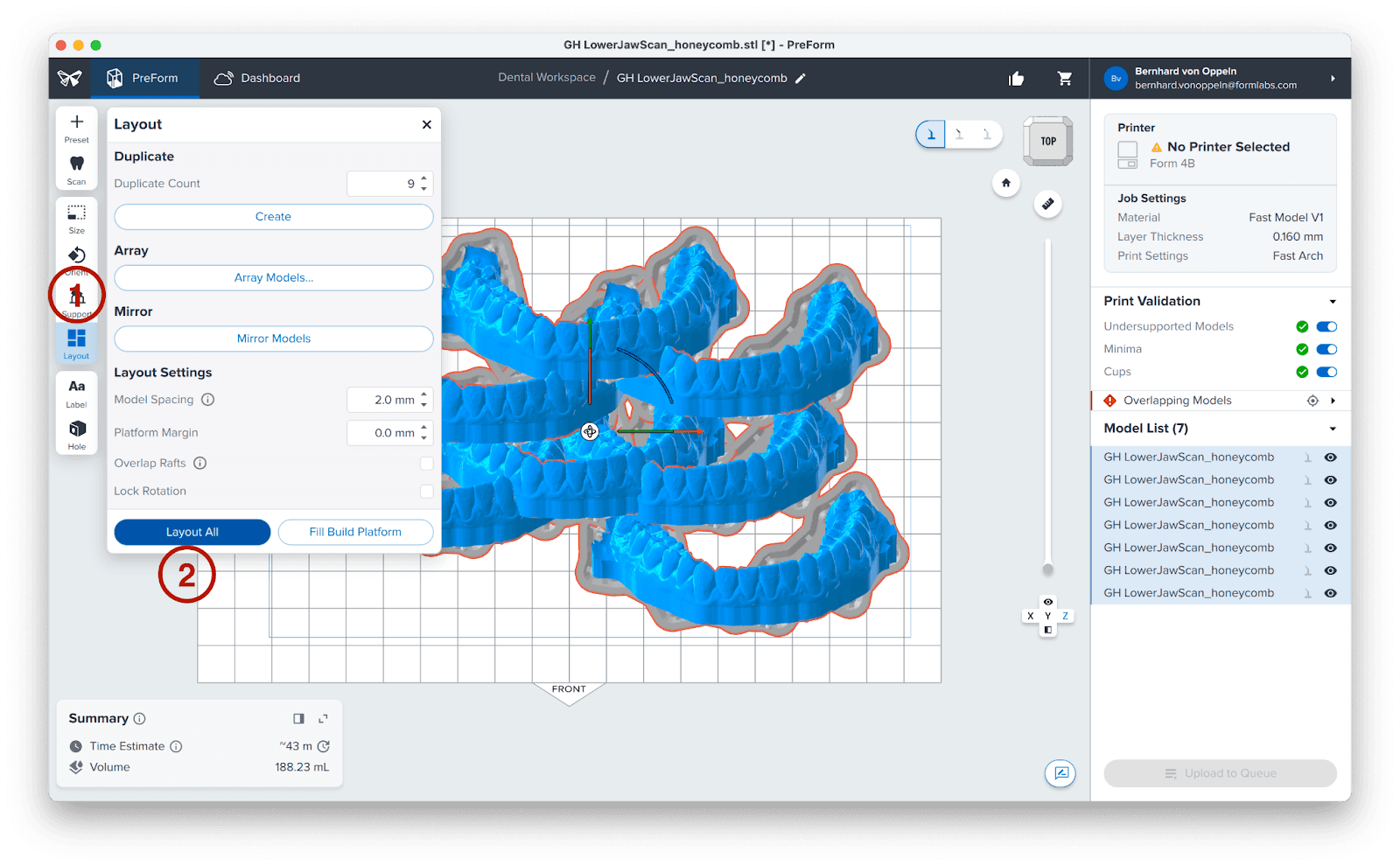
3.5 Layout di stampa
Indipendentemente dal fatto che tu stia stampando con strutture di supporto oppure direttamente sulla piattaforma di stampa, posiziona le parti in modo che non si sovrappongano tra loro. Le parti sovrapposte saranno indicate in rosso. Quando si cerca di impaginare un lavoro di stampa con molti modelli, PreForm ha una potente funzione integrata per automatizzare questo processo.
