Nehmen Sie die Teile aus dem IPA und lassen Sie sie mindestens 30 Minuten bei Raumtemperatur an der Luft trocknen, in einem gut belüfteten Bereich.
Mit Druckluft lassen sich Teile schnell trocknen und auf verbleibendes flüssiges Kunstharz untersuchen. Auch beim Einsatz von Druckluft sollten Sie für genug Ruhetrocknung sorgen.
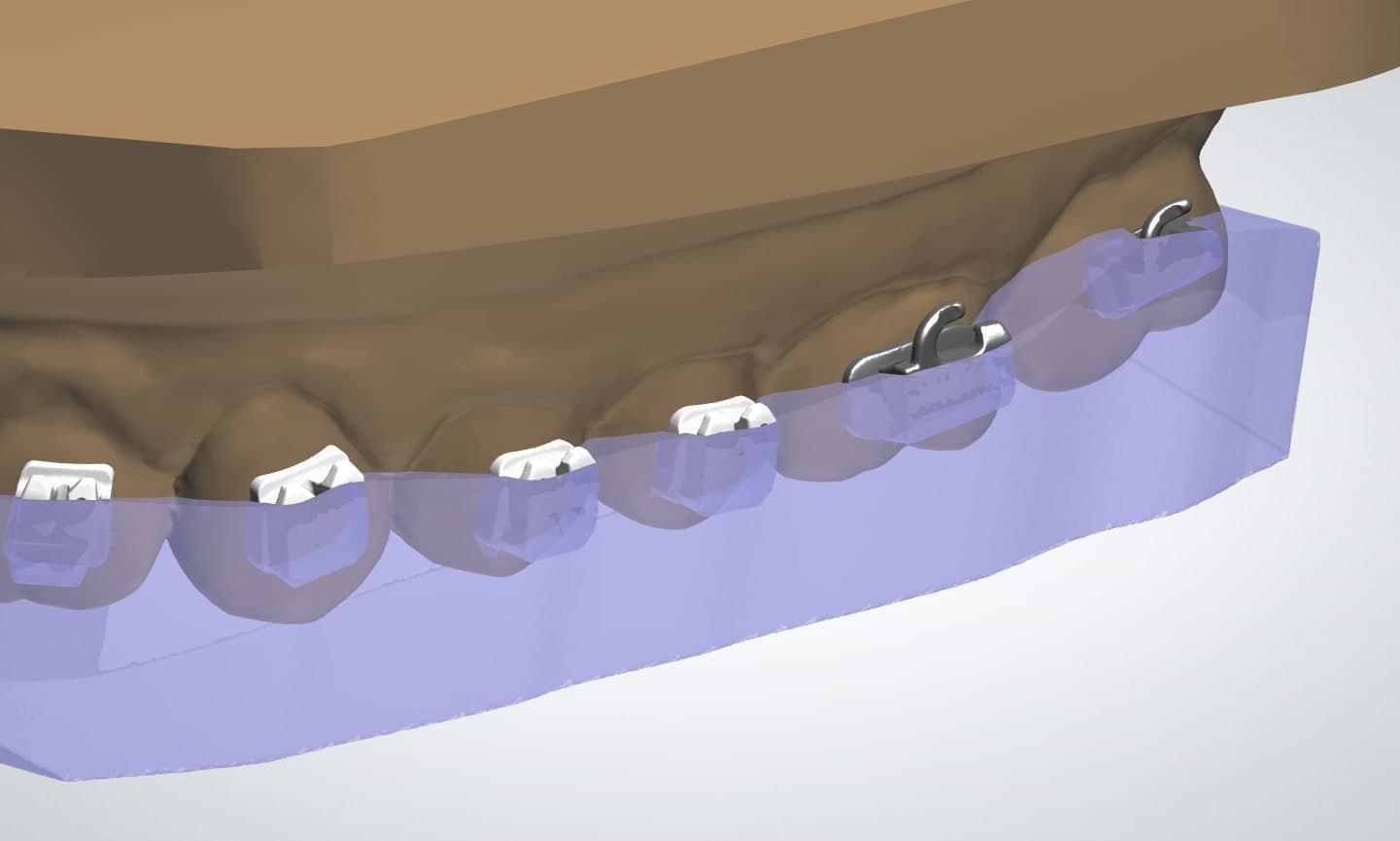
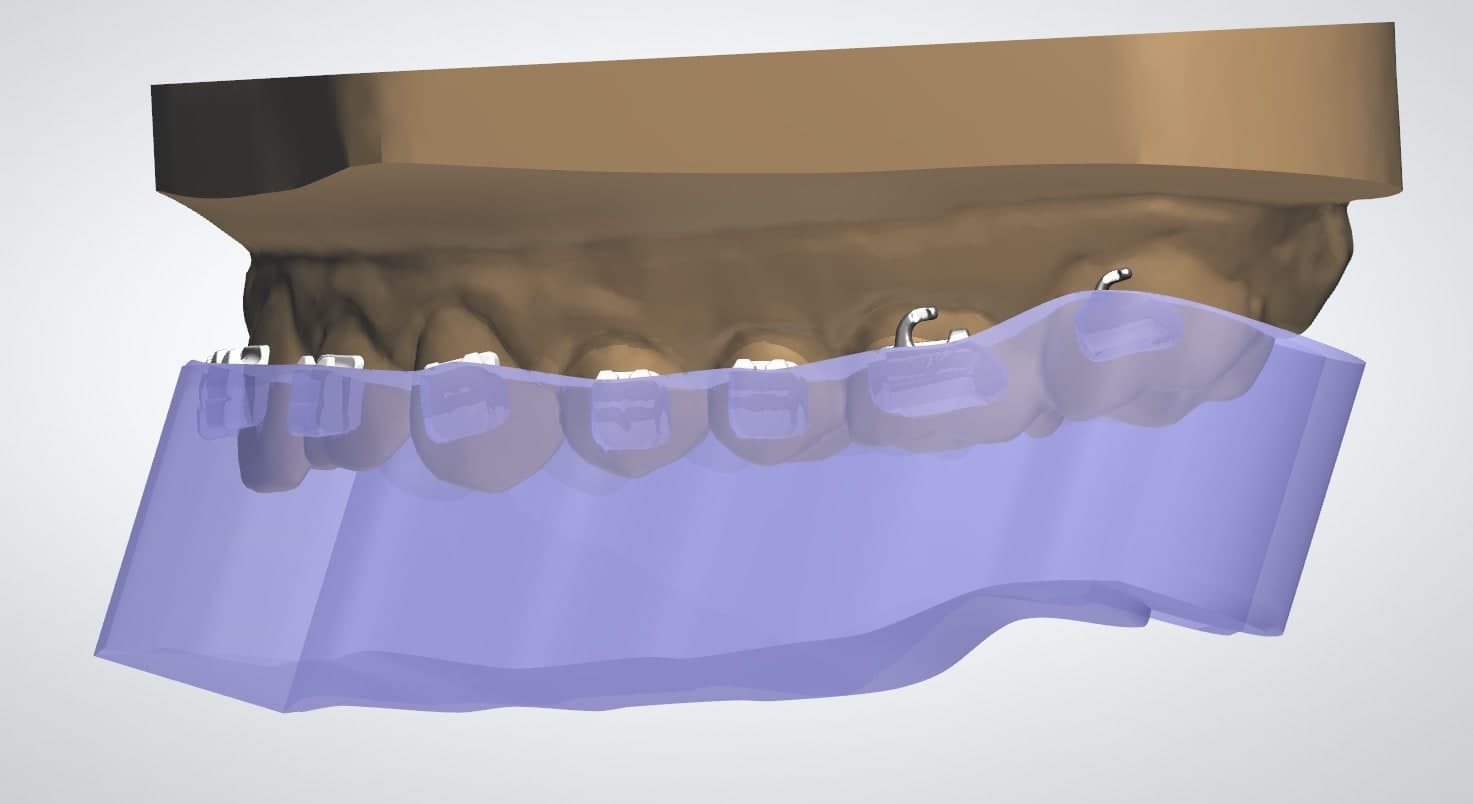
Untersuchen Sie die Druckteile und stellen Sie sicher, dass sie sauber und trocken sind. Vor den nächsten Schritten dürfen sich kein Restalkohol, kein überschüssiges flüssiges Kunstharz und keine Rückstände auf den Oberflächen befinden.
