Vorsicht
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.

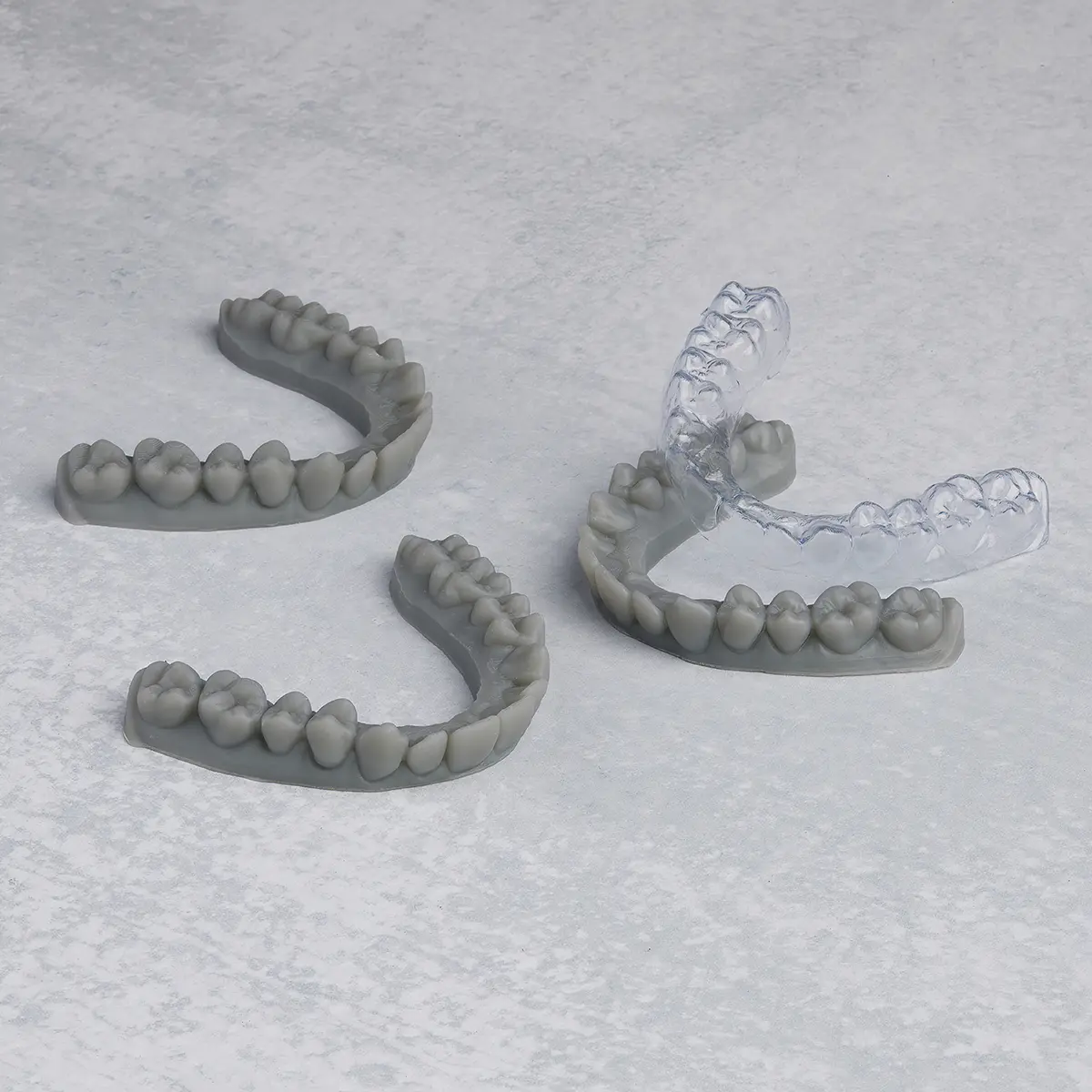
Mit tiefgezogenen transparenten Alignern und Retainern können Zahnarztpraxen und Dentallabore ihren Patient*innen und Kunden eine wertvolle Dienstleistung liefern und zugleich ihren Zeit- und Kostenaufwand reduzieren. Dieser Anwendungsleitfaden beschreibt den gesamten Arbeitsprozess zur Herstellung transparenter Aligner und Retainer mit Formlabs-3D-Druckern.
Mit tiefgezogenen transparenten Alignern und Retainern können Zahnarztpraxen und Dentallabore ihren Patient*innen und Kunden eine wertvolle Dienstleistung liefern und zugleich ihren Zeit- und Kostenaufwand reduzieren. Dieser Anwendungsleitfaden beschreibt den gesamten Arbeitsprozess zur Herstellung transparenter Aligner und Retainer mit Formlabs-3D-Druckern.
Grundausstattung
Von kieferorthopädischer oder zahnärztlicher Seite erforderlich:
Benötigte Hardware, Materialien und Software:
Von Formlabs:
Formlabs-SLA-3D-Drucker mit kompatiblem Harztank und Konstruktionsplattform
Software PreForm Dental (kostenlos)
Form Wash oder Finish Kit
Von Drittanbietern:
CAD-Software für Aligner
Tiefziehgerät
Tiefziehplatten
Handstück
Schneid- und Fertigstellungswerkzeuge
1. Scan
Zur Erstellung der erforderlichen Modelle ist eine digitale Abformung erforderlich, die mit Ihrer CAD-Software kompatibel ist. Scannen Sie die Patientenanatomie dafür direkt mit einem 3D-Intraoralscanner oder scannen Sie eine physische Abformung oder ein Gipsmodell mit einem Desktop-3D-Scanner.

2. Design
Für die Planung von Alignern gibt es zahlreiche Software-Optionen. Stellen Sie sicher, dass die von Ihnen gewählte CAD-Software den Export von STL- oder OBJ-Dateien unterstützt, um mit der Formlabs-Software PreForm kompatibel zu sein. Für transparente Aligner sind mehrere Sätze von Modellen sowie spezialisierte kieferorthopädische CAD-Software erforderlich.
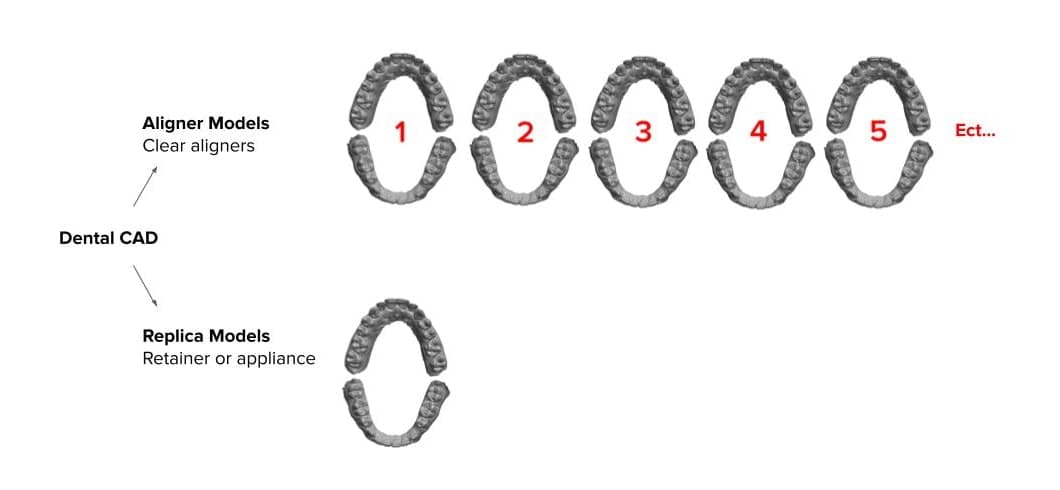
Alignermodelle versus Retainermodelle. Ein Retainermodell erfordert keine Designschritte und kann in PreForm Dental unter Verwendung von Modell aus Scan erstellt werden.
Die Behandlungsplanung und die Einrichtung erfolgen innerhalb der Software, wobei die digitale Abformung bzw. in bestimmten Fällen auch mittels digitaler Volumentomografie (DVT) erfasste Daten als Grundlage dienen. Im Anschluss daran wird für jeden Abschnitt der verschiedenen Phasen der Behandlung ein jeweils eigenes 3D-Druckmodell als STL-Datei erstellt. Für transparente Retainer wird nur eine einfache Nachbildung oder die Datei eines Diagnosemodells benötigt.
2.1 Empfehlungen zum Design
Modelle aushöhlen
Anmerkung
Formlabs empfiehlt den Druck von massiven Modellen, um Schwierigkeiten bei der Nachbearbeitung und das Risiko von Brüchen zu reduzieren.
Einige Ausführungen von CAD-Dentalsoftware erstellen Modelle mit Hohlräumen. Hohlmodelle können bei korrektem Design zur Reduzierung von Druckzeit und Stückkosten beitragen. Stellen Sie bei hohlen Teilen sicher, dass die Wanddicke mindestens 3 mm beträgt.
Saugglockenbildung bei Hohlmodellen
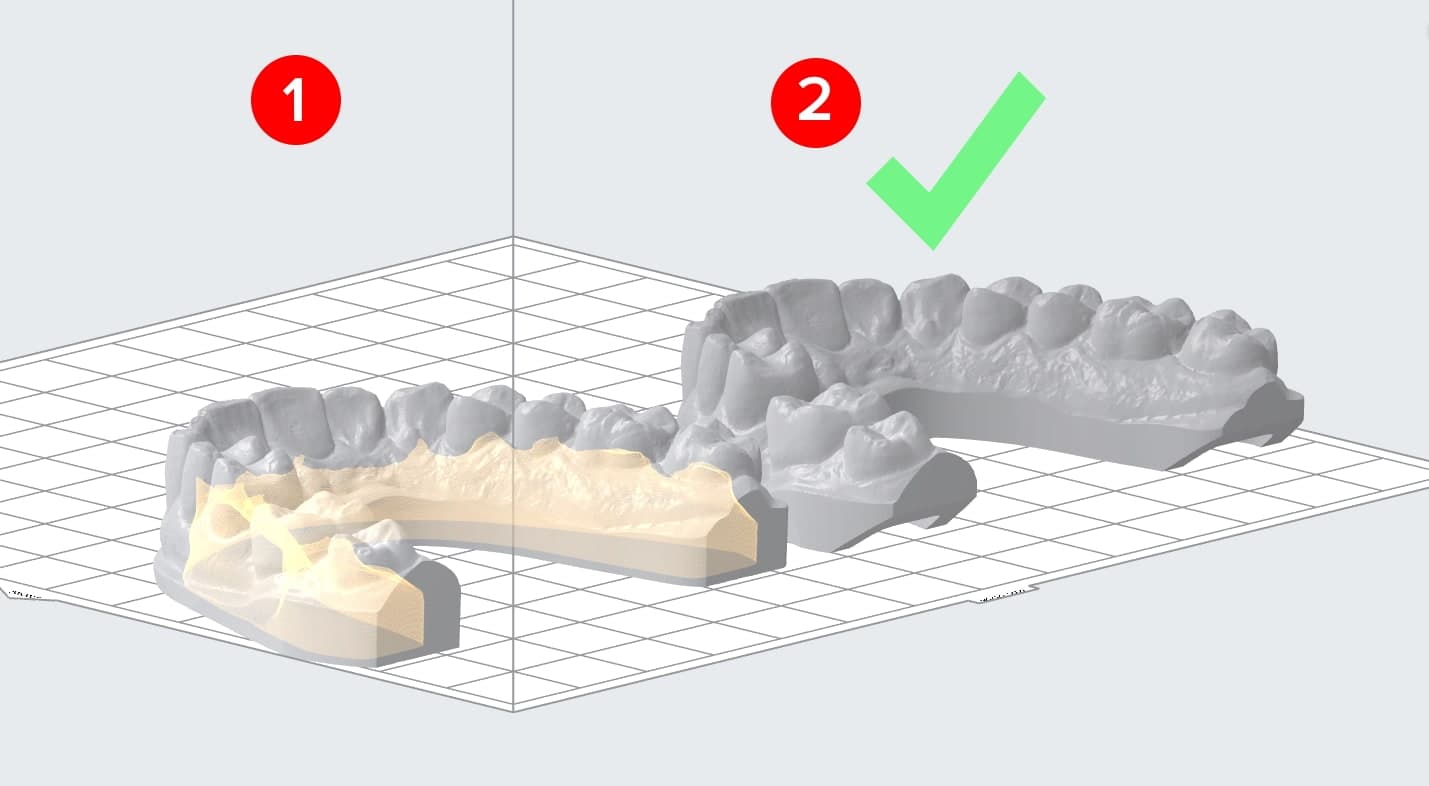
Für optimale Geschwindigkeit, Harzverbrauch und Genauigkeit empfehlen wir, die Modelle direkt auf der Plattform zu drucken. Wenn hohle Modelle flach auf der Plattform gedruckt werden, müssen unbedingt Belüftungslöcher eingefügt werden, um zu verhindern, dass Harz eingeschlossen wird, was zu einem Saugeffekt führen kann. PreForm identifiziert eine derartige Saugglockenbildung und hebt sie gelb hervor (1). Stellen Sie sicher, dass das Modell nach außen geöffnet ist (2).

