ACHTUNG:
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.

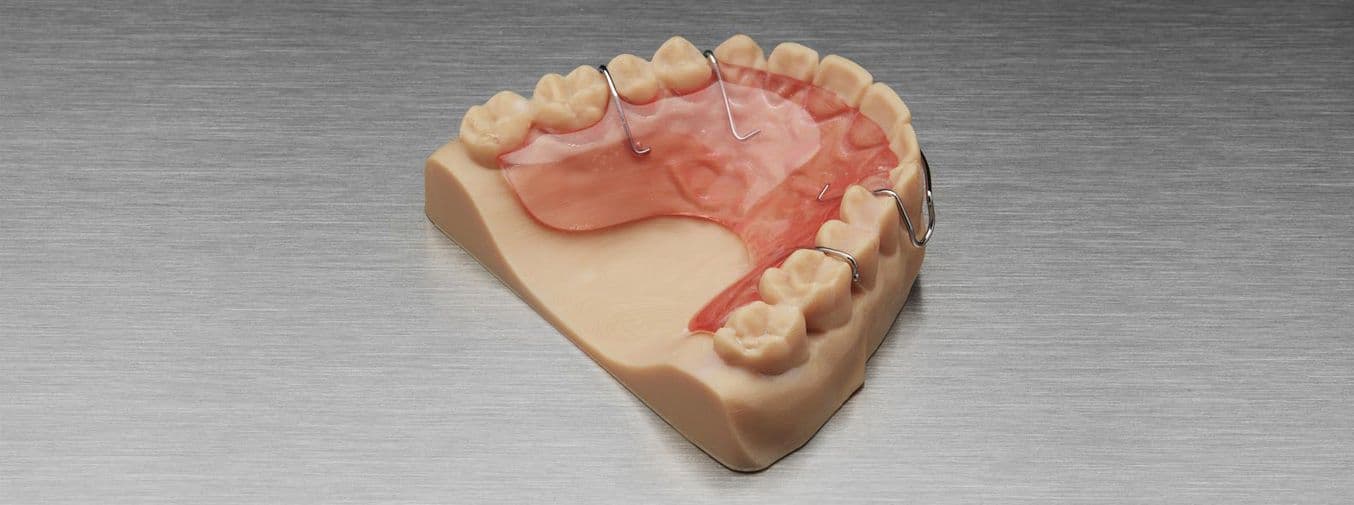
Kieferorthopädische Anwendungen aus PMMA, wie Hawley-Retainer, Schwarz-, Sagittal- und Fingerfederanwendungen, werden in Handarbeit hergestellt. Diese Anwendungen basieren auf einem Modell und werden in der Regel mit der Kunststoff-Streutechnik erstellt. Bei diesem Verfahren wird nacheinander PMMA-Pulver und flüssiges Monomer auf das Modell aufgetragen, um eine Platte zu erstellen. Diese Platte ist an die Patientenanatomie angepasst und enthält aktive oder passive Drahtkomponenten oder Schrauben. Eine der größten Herausforderungen bei dieser Herstellungsmethode besteht darin, zu verhindern, dass die PMMA-Platte mit dem 3D-gedruckten Modell verklebt.
Kieferorthopädische Anwendungen aus PMMA, wie Hawley-Retainer, Schwarz-, Sagittal- und Fingerfederanwendungen, werden in Handarbeit hergestellt. Diese Anwendungen basieren auf einem Modell und werden in der Regel mit der Kunststoff-Streutechnik erstellt. Bei diesem Verfahren wird nacheinander PMMA-Pulver und flüssiges Monomer auf das Modell aufgetragen, um eine Platte zu erstellen. Diese Platte ist an die Patientenanatomie angepasst und enthält aktive oder passive Drahtkomponenten oder Schrauben. Eine der größten Herausforderungen bei dieser Herstellungsmethode besteht darin, zu verhindern, dass die PMMA-Platte mit dem 3D-gedruckten Modell verklebt.