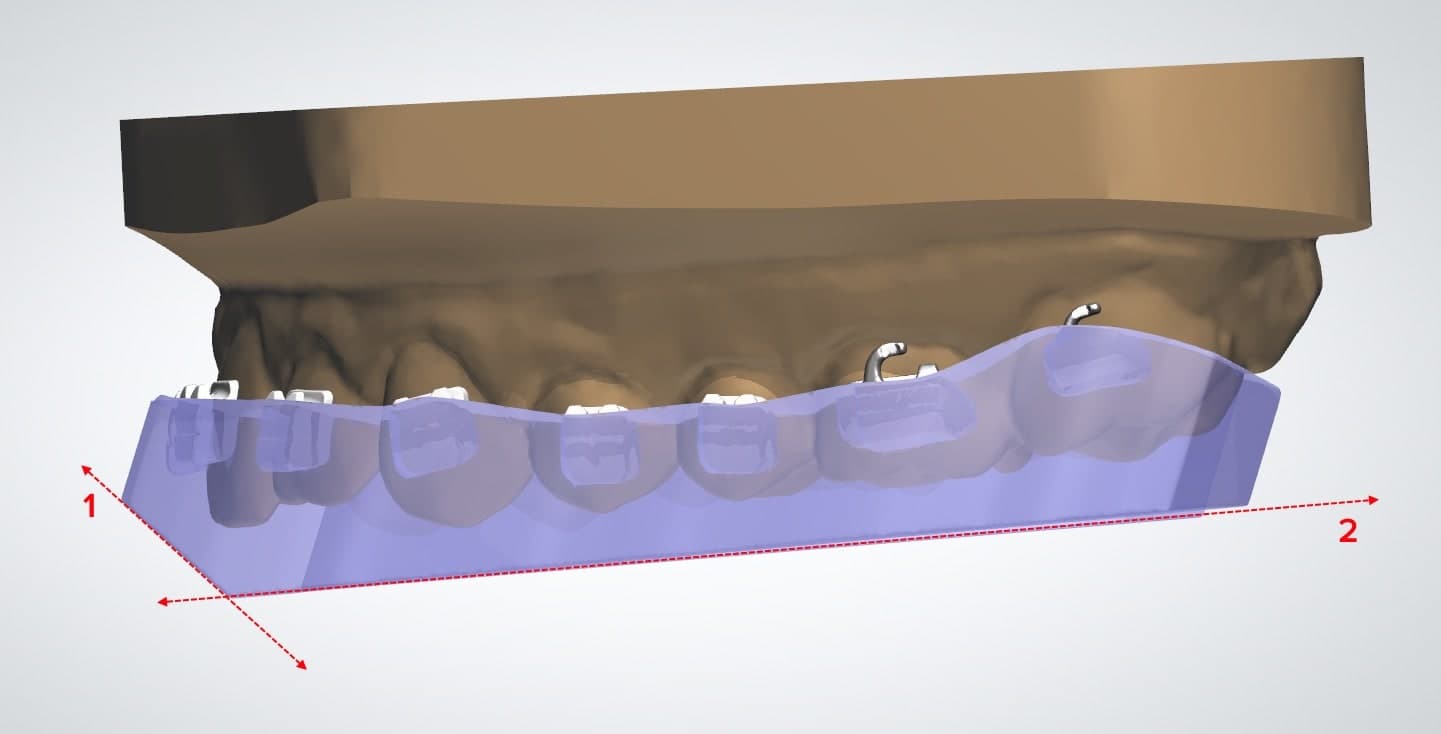
Sollte nach dem Trocknen noch feuchtes, ungehärtetes Harz verbleiben, verwenden Sie eine Druckflasche mit frischem IPA, um dieses zu entfernen. Zum Entfernen ungehärteten Harzes kann es auch helfen, mit einem Pinsel leicht über den Bracket-Aussparungen entlangzustreichen. Trocknen Sie die Teile erneut, nachdem das flüssige Harz entfernt ist. Auch hier ermöglicht Druckluft eine schnelle Inspektion.