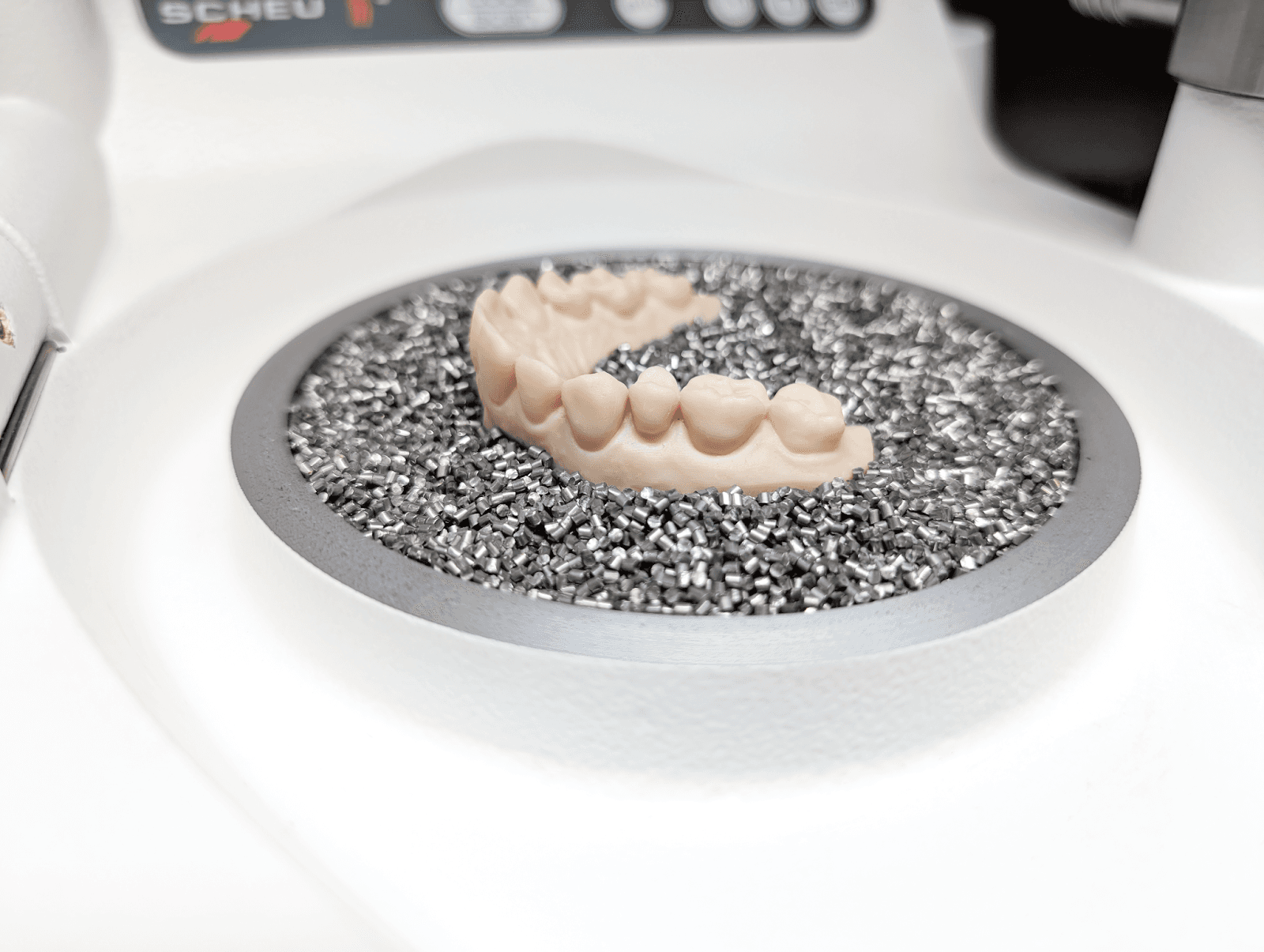
Modellhöhe
Um das Entfernen der tiefgezogenen Anwendungen zu erleichtern, sollten Sie Modelle mit einer Höhe von 15–20 mm entwerfen. Wenn Ihre Software keine Kontrolle der Modellhöhe zulässt, können Sie die effektive Höhe der tiefgezogenen Oberfläche durch die Verwendung von Granulat während des Tiefziehens kontrollieren. Mit diesem Ansatz wird das Problem angegangen, dass sich das tiefgezogene Material zu weit um zu hohe Modelle dehnt, wodurch die Anwendungen dünner als erwartet werden und das Entfernen schwierig wird.
2.2 Optional: Vorbereitung und Druck mit Modell aus Scan von Formlabs
Für ein einfaches Retainermodell ist eine spezielle CAD-Software nicht erforderlich. Mit der Funktion „Modell aus Scan“ von PreForm Dental können Sie ein Modell direkt aus einem intraoralen Rohscan erstellen. Diese Funktion unterstützt STL- oder OBJ-Formate, die von den meisten modernen Intraoralscannern verwendet werden. Klicken Sie auf das Bild unten für weitere Anweisungen.
3. Druckeinrichtung
Anmerkung
Wenn Sie noch nicht mit der PreForm-Software vertraut sind, sehen Sie sich bitte diese Playlist auf unserem YouTube-Kanal an.
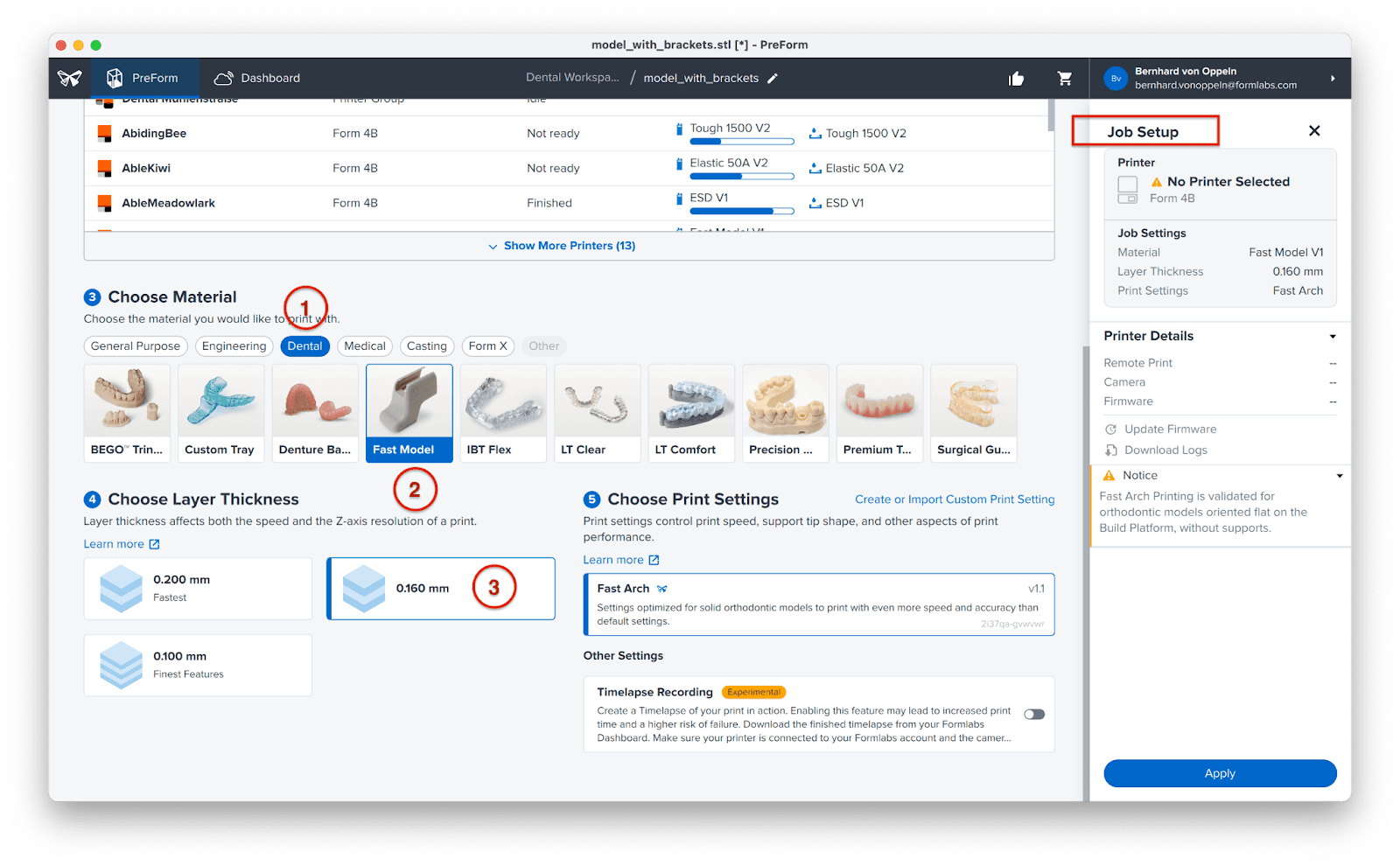
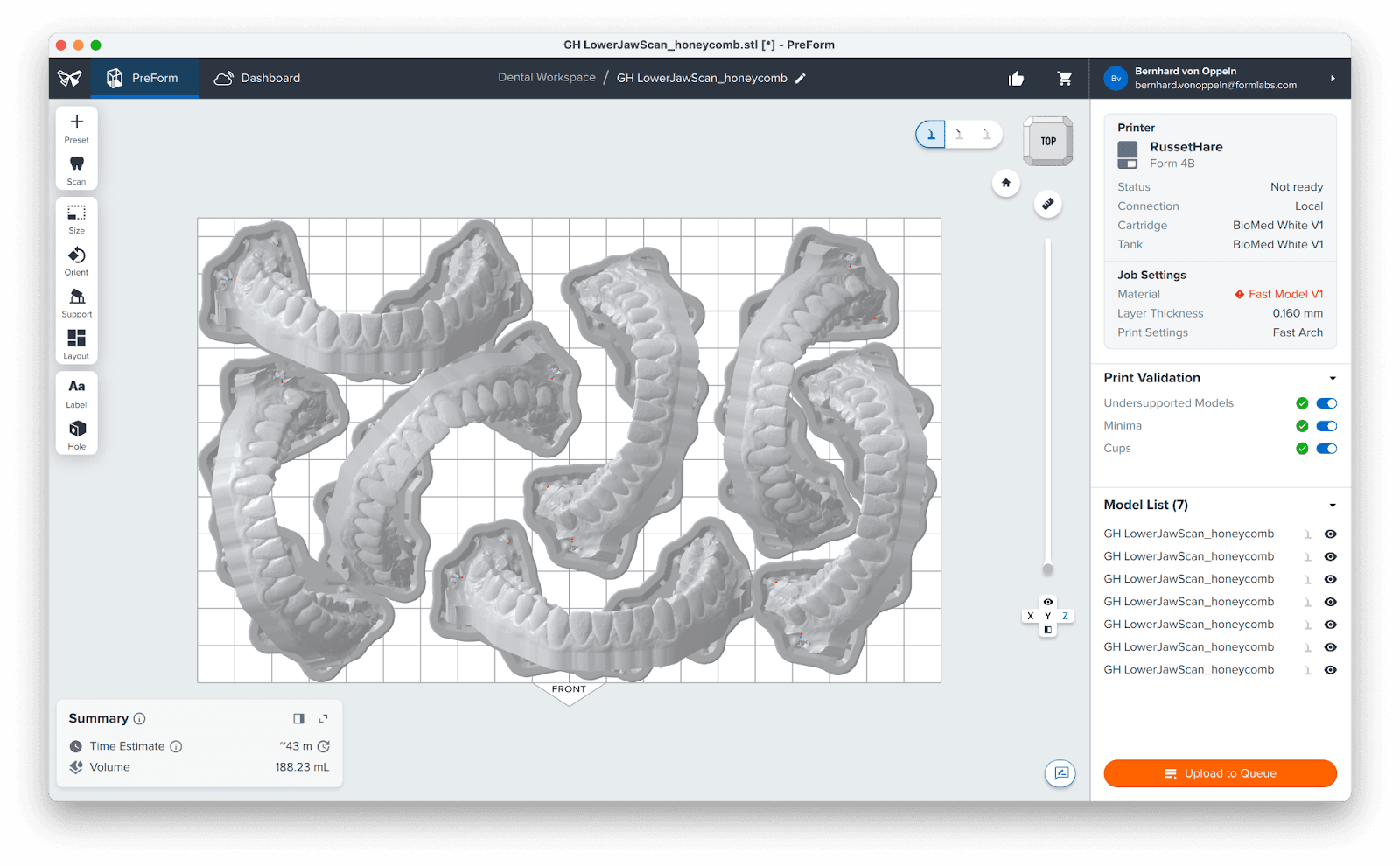
Filtern Sie die Materialien, indem Sie in der Materialauswahl auf Dental (Zahnmedizinisch) klicken (1). Wir empfehlen die Verwendung von Fast Model Resin (2) zum Tiefziehen von Modellen. Sie können die gewünschte Schichthöhe für den Druck auswählen. Höhere Schichten führen zu einer kürzeren Druckdauer. 0,160 mm bietet ein gutes Mittelmaß zwischen Geschwindigkeit und Detailgrad und wurde für diese Art von Modellen entwickelt (3). Fast Model Resin bietet auch Schichthöhen von 0,1 mm und 0,2 mm an. Mit 0,1 mm erhalten Sie die beste Detailwiedergabe, und 0,2 mm ist unsere schnellste Einstellung.