1. Grundausstattung
1.1 Erforderliche Hardware und Materialien
1.1.1 Von Formlabs hergestellt
Formlabs-SLA-3D-Drucker mit kompatiblem Harztank und Konstruktionsplattform
Fast Model Resin, Precision Model Resin, White Resin oder Grey Resin
Software PreForm Dental (kostenlos)
Form Wash, Form Wash L oder Finish Kit
Form Cure oder Form Cure L
1.1.2 Produkte von Drittanbietern
Dentales Trennmedium
Kieferorthopädische Drähte und eingebettete Schrauben
PMMA-Polymerpulver und -monomer
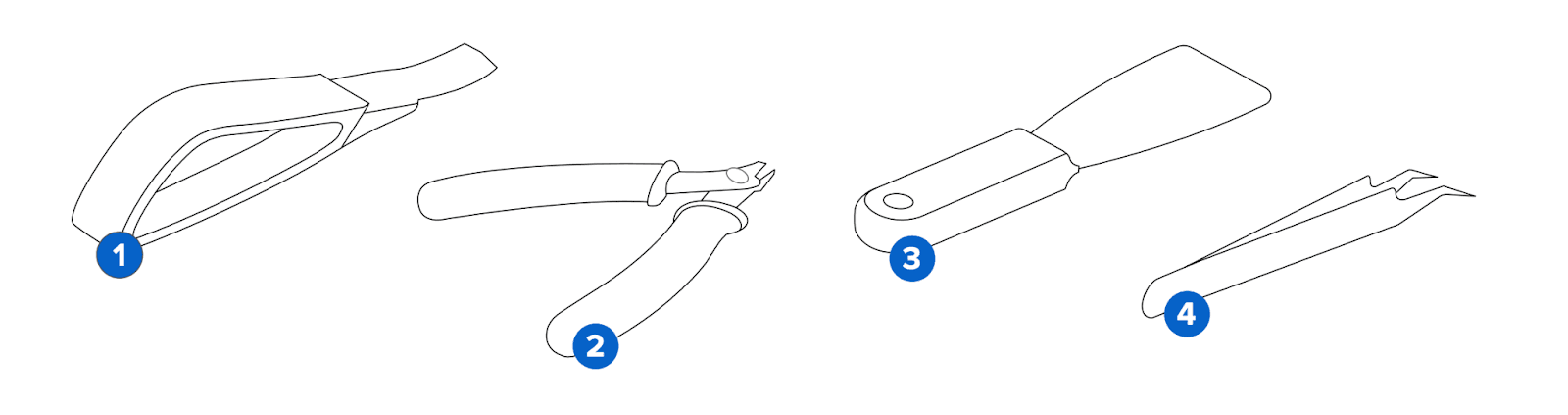
Werkzeuge
Zangen, Fräser, Materialien zum Schleifen und Polieren von PMMA
Druckbehälter für die Polymerisation
Optionale Materialien
Wachsmesser und Schnitzmesser (zum Ausschneiden von Teilen des Modells)
Klebewachs (für die Platzierung der Klammern)
Löt- oder Lasergeräte (für Metallverbindungen)
1.2 Erforderliche klinische Eingaben und Daten
Eine physische oder digitale Abformung
Patientendaten: geplante Behandlung
2. Vorbereitung
Für die Fertigung dieser Art von kieferorthopädischen Anwendungen ist ein 3D-gedrucktes Modell erforderlich. Das Verfahren zur Erstellung des Modells hängt von der Abformung ab:
Physische Abformung: Dies erfordert das Scannen der Abformung selbst oder das Scannen eines resultierenden Gipsmodells mit einem Desktop-3D-Scanner.
Digitale Abformung: Der Prozess der Modellerstellung kann sofort beginnen.
Für die Gestaltung druckfähiger Dentalmodelle stehen verschiedene Software-Lösungen zur Verfügung, z. B. 3Shape Model Builder und exocad Model Creator. Da jedoch für ein Modell, das als Basis für eine PMMA-Anwendung dienen soll, keine besonderen Designmerkmale erforderlich sind, ist die einfachste und kostenlose Option für die Modellerstellung die Verwendung der Funktion Modell aus Scan in PreForm Dental.