3.6 Invio del progetto alla stampante
Clicca sul tasto Invia alla stampante o Upload to Queue (Carica nella coda di stampa), a seconda dello stato della tua stampante.
3.7 Avvia la stampa
Agita la cartuccia di resina, quindi inserisci la cartuccia, una piattaforma di stampa e un serbatoio resina compatibile nella stampante 3D Formlabs.
Inizia a stampare selezionando il lavoro di stampa dall'interfaccia touchscreen della stampante.
Segui le istruzioni o le finestre di dialogo che compaiono sullo schermo della stampante.
La stampante completerà la stampa in modo automatico.
4. Post-elaborazione
4.1 Rimozione delle parti
Avvertenza
Usa sempre i guanti in nitrile quando manipoli resina non polimerizzata.
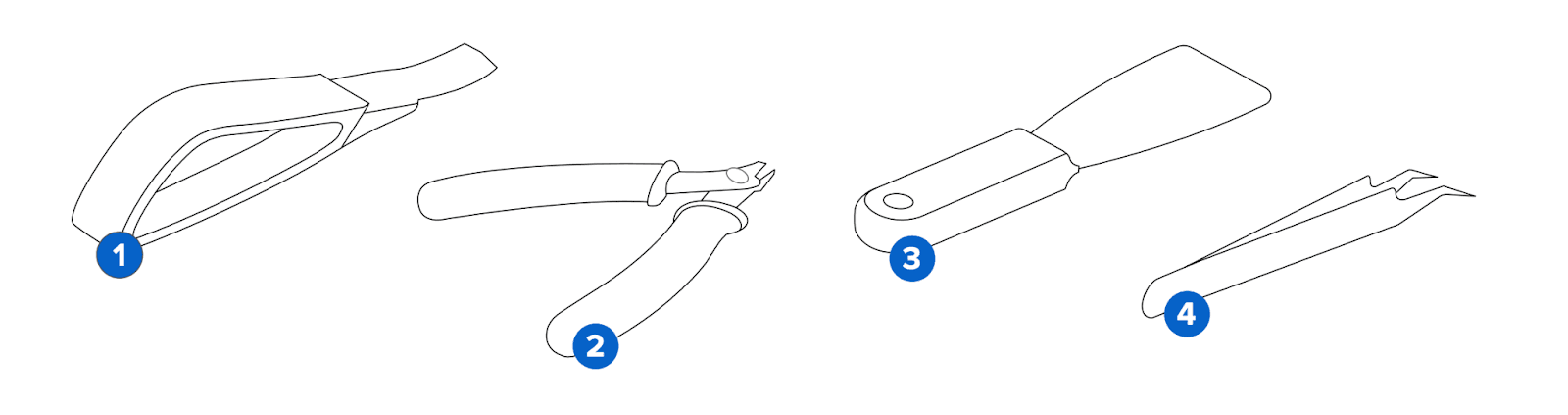
La rimozione delle parti è semplice con una Flex Build Platform o una Build Platform 2: è sufficiente spingere le maniglie per far uscire i modelli. Per le piattaforme di stampa standard, usa una spatola (3) o lo strumento di rimozione (1) del Finish Kit. Questo si applica a tutte le parti, indipendentemente dal fatto che siano stampate in piano o con supporti. Le parti stampate con supporti avranno una base che include una smussatura, che facilita l'accesso degli strumenti sotto la parte.
Per evitare di danneggiare le parti:
Lo strumento deve poter essere posizionato interamente sotto il modello.
Non applicare troppa forza in un'unica area del modello. È necessario lavorare su tutto il perimetro.

4.2 Lavaggio
Avvertenza
Quando usi il solvente per lavare le parti stampate, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una maschera e guanti protettivi. La resina scaduta o non utilizzata deve essere smaltita in conformità con le normative locali.