3.1 Datei(en) importieren
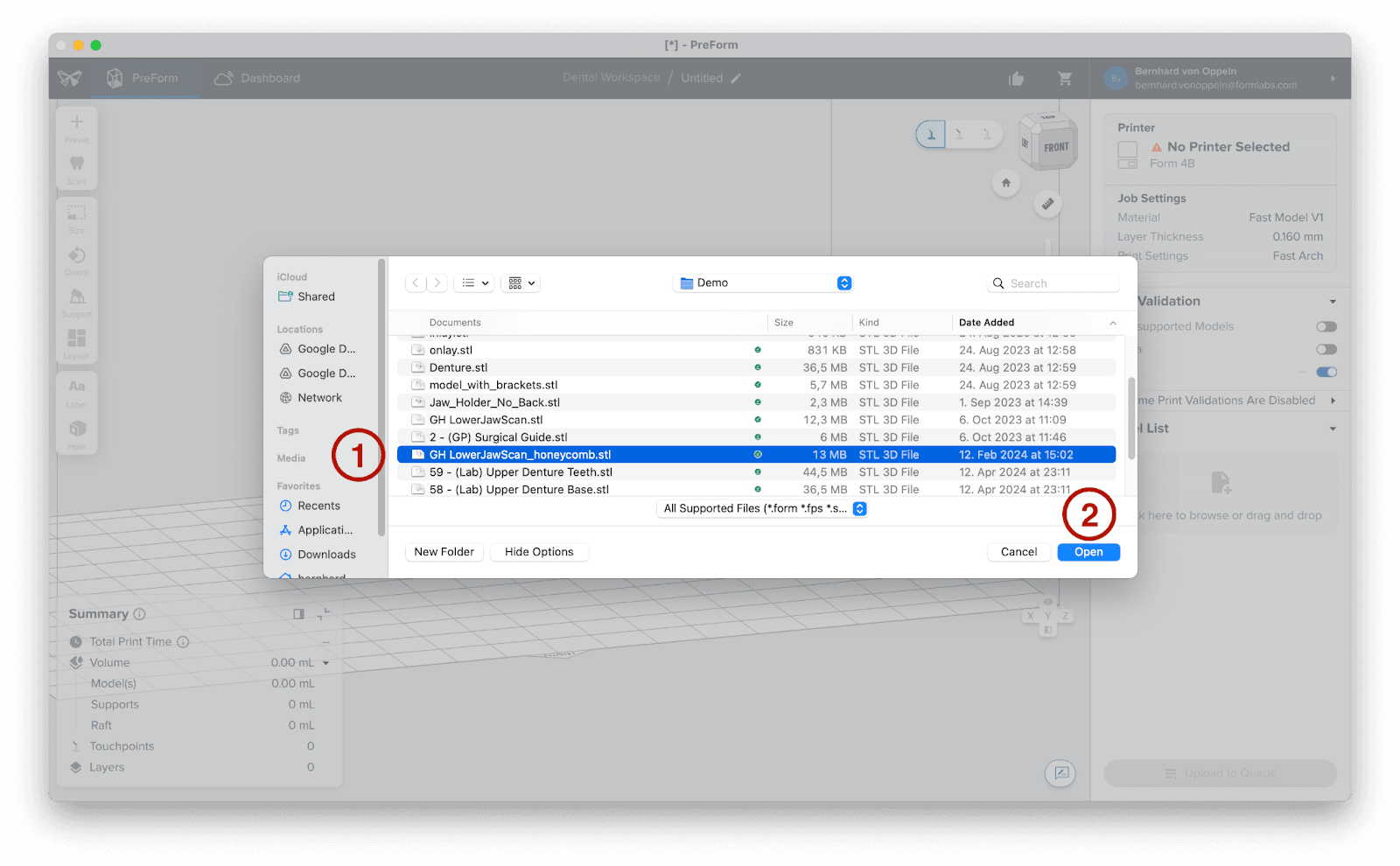
Verwenden Sie das Menü File (Datei), um Ihr(e) Modell(e) zu finden (1), und klicken Sie dann auf Öffnen (2). Alternativ dazu können Sie Dateien per Drag-and-Drop in PreForm ziehen.
3.2 Ausrichtung
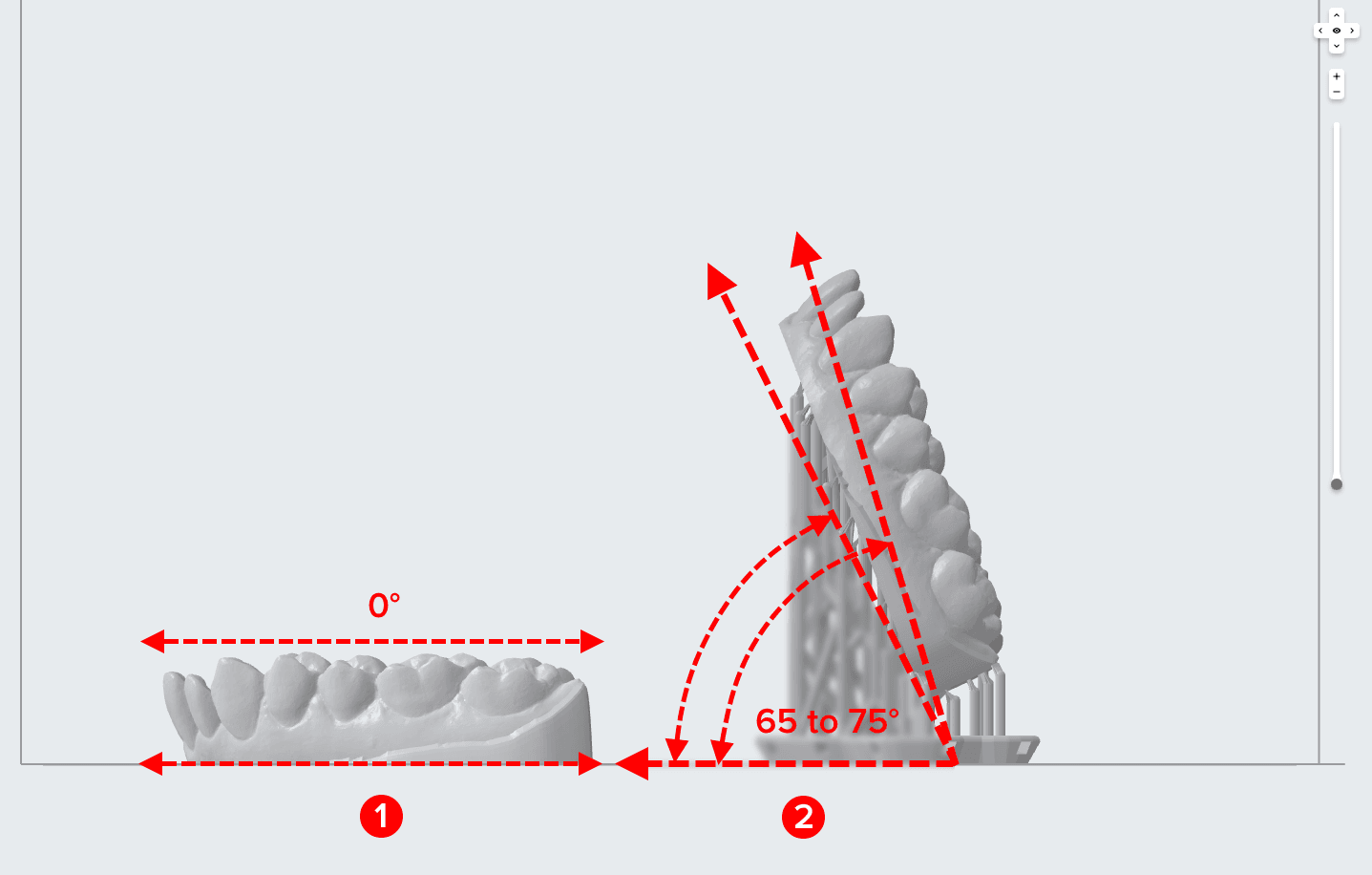
Für den Druck kieferorthopädischer Modelle werden zwei Verfahren empfohlen:
Direkt auf der Plattform (1), für höchste Genauigkeit, Geschwindigkeit und geringsten Harzverbrauch.
Nahezu senkrecht (2), für die meisten Teile pro Druckauftrag.
Beim vertikalen Druck empfehlen wir einen Modellwinkel zwischen 65 und 75 Grad.