2.1 Modell aus Scan
Öffnen Sie PreForm, um ein Modell für Ihre Anwendung zu erstellen.
Anmerkung:
Wenn Sie noch nicht mit der PreForm-Software vertraut sind, sehen Sie sich bitte diese Playlist auf unserem YouTube-Kanal an.
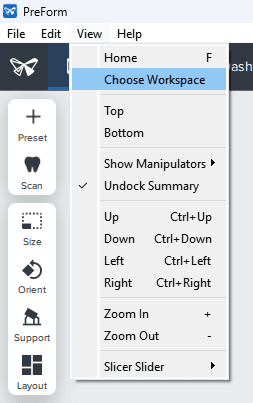
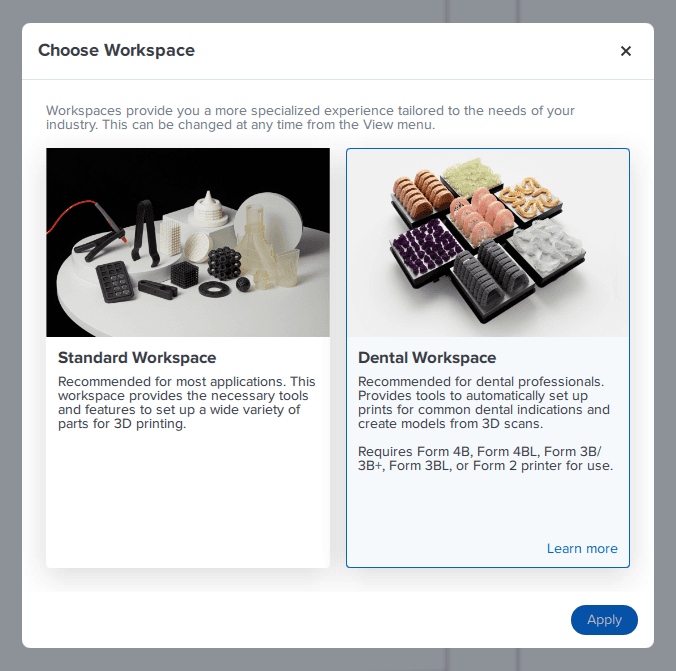
Stellen Sie sicher, dass der Dental-Arbeitsbereich in PreForm ausgewählt ist. Falls noch nicht ausgewählt, wählen Sie Ansicht > Arbeitsbereich auswählen (1), und wählen Sie dann Dental-Arbeitsbereich (2).
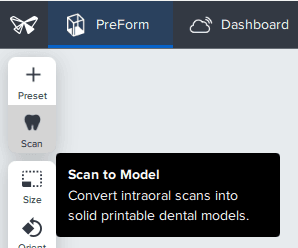
Verwenden Sie zunächst die Funktion Modell aus Scan in PreForm Dental, um das Modell direkt aus einem Scan zu generieren. Sie können auf diese Funktion zugreifen, indem Sie auf das kleine Zahnsymbol klicken, das sich auf der linken Seitenleiste in PreForm befindet.
Folgen Sie nun den Schritten des kleinen Assistenten zur Modellerstellung. Sehen Sie sich dieses Video an, in dem der Vorgang demonstriert wird:
Zusätzliche Modelle können entweder durch den Import von STL-Dateien oder durch die Nutzung der Funktion Modell aus Scan hinzugefügt werden.