Posiziona i modelli in una Form Wash riempita con alcool isopropilico. Per maggiori informazioni sui tempi di lavaggio adeguati e sulla purezza dell'alcol richiesta, consulta questo articolo sui tempi di lavaggio delle resine Formlabs.
Per le stampe non biocompatibili come i modelli di termoformatura, puoi usare la Formlabs Resin Washing Solution al posto dell'IPA.
Assicurati che le parti siano completamente sommerse durante il lavaggio.
Lavaggi di durata eccessiva potrebbero influire sulla precisione dimensionale e sulle prestazioni delle parti stampante.
Utilizzo del Finish Kit standard
Formlabs consiglia di utilizzare la Form Wash per ottenere una rimozione dei residui di resina e una finitura superficiale ottimali. In alternativa, se utilizzi il Finish Kit, segui queste istruzioni: lava le parti in due recipienti con alcool isopropilico o con la Formlabs Washing Solution.
4.3 Asciugatura e ispezione
Dopo il lavaggio nell'alcool isopropilico, lascia asciugare le parti all'aria a temperatura ambiente in un'area ben ventilata per circa 30 minuti. Il processo di asciugatura può essere accelerato utilizzando l'aria compressa. Assicurati che tutto l'alcool sia completamente evaporato prima di procedere.