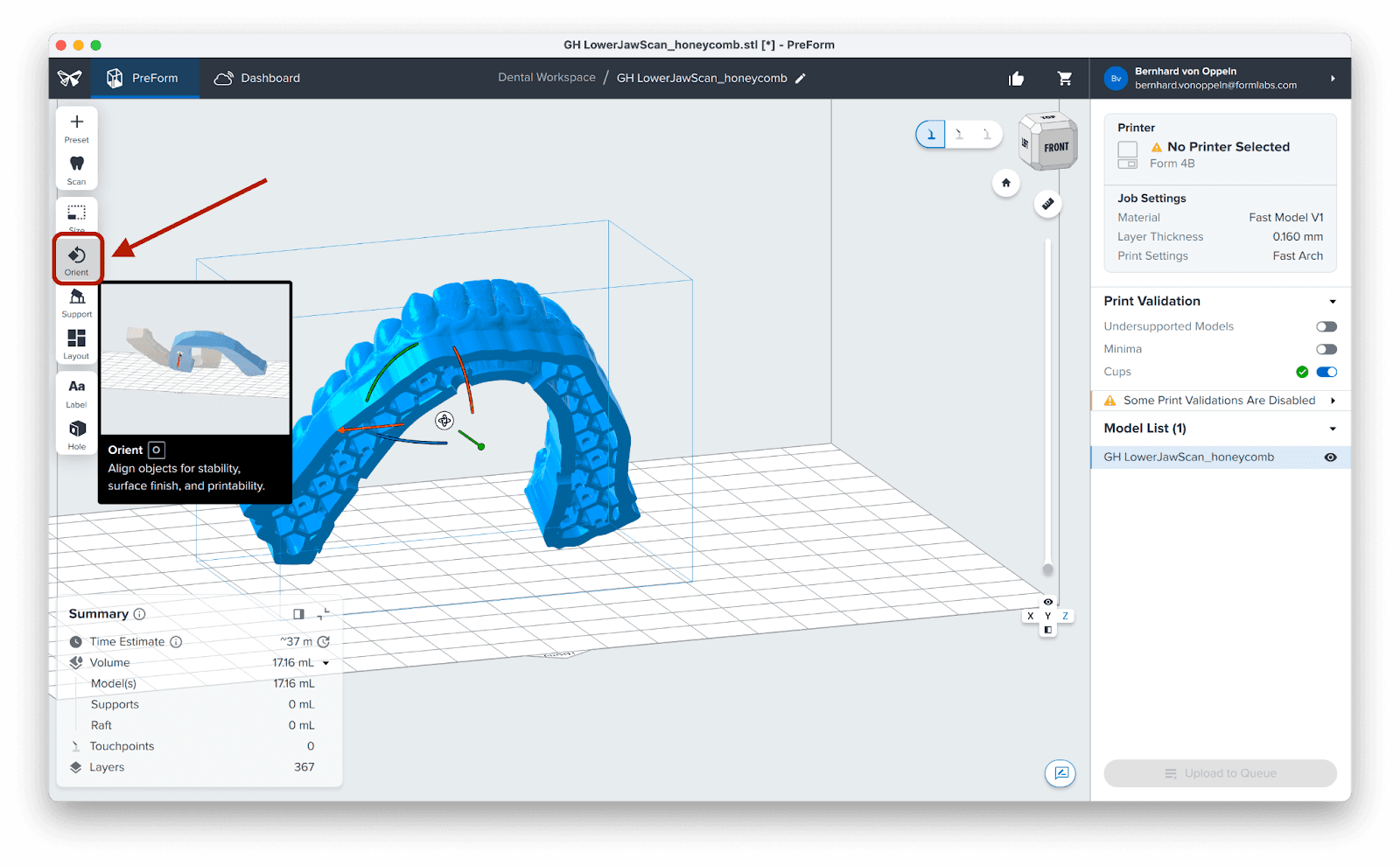
Um Ihr Modell flach auf der Plattform auszurichten, klicken Sie auf das Symbol Orient (Ausrichten).
Klicken Sie dann auf Select Base (Basis auswählen).
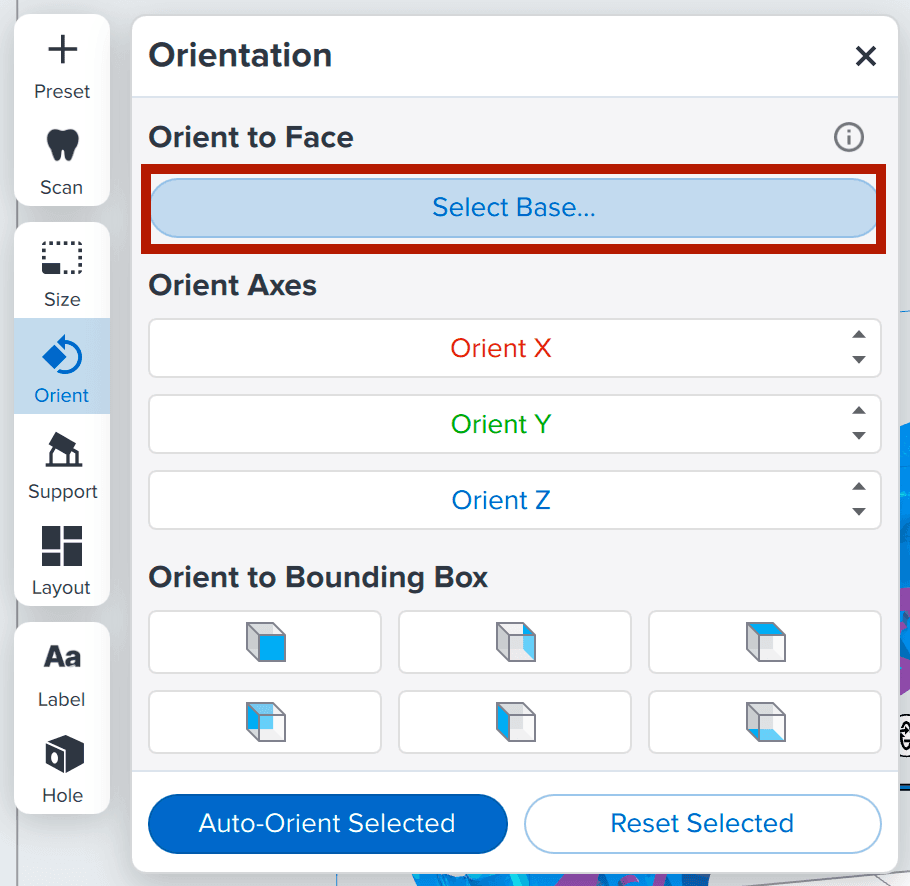
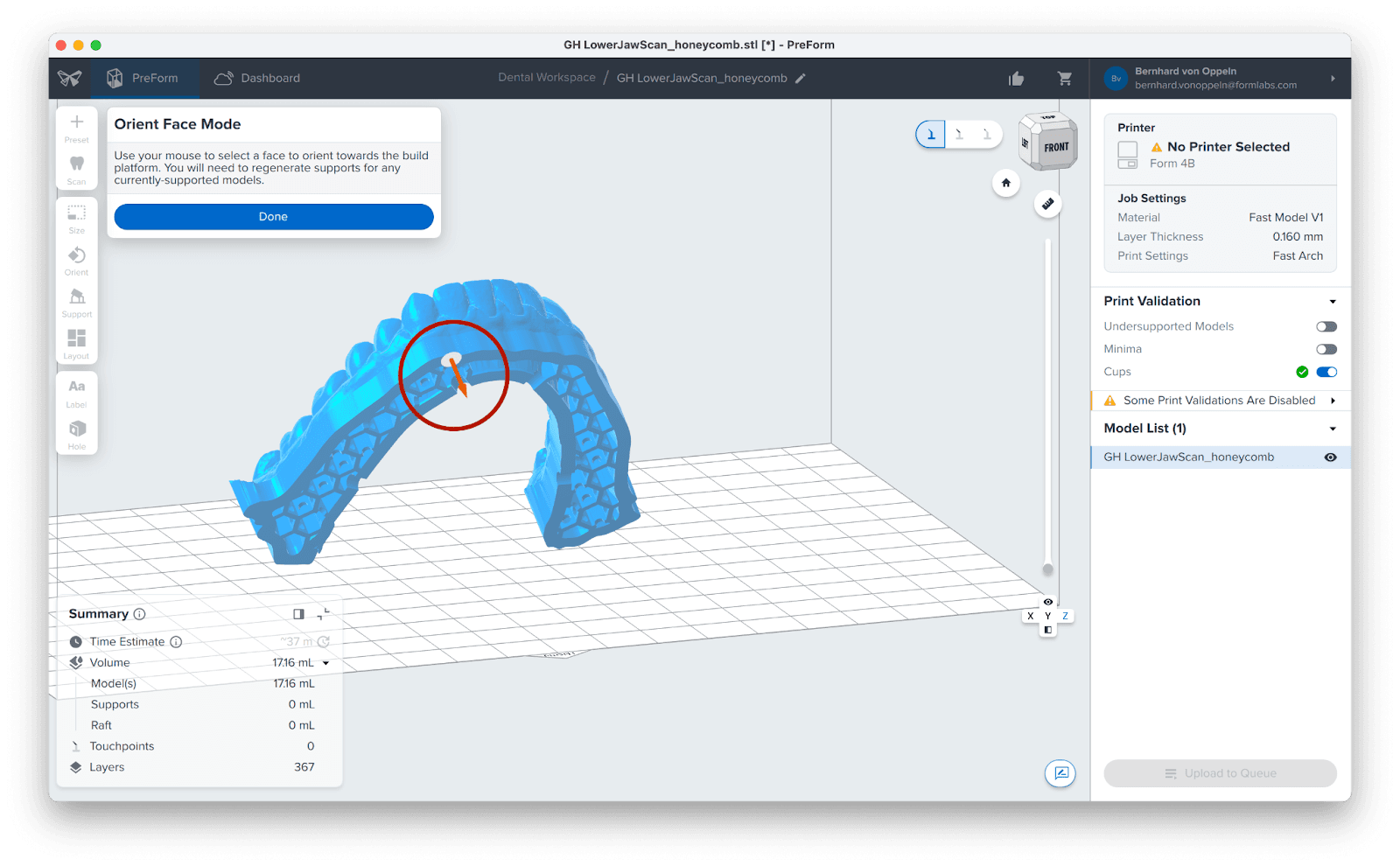
Bewegen Sie schließlich den Mauszeiger auf einen flachen Bereich der Unterseite des Modells. Ein orangefarbener Pfeil hilft Ihnen bei der Vorschau der Ausrichtung an der Cursorposition. Klicken Sie an die jeweilige Stelle, und die Ebene des Modells rastet auf der Plattform ein. Ihr Modell ist jetzt perfekt für den Druck ohne Stützstrukturen positioniert.