3. Druckeinrichtung in PreForm
Öffnen Sie PreForm Dental und wählen Sie
Drucker (1)
Material (2)
Schichtdicke (3)
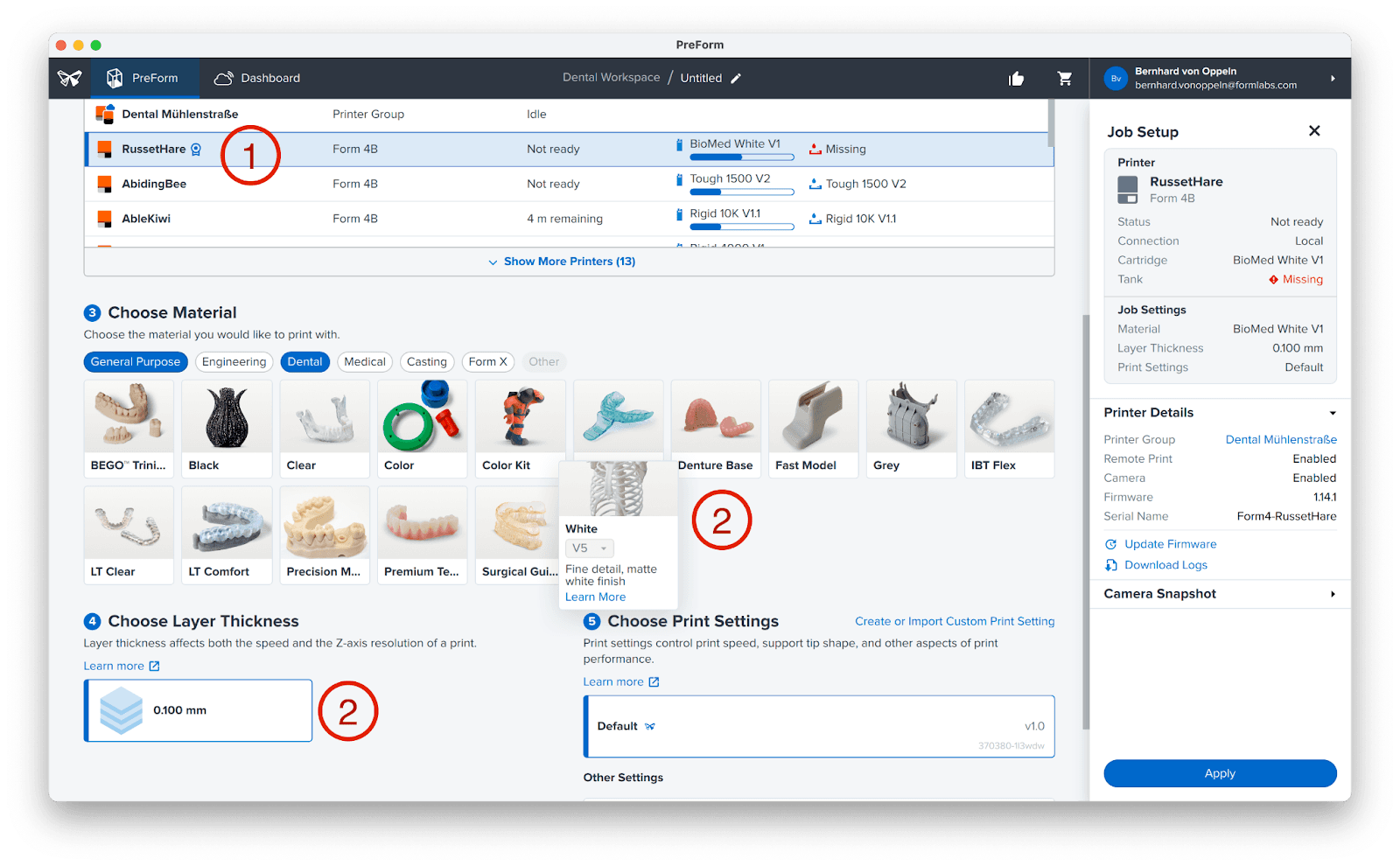
Wählen Sie Fast Model Resin, Precision Model Resin, White Resin oder Grey Resin, je nach Anforderungen. In diesem Beispiel verwenden wir White Resin.

Fast Model Resin
Schnell und genau, ideal für kieferorthopädische Modelle

Precision Model Resin
Gipsähnliche, hochpräzise Modelle

White Resin oder Grey Resin
Eindrucksvolle strahlend weiße oder einfache graue Modelle für Patientenpräsentationen
Für kieferorthopädische Anwendungen dieser Art wird eine Schichtdicke von 0,05 mm empfohlen, da sie die beste Kombination aus Druckzeit und Oberflächenqualität bietet.