Dopo la stampa e il lavaggio, ispeziona accuratamente le parti per verificare che siano pulite e asciutte. Prima di passare alle fasi successive, accertati che sulla superficie non sia rimasto alcun residuo di alcool, resina liquida in eccesso o frammenti. Se dopo l'asciugatura sono ancora presenti residui di resina non polimerizzata, usa la bottiglia contagocce o sommergi le parti in alcool isopropilico pulito per circa un minuto. Poi asciuga nuovamente le parti come descritto in precedenza.
4.4 Polimerizzazione post-stampa
Dopo il lavaggio e l'asciugatura, posiziona i modelli nella Form Cure. Seleziona l'impostazione predefinita sulla Form Cure per il tempo di polimerizzazione e la temperatura corretti e avvia il processo di polimerizzazione.
4.5 Rimozione dei supporti (opzionale)
Le stampanti SLA di Formlabs producono parti con strutture di supporto che hanno punti di contatto minimi, consentendo una facile rimozione dei supporti semplicemente staccandoli.
Sebbene da un lato strappare i supporti possa essere più veloce, dall'altro può danneggiare il modello o lasciare delle cavità. Consigliamo di tagliare i supporti uno a uno quando sono collegati a parti anatomiche importanti.

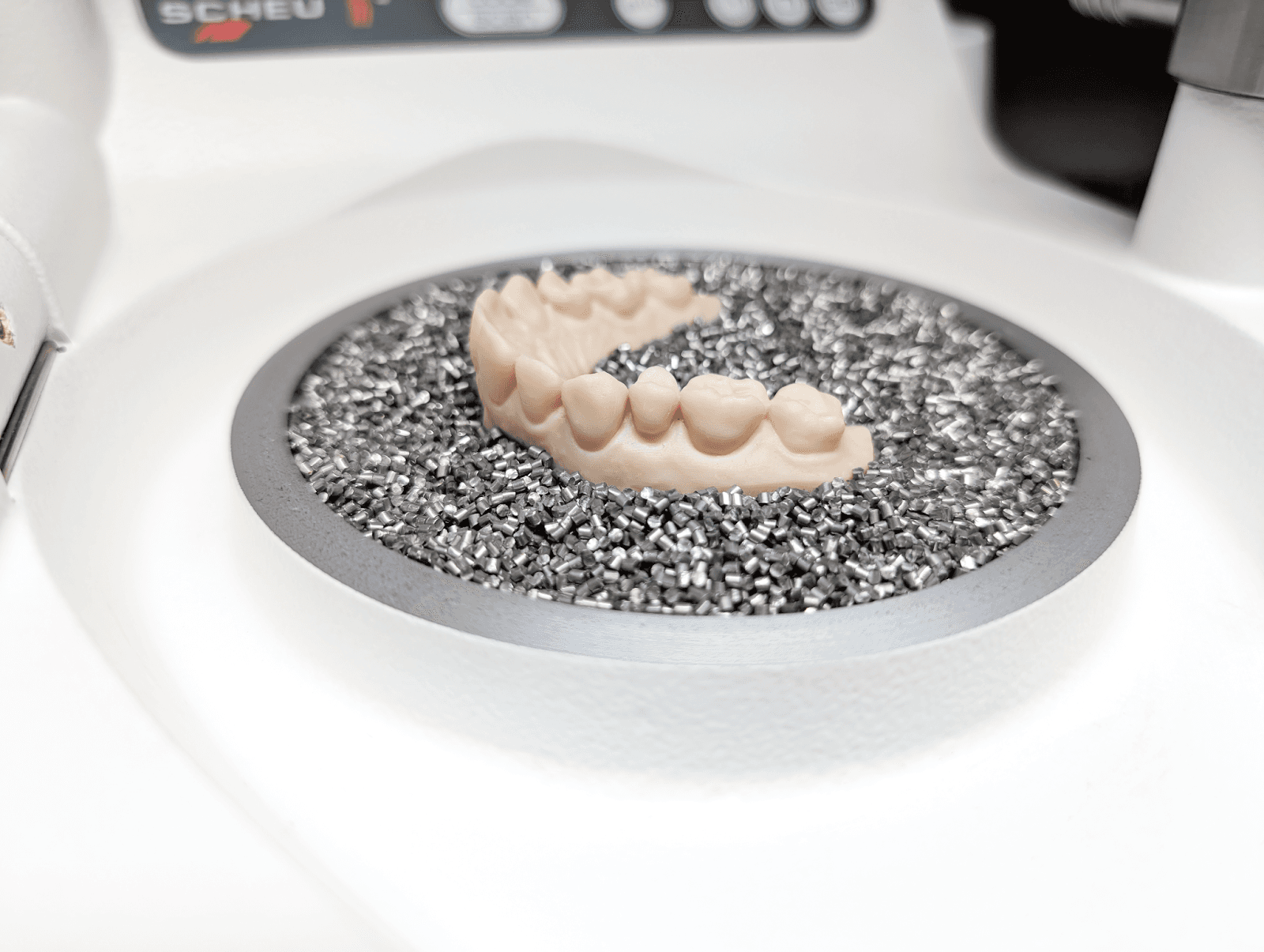
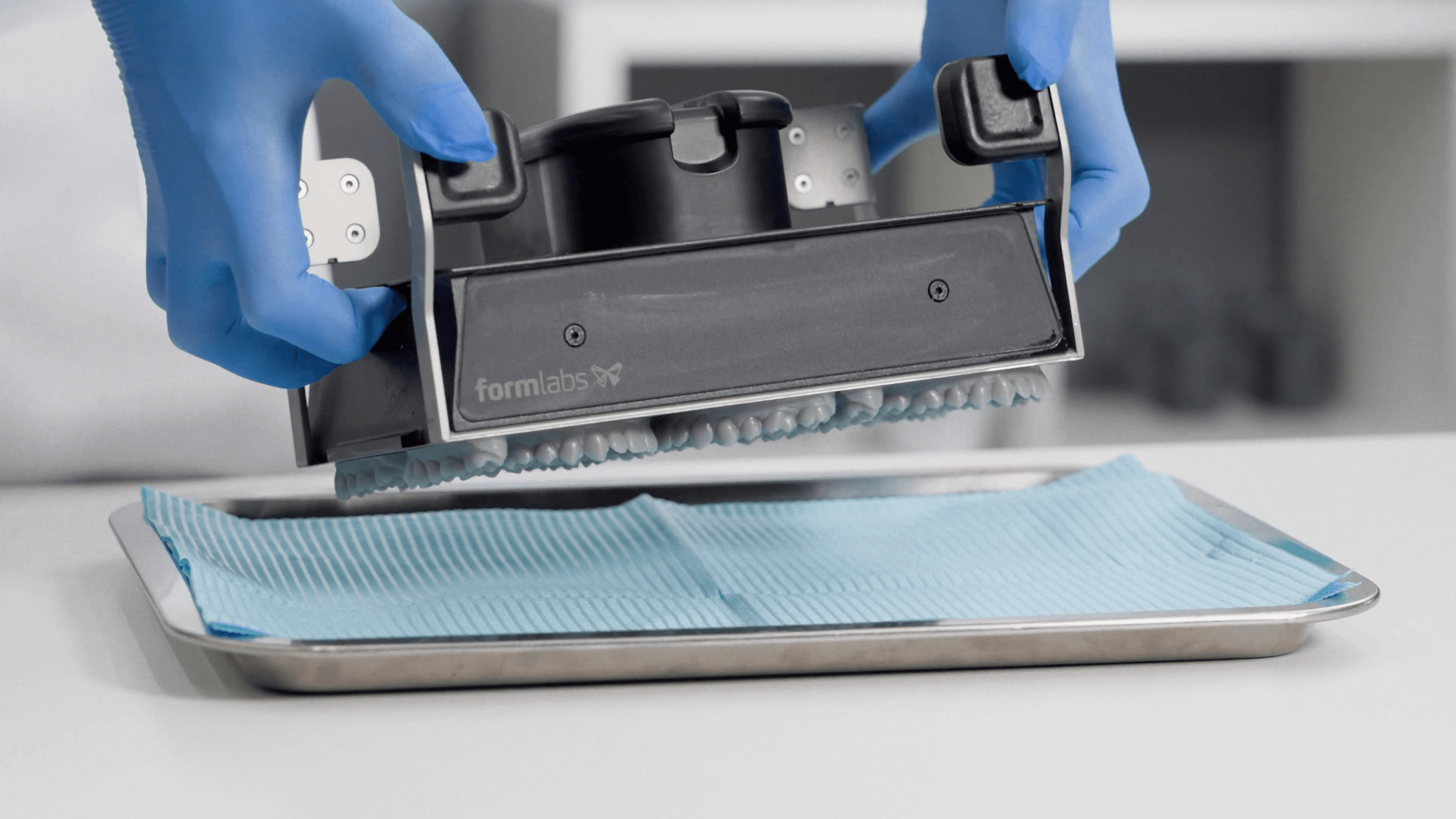
5. Termoformatura
Per creare l'apparecchio, inserisci il modello in una macchina termoformatrice dentale. Inizia a utilizzare le impostazioni consigliate per il tuo apparecchio e il tuo materiale.