3.3 Vertikal ausgerichtete Modelle und Stützstrukturen
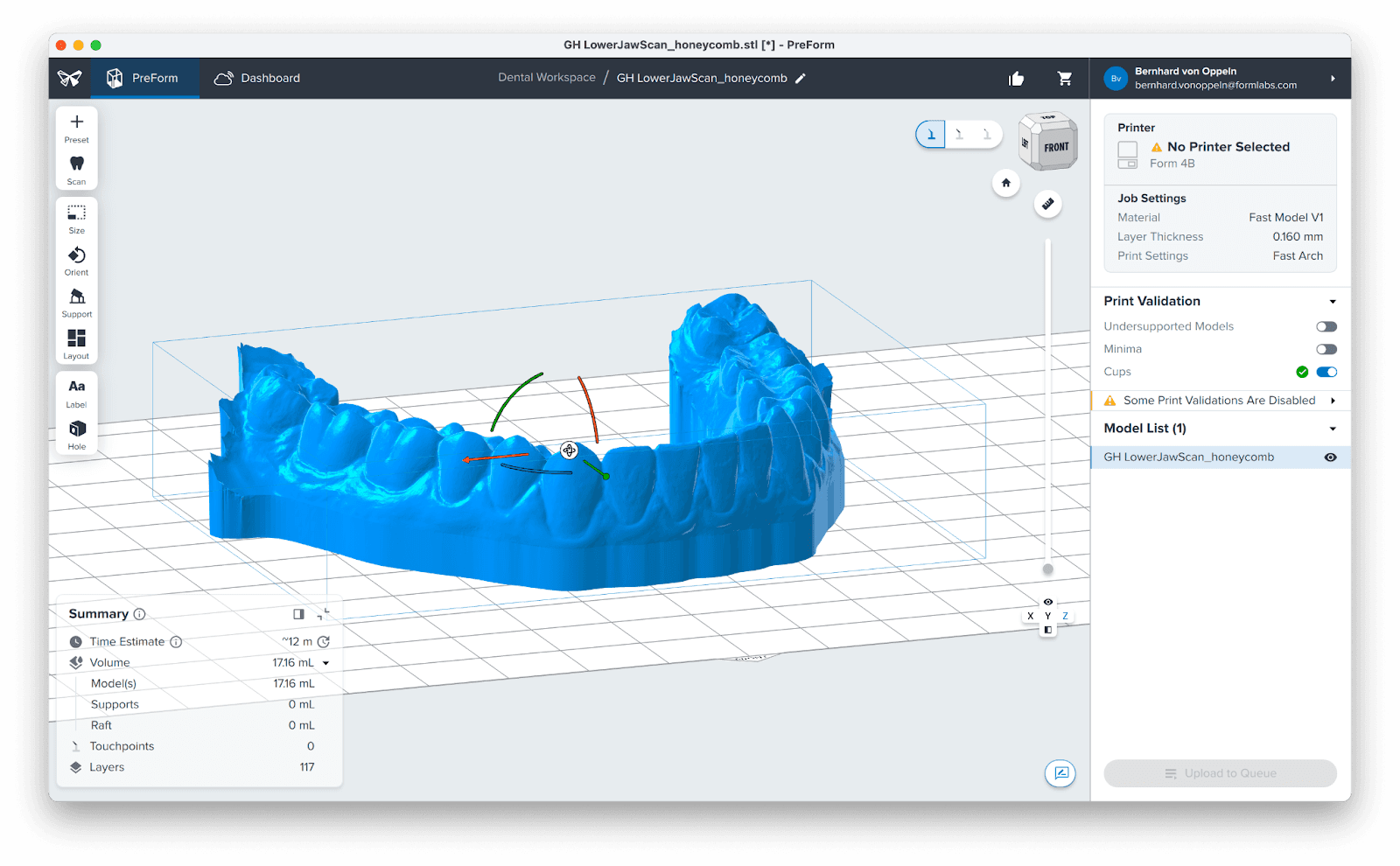
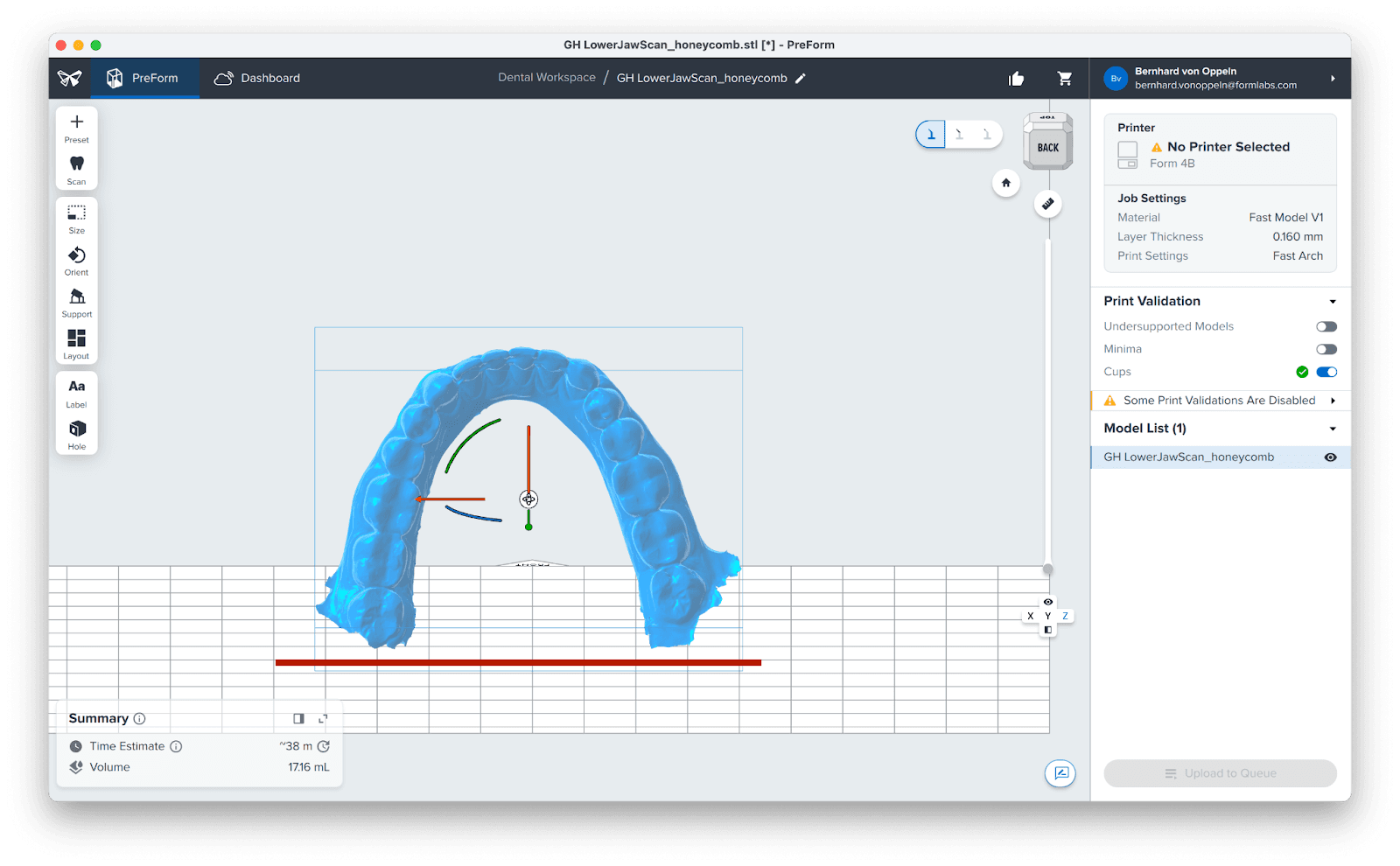
Drehen und ziehen Sie Ihr Modell bei der Einrichtung für den Druck bei vertikaler Ausrichtung so lange, bis die hintersten Molare auf einer Linie angeordnet sind. Dies lässt sich mit den Manipulatoren für die Drehung Ihres ausgewählten Modells in PreForm einfach umsetzen. Erfahren Sie in der Playlist auf unserem YouTube-Kanal mehr darüber, wie einfach PreForm Dental zu verwenden ist.
Bei Zahnbögen mit offenen Enden richten Sie diese so aus, dass die freien Enden parallel zur Plattform verlaufen. Dies gilt als bewährter Ansatz.
Navigieren Sie weiter zu Support (Stützen) und wählen Sie Auto-Generate Selected (Auswahl automatisch generieren). Bei mehreren Modellen können Sie sie alle auswählen und gleichzeitig bearbeiten.
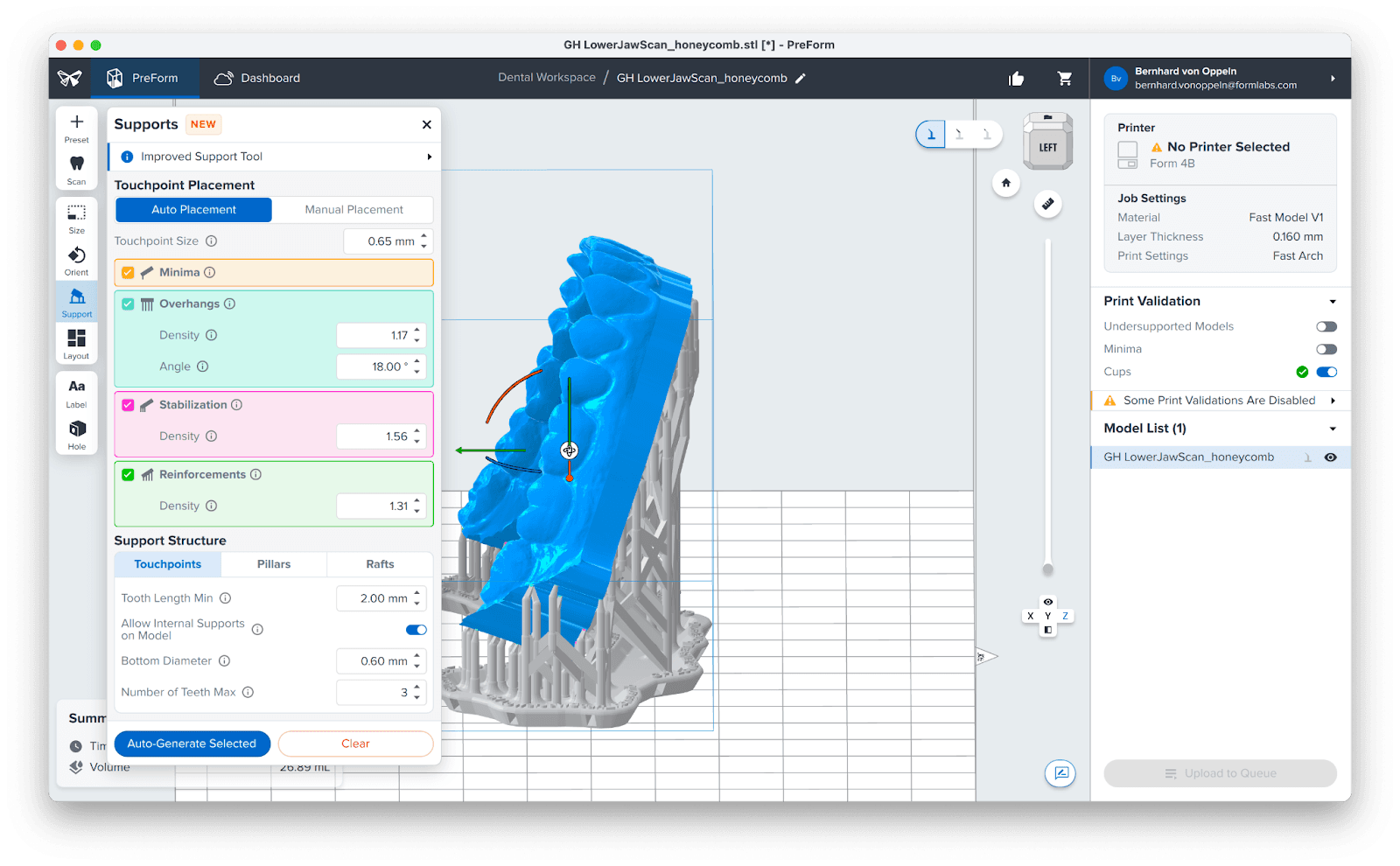
3.4 Manuelle Bearbeitung der Stützstrukturen
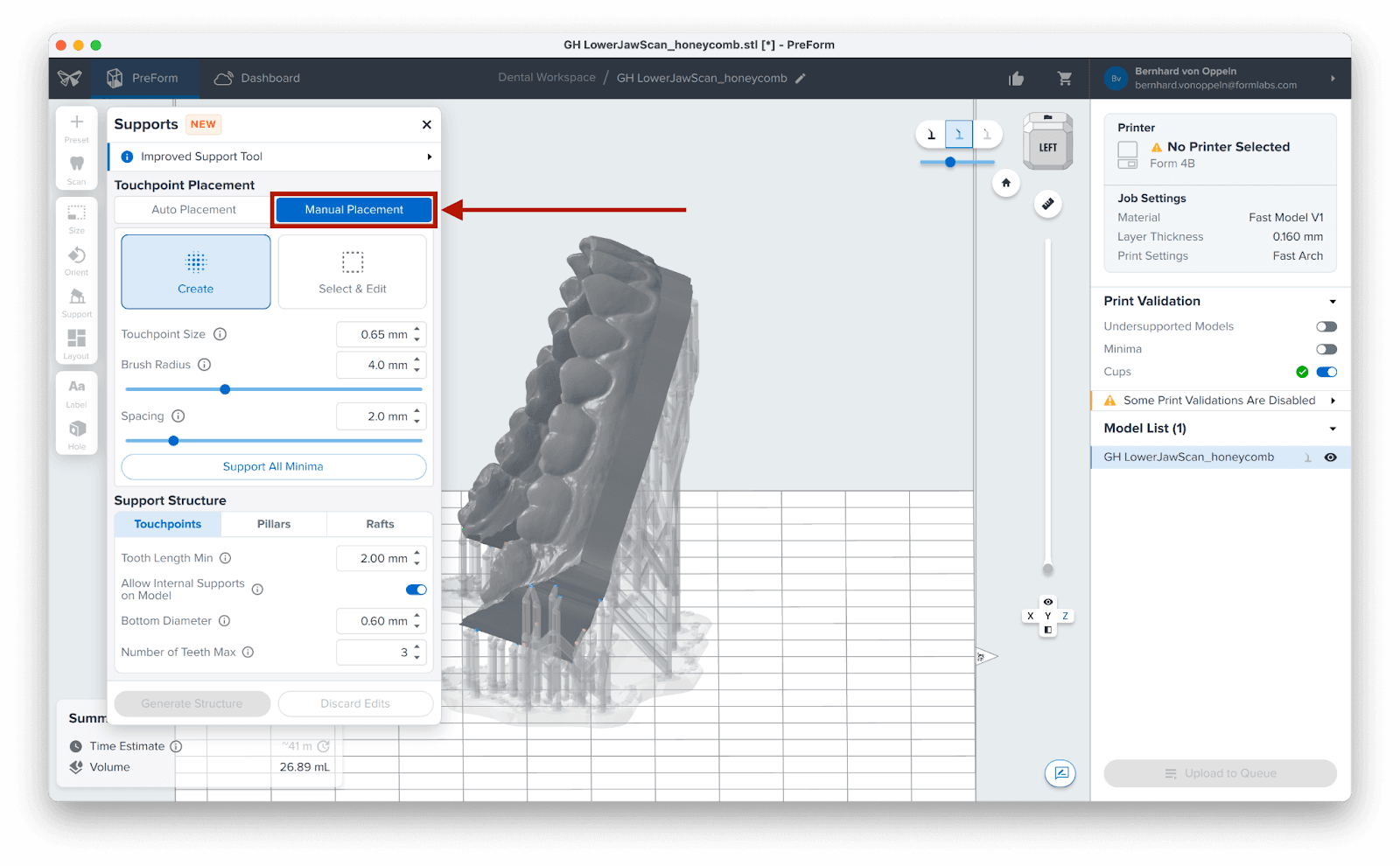
Es ist empfehlenswert, das Modell auf ungünstig platzierte Stützstrukturen zu prüfen, z. B. nach Stützen auf einer Zahnoberfläche. Wenn der Berührungspunkt einer Stützstruktur nicht optimal platziert ist, können Sie seine Position bearbeiten. Sie können auf diese Option zugreifen, indem Sie im Menü Support (Stützen) auf Manual Placement (Manuelle Platzierung) klicken.