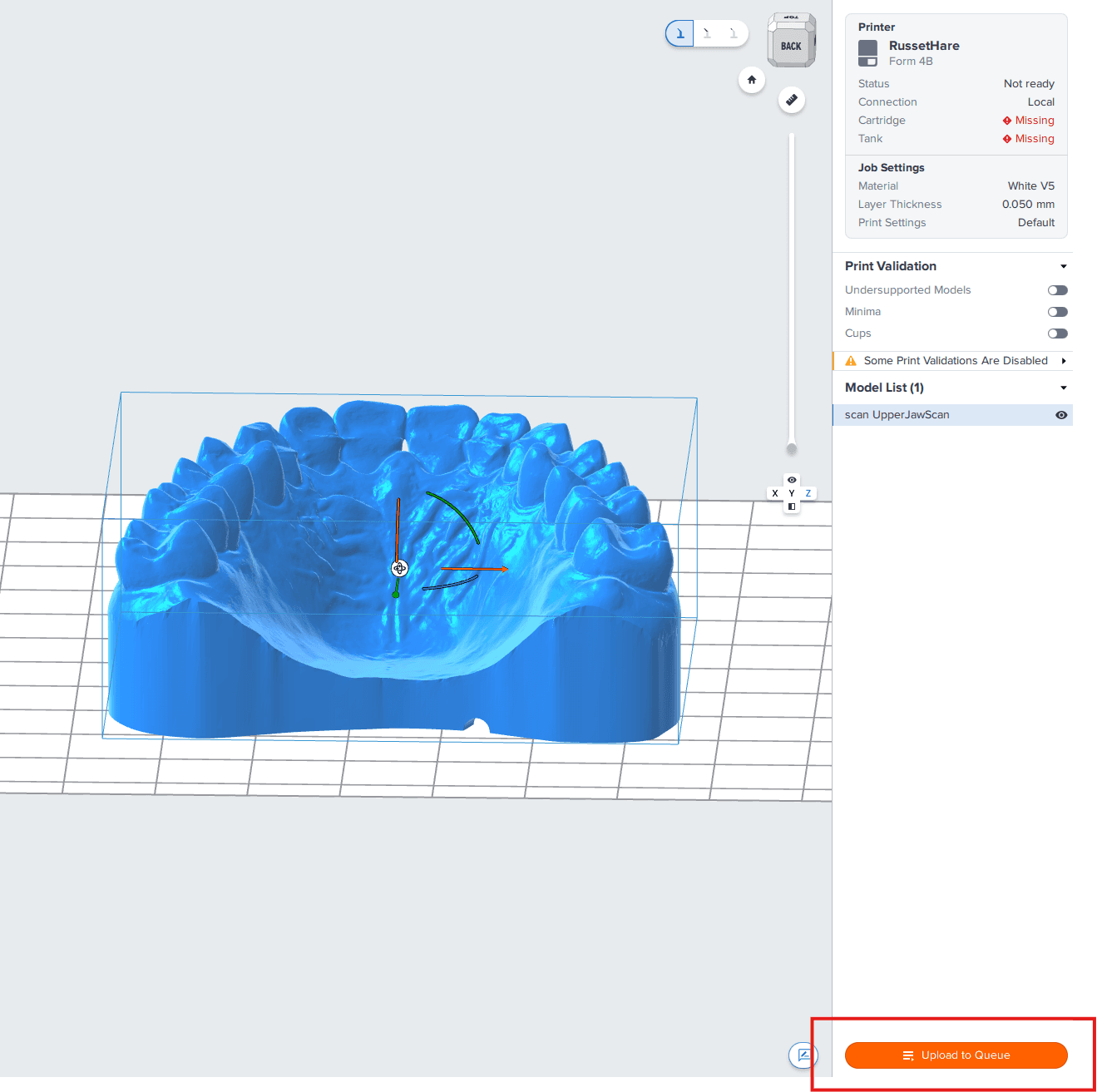
Wir empfehlen, das Modell flach auf der Bauplattform ausgerichtet zu lassen, um die Stabilität zu erhöhen, die Druckzeit zu verkürzen und den Harzverbrauch zu verringern. Klicken Sie dann auf Print Now (Jetzt drucken). Wenn Ihr Drucker nicht druckbereit ist, zeigt die Schaltfläche stattdessen Upload to Queue (In Warteschlange hochladen) an, und der Druck startet, sobald Sie Ihren Drucker vorbereitet haben.