5.1 Formatrici sottovuoto e a pressione
Durante il processo di termoformatura, un foglio di plastica viene riscaldato fino a raggiungere una temperatura malleabile, in genere intorno ai 220 °C. Viene poi sigillato sottovuoto o stampato a pressione su un modello. Gli apparecchi per la termoformatura dentale funzionano in due modalità: formatura sottovuoto o a pressione. Entrambi i metodi sono efficaci, ma gli apparecchi a pressione offrono maggiore potenza e affidabilità. Questi apparecchi richiedono l'accesso ad aria compressa pulita.
Nota
Evita di utilizzare fogli per la termoformatura di spessore superiore a 1,5 mm a causa dell'elevata temperatura di esercizio richiesta. I fogli più spessi richiedono più tempo per raffreddarsi sul modello, il che potrebbe causare danni o deformazioni del modello.

5.2 Buone pratiche di termoformatura
5.2.1 Prevenzione dell'adesione
I modelli che non sono completamente lavati e polimerizzati dopo la stampa possono aderire al materiale di termoformatura.
La resina che non è stata lavata apparirà lucida e appiccicosa. Se noti qualche zona lucida, lava di nuovo la parte per un minuto.

5.2.2 Altezza del modello per la termoformatura
A seconda del ciclo di riscaldamento, dello spessore e della marca del materiale i risultati possono variare.