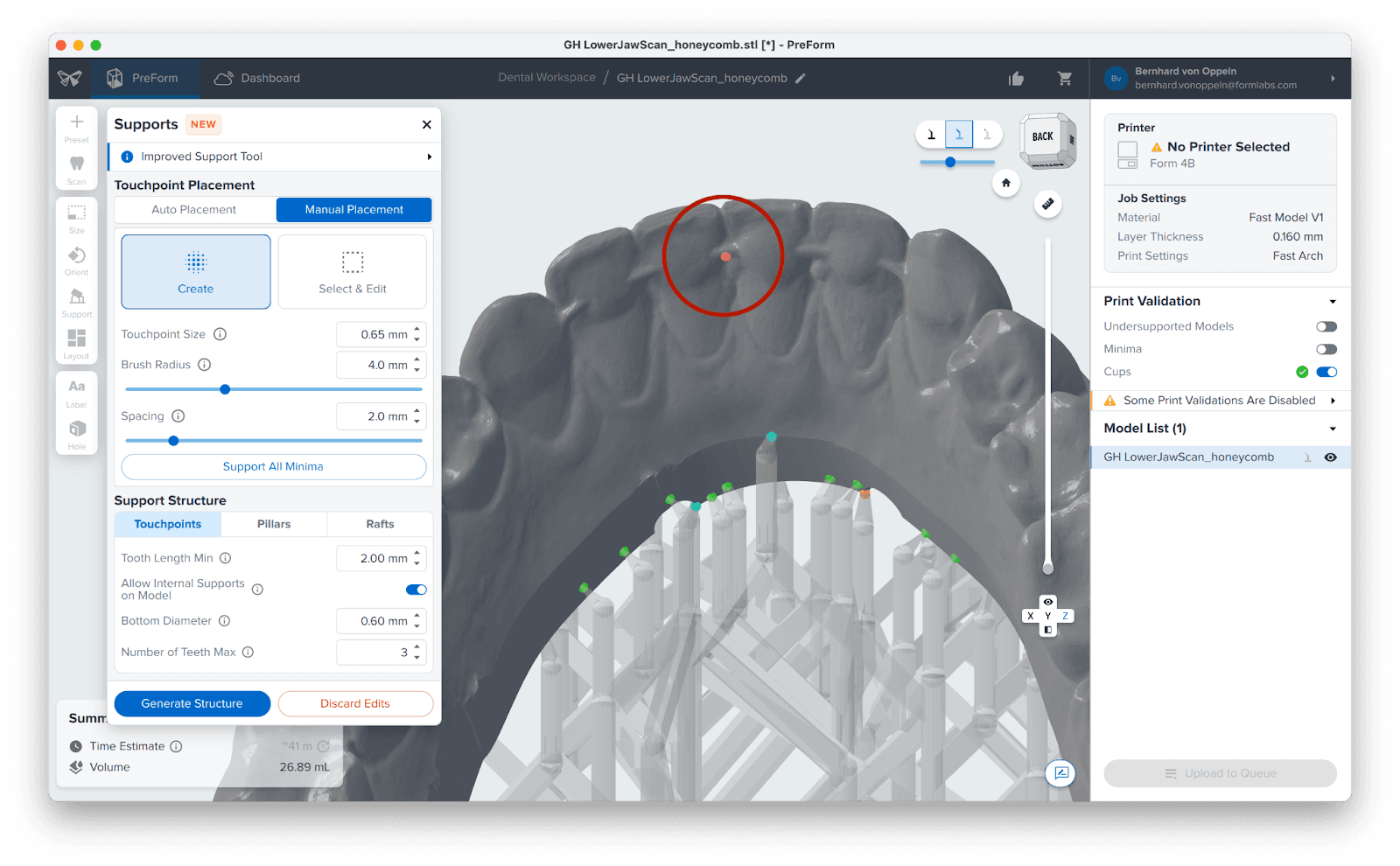
Suchen Sie alle unerwünschten Stützstrukturen, die die Passung Ihres Aligners beeinträchtigen könnten, und entfernen Sie sie mit der Maus.
Hinweis
Die PreForm-Funktion Auto-Generate Selected (Auswahl automatisch generieren) berechnet automatisch Stützstrukturen für das von Ihnen gewählte Harz und sorgt so für präzise Drucke. Die manuelle Anpassung dieser Stützstrukturen kann sich negativ auf die Druckbarkeit auswirken, daher ist Vorsicht geboten.
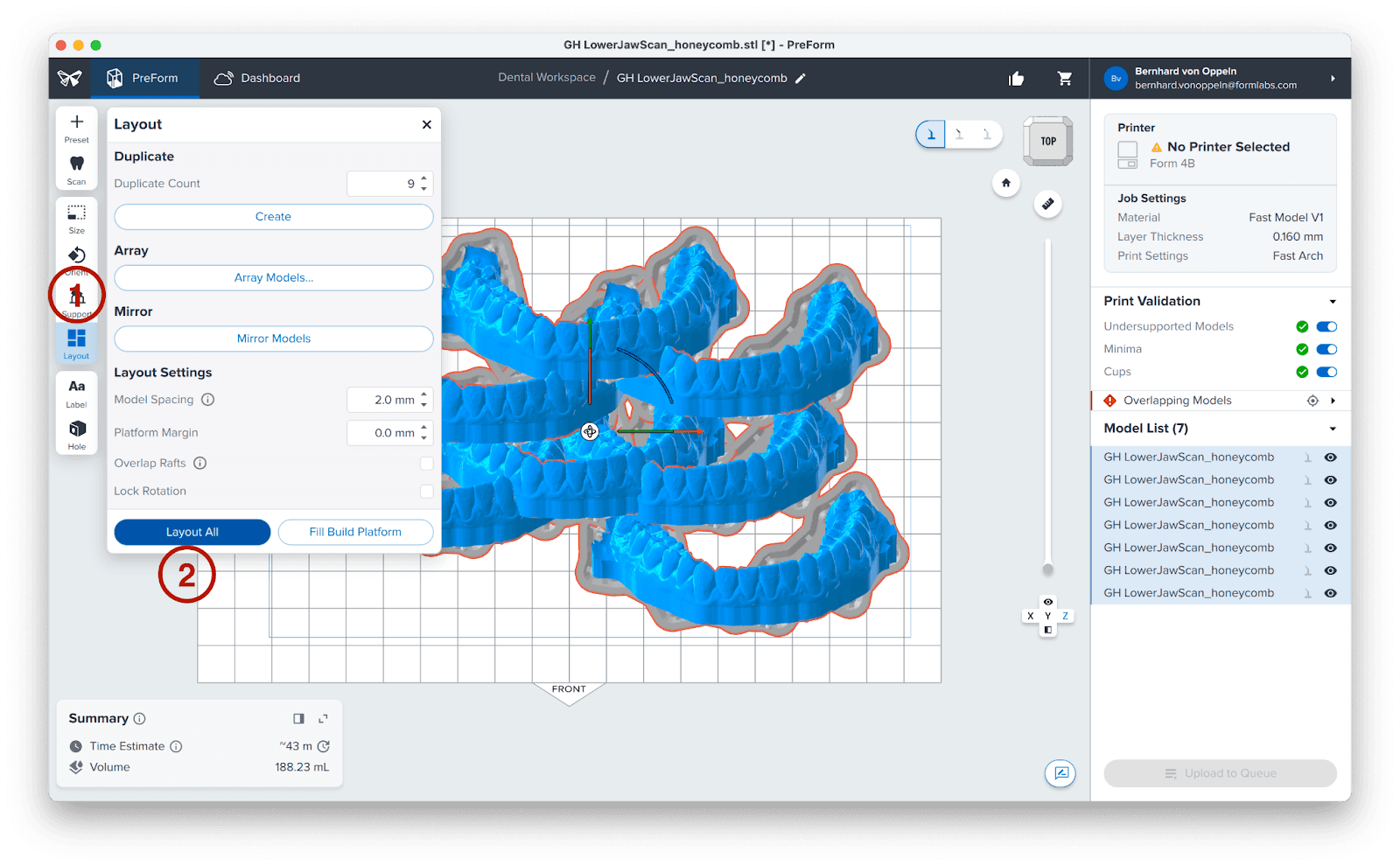
3.5 Drucklayout
Unabhängig davon, ob Sie mit Stützstrukturen oder direkt auf der Konstruktionsplattform drucken, positionieren Sie die Teile so, dass sie einander nicht überlappen. Einander überlappende Teile werden rot hervorgehoben. Wenn es darum geht, einen Druckauftrag mit vielen Modellen vorzubereiten, bietet PreForm eine leistungsstarke integrierte Funktion zur Automatisierung dieses Prozesses.
3.6 Den Druckauftrag an den Drucker senden
Klicken Sie auf die Schaltfläche Send to Printer (An Drucker senden) oder Upload to Queue (In Warteschlange hochladen), je nach Ihrem Druckerstatus.
3.7 Start eines Drucks
Schütteln Sie die Harzkartusche und setzen Sie dann die Kartusche, eine Konstruktionsplattform und einen kompatiblen Harztank in den Formlabs-3D-Drucker ein.
Starten Sie den Druckauftrag durch Auswahl am Touchscreen des Druckers.
Befolgen Sie alle Anweisungen oder Dialoge, die auf dem Druckerbildschirm angezeigt werden.
Der Drucker schließt den Druckvorgang automatisch ab.
4. Nachbearbeitung
4.1 Entfernen von Teilen
Vorsicht
Verwenden Sie bei der Handhabung von ungehärtetem Kunstharz immer Nitrilhandschuhe.