4. Druck starten
Gehen Sie zu Ihrem Drucker, schütteln Sie die Harzkartusche und setzen Sie dann die Kartusche, eine Konstruktionsplattform und einen kompatiblen Harztank in Ihren Formlabs-Drucker ein.
Starten Sie den Druck durch Auswahl Ihres Druckauftrags am Touchscreen des Druckers.
Befolgen Sie alle Anweisungen oder Dialoge, die auf dem Druckerbildschirm angezeigt werden.
Der Drucker schließt den Druckvorgang automatisch ab.
5. Nachbearbeitung
5.1 Ablösen eines Teils
ACHTUNG:
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.
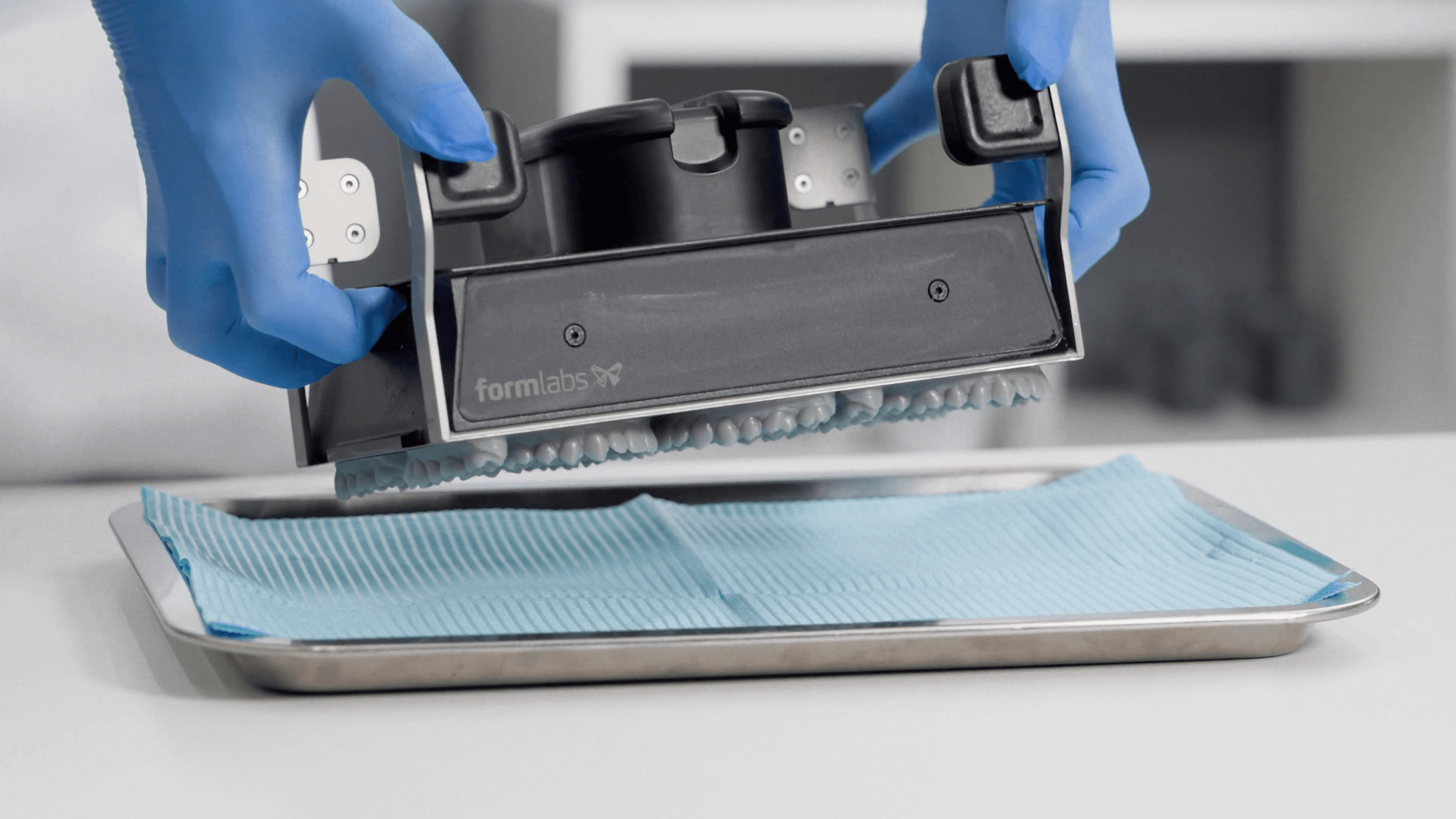
Entfernen Sie die Druckteile von der Konstruktionsplattform. Wenn Sie auf einer Flex Build Platform gedruckt haben, brauchen Sie nur die Griffe zusammenzudrücken, um das/die Modell(e) abzulösen.
Andernfalls verwenden Sie einen Spachtel (1) oder das Ablösewerkzeug aus dem Finish Kit.
ACHTUNG:
Wenden Sie niemals in Richtung Ihrer Hand oder Ihres Körpers Kraft auf das Schabewerkzeug an.
5.2 Waschen
ACHTUNG:
Das Waschen des Druckteils mit Lösungsmitteln muss in einer gut belüfteten Umgebung erfolgen sowie mit geeigneten Schutzmasken und -handschuhen. Abgelaufenes oder unverbrauchtes Kunstharz muss gemäß den örtlichen Vorschriften entsorgt werden.