I modelli più alti producono apparecchi più sottili (1).
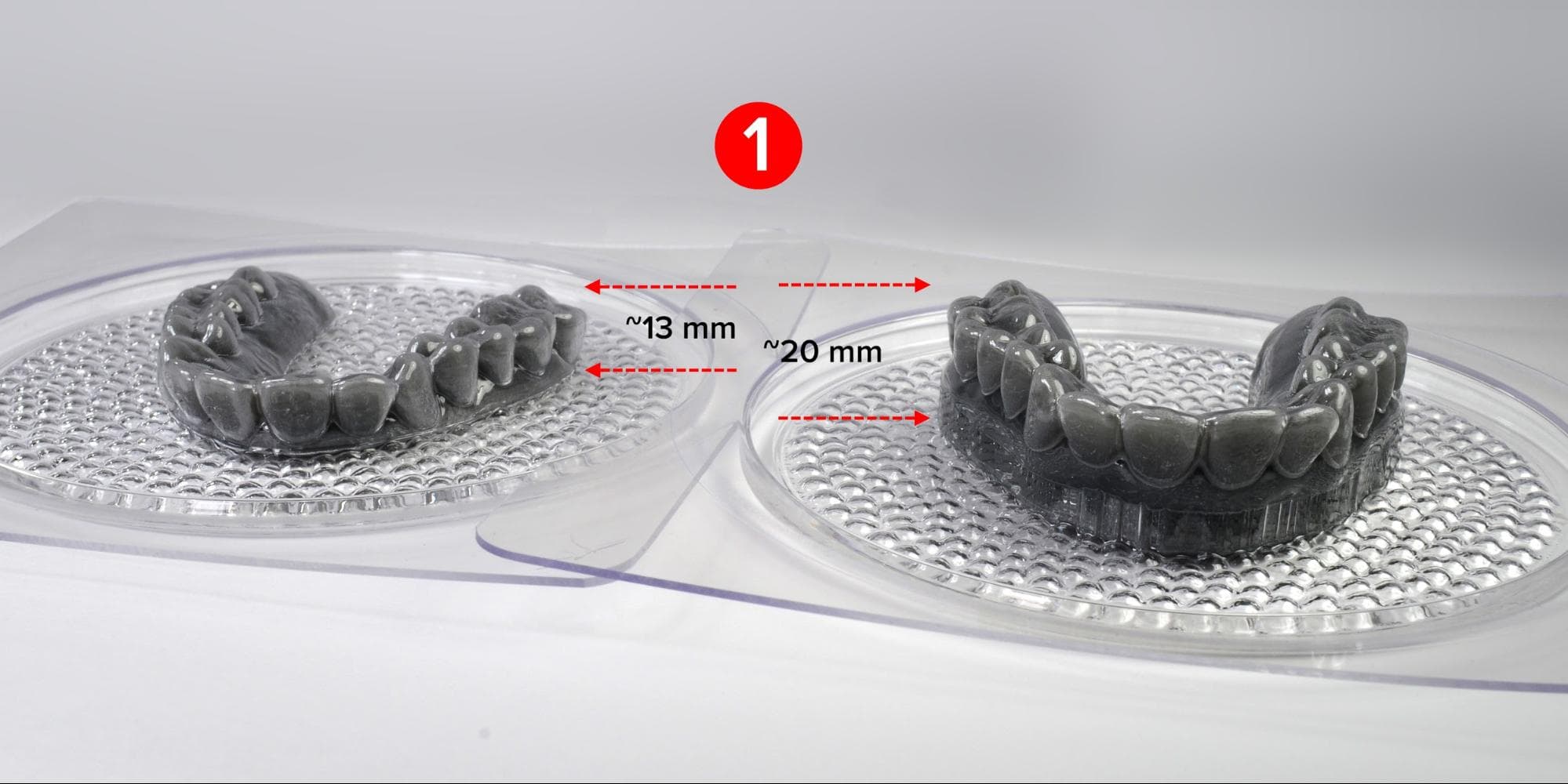
Abbiamo notato che i materiali per la formatura a pressione di 1 mm di spessore hanno prodotto apparecchi spessi ~ 0,7 mm (2).