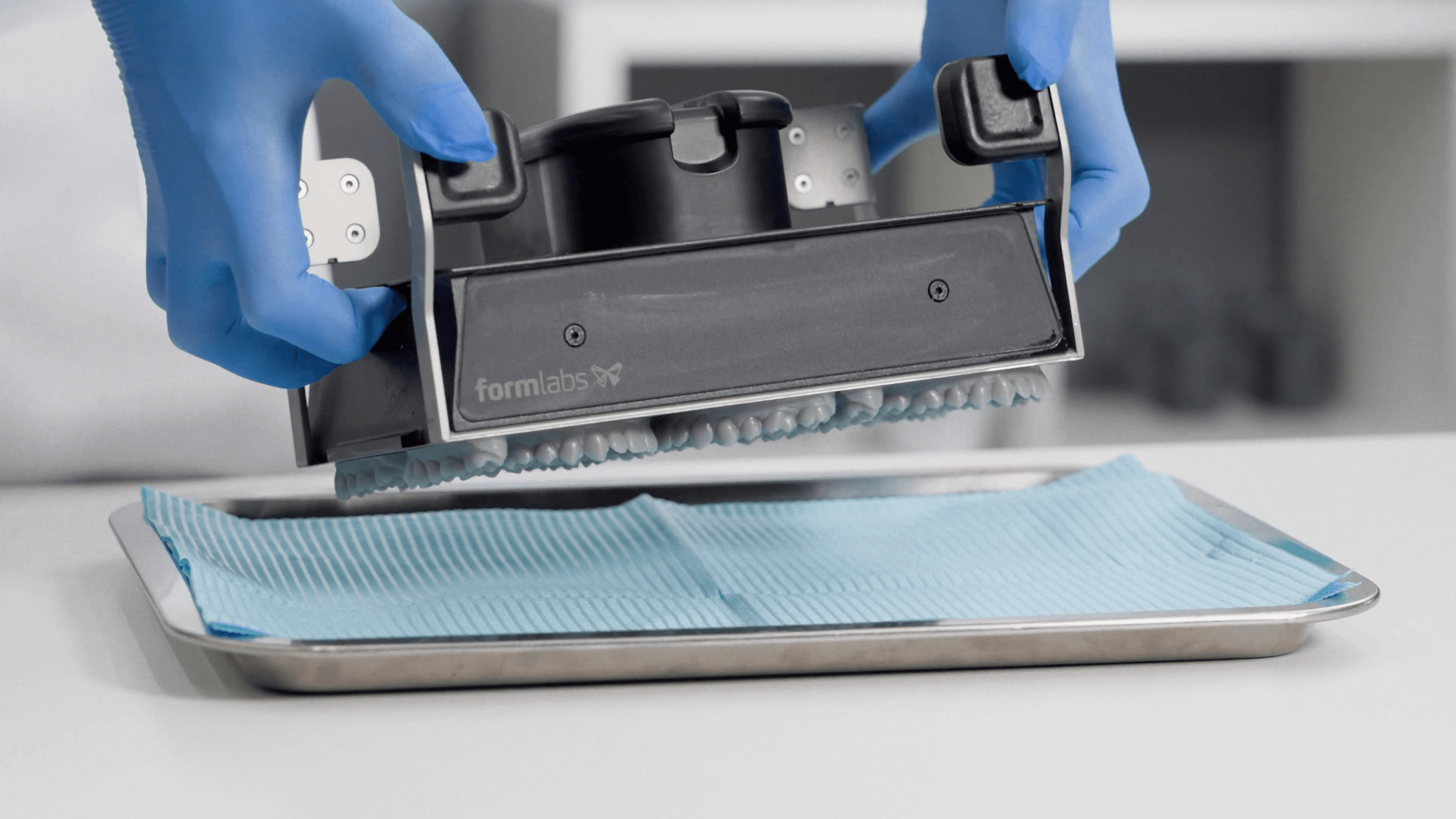
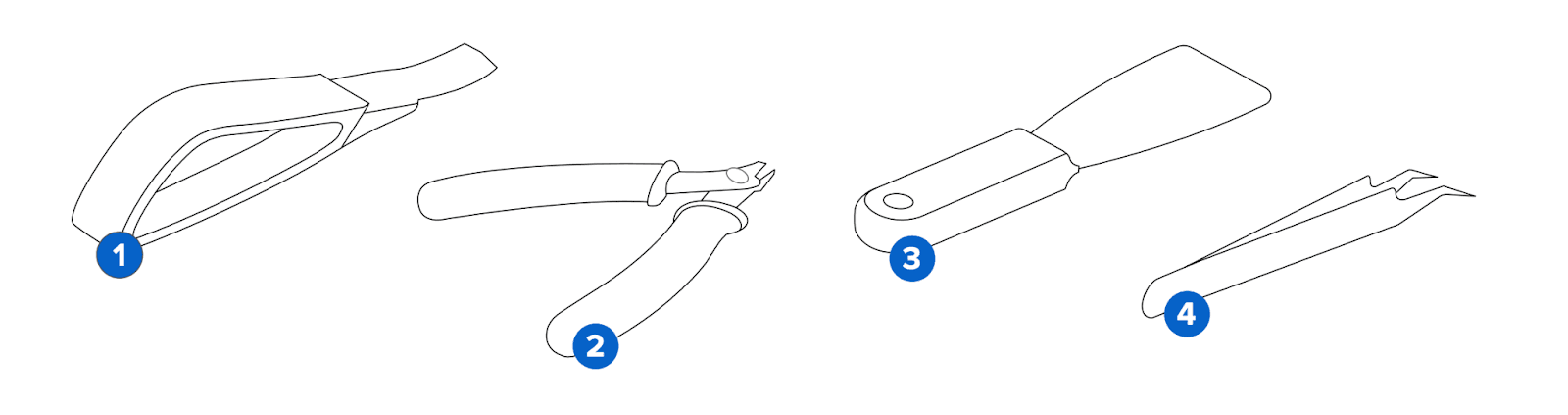
Das Ablösen der Teile ist mit einer Flex Build Platform oder Build Platform 2 ganz einfach: Drücken Sie einfach die Griffe, um die Modelle zu lösen. Bei standardmäßigen Plattformen verwenden Sie entweder einen Spachtel (3) oder das Ablösewerkzeug (1) aus dem Finish Kit. Dies gilt für alle Teile, unabhängig davon, ob sie flach oder mit Stützstrukturen gedruckt wurden. Teile, die mit Stützstrukturen gedruckt werden, haben ein Raft mit einer Fase, die den Zugang der Werkzeuge unter dem Teil erleichtert.
Um Beschädigungen an Ihren Teilen zu vermeiden, stellen Sie sicher, dass:
Das Werkzeug komplett unter das Modell reicht.
Sie nicht zu viel Kraft auf einen Bereich des Modells ausüben, sondern rundherum arbeiten.

4.2 Waschen
Vorsicht
Das Waschen des Druckteils mit Lösungsmitteln muss in einer gut belüfteten Umgebung erfolgen sowie mit geeigneten Schutzmasken und -handschuhen. Abgelaufenes oder unverbrauchtes Kunstharz muss gemäß den örtlichen Vorschriften entsorgt werden.
Platzieren Sie das Modell in einem mit Isopropylalkohol befüllten Form Wash. Weitere Informationen zu den richtigen Waschzeiten und der erforderlichen Alkoholreinheit finden Sie in diesem Artikel: Waschzeiten für Formlabs-Kunstharze.
Für nicht biokompatible Drucke wie Tiefziehmodelle können Sie Formlabs Resin Washing Solution anstelle von IPA verwenden.
Beim Waschvorgang müssen alle Teile vollständig mit dem Lösungsmittel bedeckt sein.
Eine zu lange Waschdauer kann die Maßgenauigkeit und Eigenschaften von Druckteilen beeinträchtigen.
Mit dem Standard Finish Kit
Für beste Ergebnisse beim Entfernen von Harz und eine gute Oberflächenbeschaffenheit empfiehlt Formlabs die Verwendung des Form Wash. Alternativ können Sie bei Verwendung des Finish Kits die folgenden Anweisungen befolgen: Spülen Sie die Teile in zwei Behältern mit IPA oder Formlabs Resin Washing Solution.
4.3 Trocknen und Prüfen
Lassen Sie die Teile nach dem Entfernen aus dem IPA in einem gut belüfteten Bereich etwa 30 Minuten bei Raumtemperatur lufttrocknen. Der Trocknungsprozess kann mithilfe von Druckluft beschleunigt werden. Vergewissern Sie sich, dass der Alkohol vollständig verdunstet ist, bevor Sie fortfahren.
Nach dem Druck und dem Waschen müssen die Teile gründlich überprüft werden, um sicherzustellen, dass sie sauber und trocken sind. Vor den nächsten Schritten dürfen sich kein Restalkohol, kein überschüssiges flüssiges Kunstharz und keine Rückstände auf den Oberflächen befinden. Wenn nach dem Trocknen noch feuchtes, ungehärtetes Harz vorhanden ist, tauchen Sie das Teil etwa eine Minute lang in sauberen IPA ein oder verwenden Sie eine Druckflasche. Anschließend trocknen Sie die Teile erneut wie zuvor beschrieben.
4.4 Nachhärten
Legen Sie die Modelle nach dem Waschen und Trocknen in den Form Cure. Wählen Sie für eine korrekte Nachhärtedauer und -temperatur die entsprechende Voreinstellung auf dem Form Cure aus und starten Sie den Nachhärteprozess.
4.5 Entfernen von Stützstrukturen (optional)
Formlabs-SLA-Drucker produzieren Teile mit Stützstrukturen, die nur minimale Berührungspunkte aufweisen und sich durch Ziehen einfach entfernen lassen.
Stützstrukturen einfach vom Teil abzureißen mag zwar schneller gehen, kann aber das Modell beschädigen oder Dellen hinterlassen. Daher empfehlen wir, Stützstrukturen, die mit kritischen anatomischen Bereichen verbunden sind, einzeln zu abzuschneiden.

5. Tiefziehen
Zum Erstellen der Anwendung wird das Modell in ein zahnmedizinisches Tiefziehgerät gelegt. Verwenden Sie zunächst die empfohlenen Einstellungen für Ihr Gerät und Ihr Tiefziehmaterial.
5.1 Vakuumformmaschinen vs. Druckformmaschinen
Beim Tiefziehen wird eine Kunststoffplatte auf eine verformbare Temperatur erhitzt, in der Regel um 220 °C. Anschließend wird sie entweder vakuumversiegelt oder mit Druck auf ein Modell gepresst. Tiefziehgeräte in der Zahnmedizin funktionieren auf zwei Arten: Vakuumformen oder Druckformen. Beide Methoden sind effektiv, aber druckbetriebene Maschinen bieten mehr Leistung und Zuverlässigkeit. Diese Maschinen benötigen Zugang zu sauberer Druckluft.
Anmerkung
Vermeiden Sie aufgrund der hohen Temperaturanforderungen die Verwendung von Tiefziehplatten mit einer Dicke von mehr als 1,5 mm. Dickere Platten benötigen mehr Zeit, um am Modell abzukühlen, was zu einer Beschädigung oder Verformung des Modells führen kann.

5.2 Bewährte Praktiken für das Tiefziehen
5.2.1 Anhaftung vorbeugen
Modelle, die nicht vollständig gewaschen und nachgehärtet sind, können am Tiefziehmaterial haften bleiben.
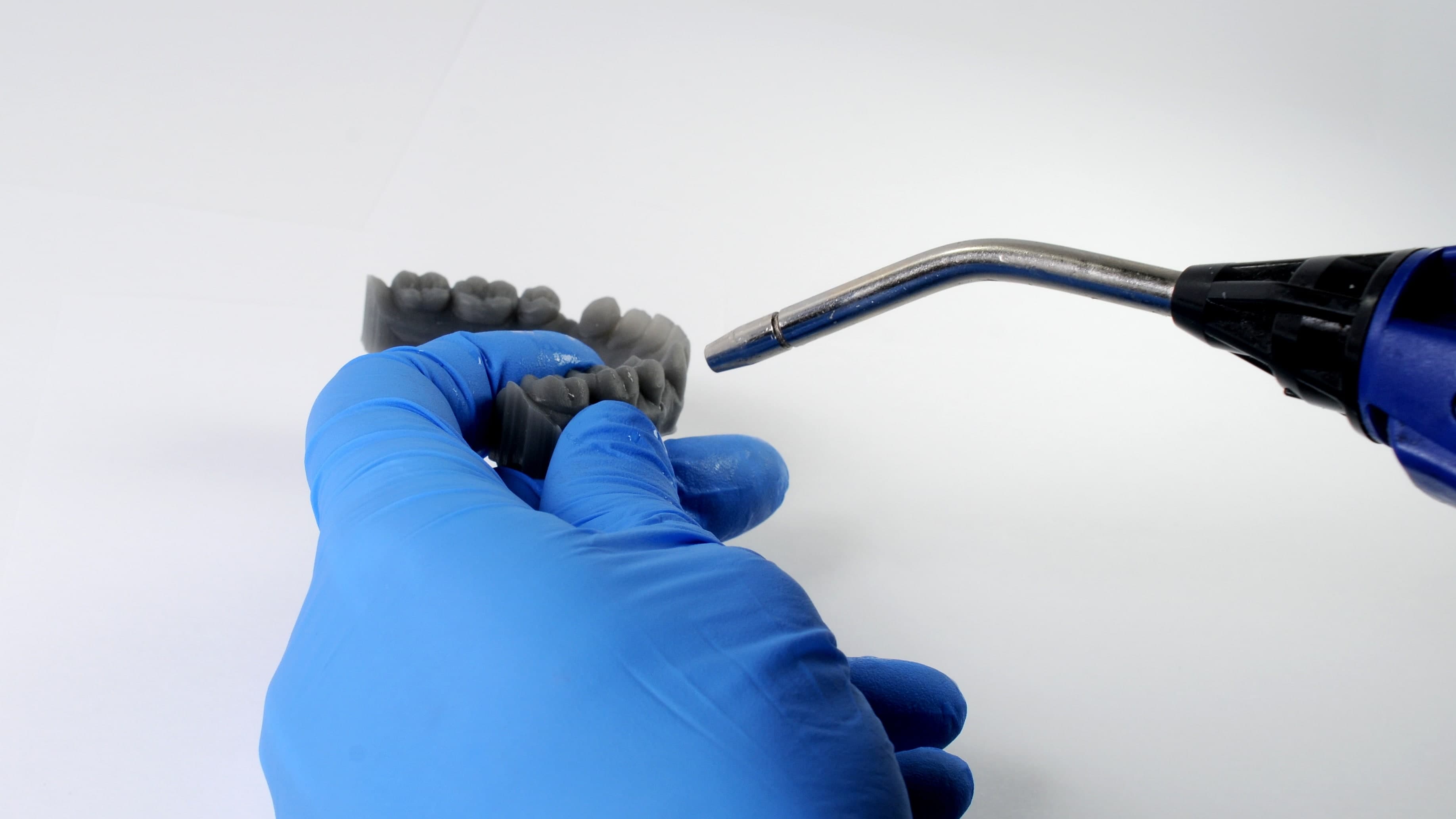
Harz, das nicht abgewaschen wurde, erscheint glänzend und fühlt sich klebrig an. Wenn Sie glänzende Bereiche erkennen, waschen Sie das Teil noch einmal eine Minute lang.