Waschen Sie die Teile in einem Form Wash oder unter Verwendung der Behälter aus dem Finish Kit. Die Modelle können entweder mit IPA oder Formlabs Resin Washing Solution gewaschen werden. Weitere Informationen zum Waschen von Modellen finden Sie in diesem Artikel.
5.2.1 Trocknen und Prüfen
Lassen Sie die Teile nach dem Entfernen aus der Waschstation in einem gut belüfteten Bereich etwa 30 Minuten bei Raumtemperatur lufttrocknen. Der Trocknungsprozess kann mithilfe von Druckluft beschleunigt werden. Vergewissern Sie sich, dass der Alkohol vollständig verdunstet ist, bevor Sie fortfahren.
Nach dem Druck und dem Waschen müssen die Teile gründlich überprüft werden, um sicherzustellen, dass sie sauber und trocken sind. Vor den nächsten Schritten dürfen sich kein Restalkohol, kein überschüssiges flüssiges Kunstharz und keine Rückstände auf den Oberflächen befinden. Wenn nach dem Trocknen noch feuchtes, ungehärtetes Harz vorhanden ist, tauchen Sie das Teil etwa eine Minute lang in sauberen IPA ein oder verwenden Sie eine Druckflasche und trocknen Sie die Teile dann erneut wie zuvor beschrieben.
5.3 Nachhärten
Legen Sie die Modelle nach dem Waschen und Trocknen in den Form Cure. Wählen Sie die entsprechende Voreinstellung auf dem Form Cure aus und starten Sie den Nachhärteprozess.
6. Herstellen des Drahtgerüsts
Ab diesem Schritt ist der Arbeitsprozess identisch mit der herkömmlichen Herstellung von Hawley-Retainern.