Per mantenere uniforme la termoformatura, puoi utilizzare output CAD controllati (altezza del modello e block-out) oppure utilizzare pellet o perline per ottenere altezze uguali durante il processo. Vedi la sezione sull'Altezza del modello.
6. Taglio e finitura
A seconda dello spessore del materiale usato e del metodo che si preferisce, le tecniche per tagliare e rifinire l'apparecchio variano. Sperimenta per individuare il metodo più adatto per te e per le altre persone che svolgono questo lavoro.
L'obiettivo è quello di essere veloci e di produrre apparecchi con bordi puliti che soddisfino le tue aspettative.
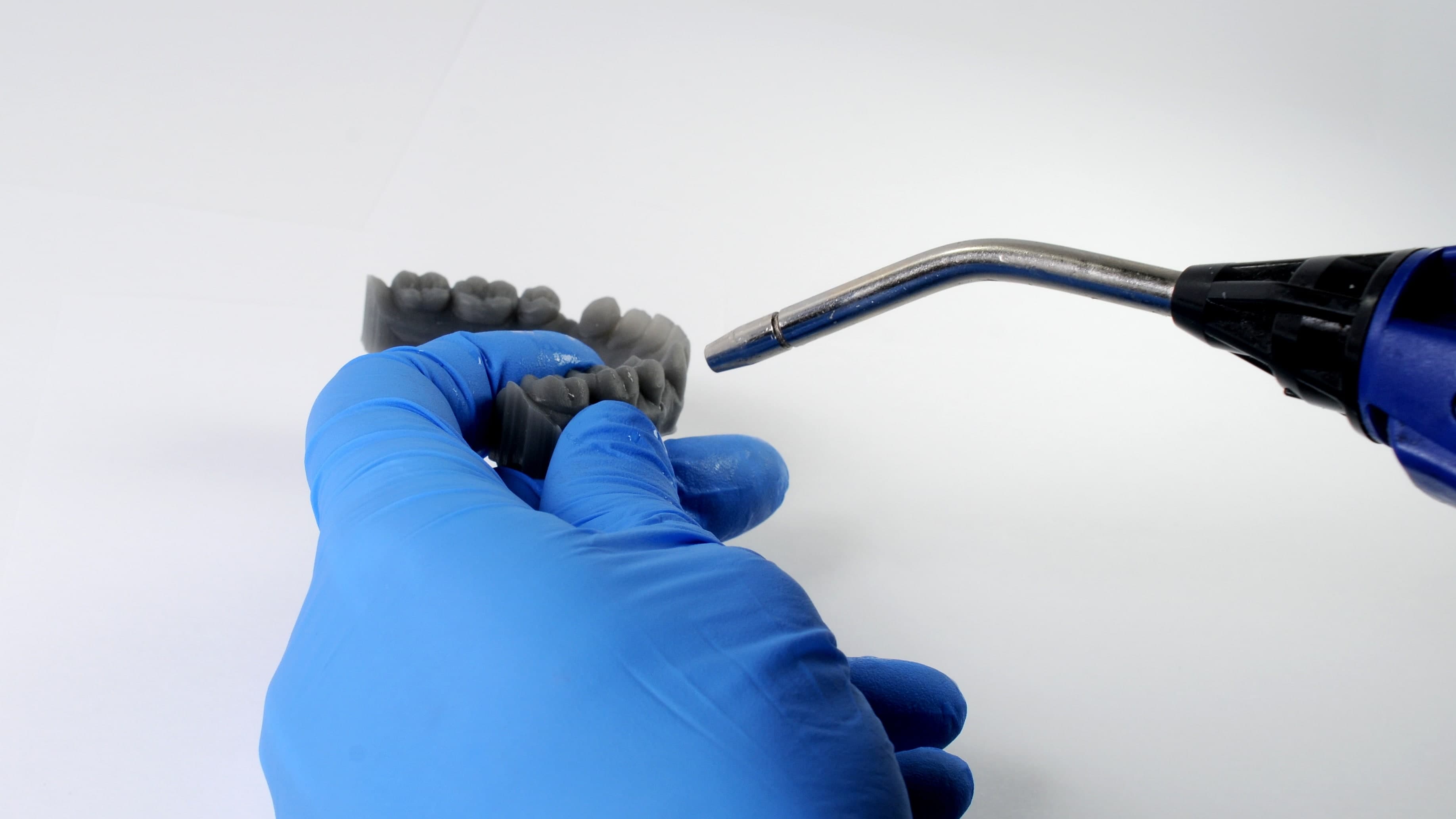
6.1 Intaglio

Per finalizzare la forma dell'apparecchio, puoi tagliare il suo contorno direttamente sul modello o tagliare il materiale in eccesso vicino al contorno desiderato prima di rimuovere il foglio dal modello. Dischi di taglio, frese triangolari in carburo (vedi in basso) o forbici robuste sono strumenti adatti.
A titolo di riferimento, una fresa triangolare è ideale per tagliare fogli in termoplastica senza calore.
Nota
Quando usi strumenti rotanti, fai attenzione al materiale termoplastico: regola la pressione e la velocità di rotazione per evitare un accumulo eccessivo di calore.
6.2 Rifilatura
Rifinisci la sagoma finale del tuo apparecchio. Usa strumenti rotanti o forbici specializzate. Ti consigliamo di utilizzare delle forbici per fogli specializzate per garantire l'efficienza e ridurre la quantità di pulizia necessaria per il taglio dei bordi. Queste forbici sono dotate di micro dentellature che garantiscono un maggiore controllo e impediscono lo scivolamento.

Un esempio di forbice per fogli con micro dentellature.

6.3 Taglio automatizzato CNC o laser
A seconda del risultato desiderato e della complessità del caso, il numero di fasi di allineamento per paziente può essere notevole. La finitura superficiale di questi apparecchi, come descritto in precedenza, richiede molta manodopera e comporta un aumento dei tempi e dei costi. In risposta, il settore odontoiatrico ha introdotto workflow di intaglio altamente automatizzati, utilizzando frese CNC e laser. Se miri a un rendimento elevato e i costi in termini di tempo e manodopera sono un fattore importante, investire in queste macchine specializzate potrebbe essere vantaggioso.
6.4 Finitura superficiale e controllo qualità
Effettua un controllo di qualità e di aderenza del modello. Assicurati che il modello aderisca perfettamente alla dentatura e che non ci siano deformazioni causate dal calore durante il processo di intaglio.
L'apparecchio deve essere disinfettato e imballato in modo sicuro per la consegna.

7. Smaltimento
1. La resina polimerizzata non è pericolosa e può essere smaltita come un rifiuto comune.
2. La resina liquida deve essere smaltita in conformità ai regolamenti governativi (comunitari, regionali e nazionali). Smaltisci come prodotto non utilizzato.
8. Compatibilità tra stampante 3D e resine Formlabs
I modelli stampati in 3D per la termoformatura di apparecchi trasparenti possono essere stampati con le seguenti stampanti SLA e materiali Formlabs.
|
Stampante |
Resina |
|
Form 4B Form 4BL |
|
|
Form 3BL Form 2 |
Risorse addizionali
Esplora le risorse di Formlabs per l'odontoiatria per scoprire guide approfondite, tutorial dettagliati, whitepaper, webinar e molto altro.
L'odontoiatria, resa più semplice
La Form 4B è una stampante 3D odontoiatrica che permette di realizzare parti in modo estremamente rapido attingendo da un vastissimo catalogo di materiali per applicazioni odontoiatriche e ortodontiche. Sfrutta i workflow semplici e la straordinaria affidabilità dell'ecosistema Form 4B per creare modelli dentali e apparecchi biocompatibili di alta qualità.