WARNUNG:
Schweißen und Löten auf 3D-gedruckten Modellen
Wenn ein 3D-gedrucktes Modell geschweißt werden muss, empfiehlt sich das Laserschweißen. Diese Methode wird bevorzugt, weil sie die hitzebedingte Verformung verhindert, die beim herkömmlichen Schweißen auftreten kann. Führen Sie auf keinen Fall Lötarbeiten mit offener Flamme direkt an gedruckten Modellen durch, da diese brennbar sind. Wenn eine Anwendung gelötet werden muss, verwenden Sie immer ein separates, spezielles Lötmodell.


7. Auftragen des Trennmediums
Um zu verhindern, dass die PMMA-Platte mit dem gedruckten Modell verklebt, tragen Sie ein Trennmedium auf.
Achten Sie darauf, die vestibulären Flächen zu meiden, da dies zur Befestigung der Drahtelemente beiträgt.
Formlabs hat die folgenden Dentaltrennmedien hinsichtlich ihrer Trenneigenschaften und ihrer Wachsretention getestet und kann sie empfehlen.
|
TRENNMEDIUM |
TRENNEIGENSCHAFTEN |
WACHSRETENTION |
|---|---|---|
|
Siliform BEA |
Effektiv |
Nicht gut |
|
Henry Schein Separating FIlm, Clear. NR. 101-8847 |
Effektiv |
Sehr effektiv |
|
Valplast V-sep Denture Separator. P/N 20256 |
Effektiv |
Sehr effektiv |
|
IMPRIMO Model Separator (Scheu Dental) |
Sehr gut |
Effektiv |
|
SHERAiso-3d (SHERA) |
Sehr gut |
Effektiv |
|
3D-separating-medium (Dentaurum) |
Sehr gut |
Effektiv |
|
Palaferm (Kulzer) |
Sehr gut |
Sehr effektiv |
Anmerkung:
Neuere Produkte, die speziell für 3D-gedruckte Modelle formuliert wurden, sind die beste Wahl. Dabei handelt es sich häufig um Trennmittel auf Alginatbasis, die sich gut mit PMMA kombinieren lassen. In der obigen Liste finden Sie Produkte von Scheu, Shera und Dentaurum. Überprüfen Sie deren Verfügbarkeit in Ihrer Region.
8. Auftragen von PMMA
Befestigen Sie zunächst alle metallischen Bauteile (Drähte, Klammern, Schrauben) am Modell und fixieren Sie sie mit Klebewachs oder einem gleichwertigen Material. Für eine bessere Haftfähigkeit der Metallteile ist es hilfreich, das PMMA-Trennmedium nicht auf die Okklusions- und Vestibularflächen des Modells aufzutragen. Erstellen Sie anschließend die PMMA-Platte mit der Kunststoff-Streutechnik. Abschließend polymerisieren Sie die Platte auf dem Modell unter Beachtung der spezifischen Anleitungen des PMMA-Herstellers.

WARNUNG:
Flüssige MMA-Monomere sind extrem leicht entzündlich und flüchtig und stellt ein Gesundheitsrisiko dar. PMMA muss entsprechend der Gefahren- und Sicherheitshinweise für das entsprechende Material gehandhabt werden. Die Anwendungsanleitung muss befolgt werden.
9. Fertigstellung
Nach dem Entfernen des PMMA-Retainers vom Modell verwenden Sie handelsübliche PMMA-Werkzeuge, um ihn in seine endgültige Form zu schneiden. Auf der Intaglio-Seite kann eine minimale Politur erforderlich sein, insbesondere bei Verwendung der empfohlenen Schichthöhe von 0,05 mm. Fahren Sie mit dem Schleifen und Polieren der Anwendung wie gewohnt fort. Eine abschließende Passungsprüfung am Modell wird empfohlen, um zu bestätigen, dass alle Drahtkomponenten richtig angepasst und positioniert sind.
WARNUNG:
Das Abschleifen auf einer Drehmaschine mit Bimsstein und einer Glanzpaste bietet zwar gute Ergebnisse, birgt aber eine Gefahr: Die Polierscheibe kann sich potenziell an drahtgebundenen Elementen verfangen. Gehen Sie vorsichtig vor.

Weitere Ressourcen
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