5.2.2 Modellhöhe beim Tiefziehen
Abhängig von Aufwärmzyklus sowie Materialstärke und -hersteller können die Ergebnisse variieren.
Größere Modelle ergeben dünnere Anwendungen (1).
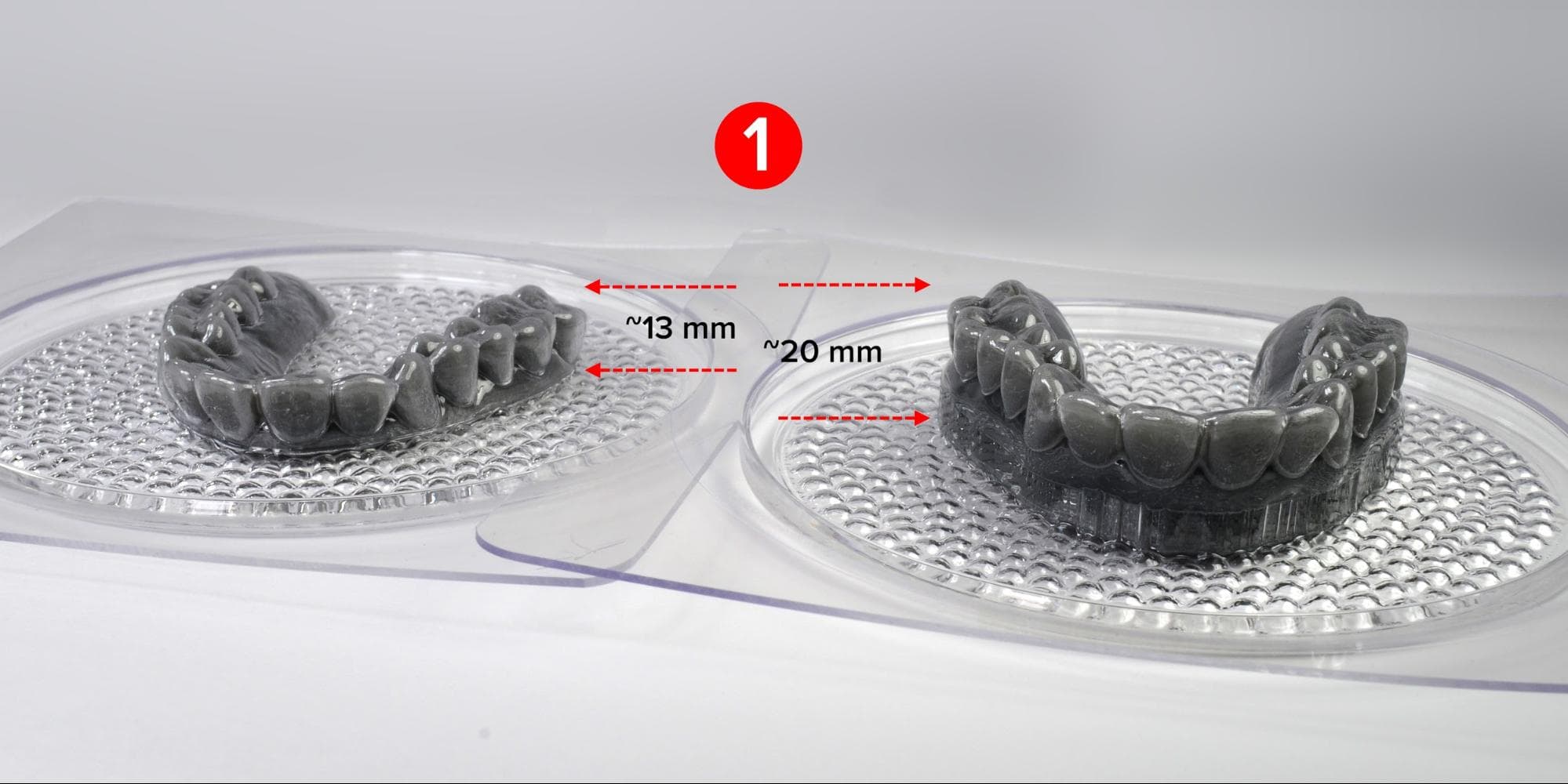
Wir haben festgestellt, dass Druckformmaterialien mit einer Dicke von 1 mm zu einer Anwendung mit einer Dicke von ~0,7 mm führen (2).

Um ein einheitliches Tiefziehen zu gewährleisten, können Sie entweder kontrollierte CAD-Ergebnisse (Modellhöhe und Block-Out) verwenden oder Granulat oder Perlen einsetzen, um während des Prozesses gleichmäßige Höhen zu erzielen. Siehe den Abschnitt über die Modellhöhe.
6. Zuschnitt und Fertigstellung
Abhängig von der Stärke des verwendeten Materials sowie des bevorzugten Verfahrens kann der Zuschnitt und die Fertigstellung der dentalen Anwendung anhand diverser Techniken erfolgen. Welche sich für Sie und allen weiteren mit dieser Aufgabe Betrauten am besten eignet, stellen Sie am besten durch Experimentieren fest.
Das Ziel ist es, schnell zu sein und Anwendungen mit sauberen Kanten zu produzieren, die Ihren Erwartungen entsprechen.
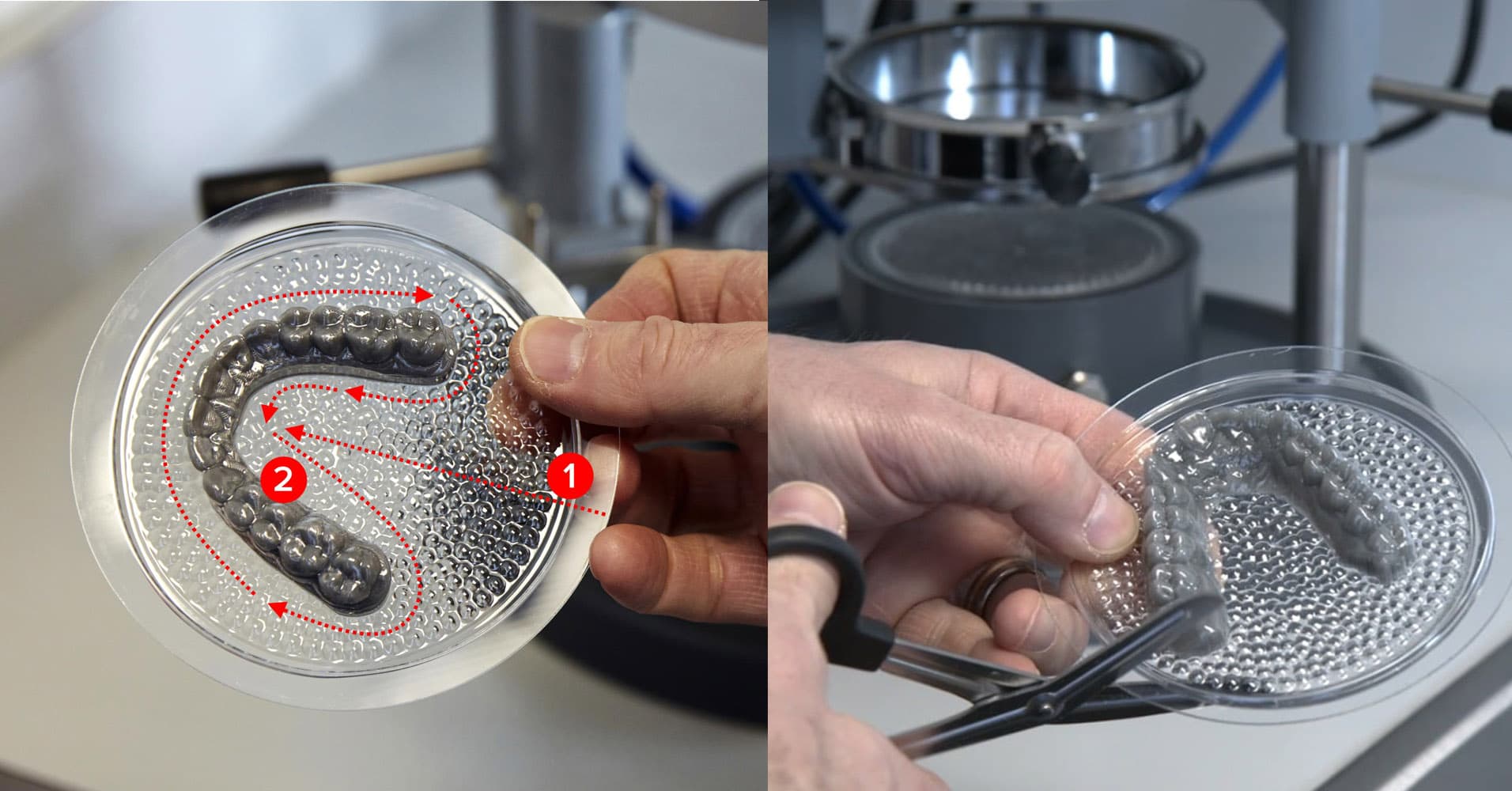
6.1 Ausschneiden

Um die endgültige Form der Anwendung zu erreichen, können Sie entweder den Umriss direkt auf dem Modell schneiden oder überschüssiges Material in der Nähe des vorgesehenen Umrisses zuschneiden, bevor Sie die Platte vom Modell entfernen. Als Werkzeuge eignen sich Trennscheiben, Hartmetall-Dreikantschneider (siehe unten) oder robuste Scheren.
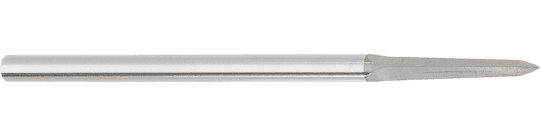
Ein Dreikantschneider ist ideal für das Schneiden von Tiefziehplatten ohne Erhitzen.
Anmerkung
Beachten Sie bei der Verwendung von Rotationswerkzeugen das thermoplastische Material; regulieren Sie den Druck und die Drehzahl, um einen zu hohen Wärmestau zu vermeiden.
6.2 Trimmen
Schneiden Sie die endgültigen Umrisse Ihrer Anwendung nach. Verwenden Sie Rotationswerkzeuge oder Spezialscheren. Wir empfehlen die Verwendung einer speziellen Schere, um die Effizienz zu steigern und den Reinigungsaufwand beim Schneiden der Ränder zu verringern. Diese Schere hat eine Mikroverzahnung, die das Abrutschen verhindert.

Ein Beispiel für eine schere mit Mikroverzahnung.

6.3 Automatisiertes CNC- oder Laserschneiden
Je nach dem gewünschten Ergebnis und der Komplexität des Falles kann die Anzahl der Aligner-Schritte pro Patient erheblich sein. Die manuelle Fertigstellung dieser Anwendungen ist, wie bereits beschrieben, arbeitsintensiv und treibt Zeit und Kosten in die Höhe. Als Reaktion darauf hat die Dentalbranche hochautomatisierte Arbeitsabläufe für das Ausschneiden eingeführt, bei denen CNC-Fräsen und Schneidlaser zum Einsatz kommen. Wenn Sie einen hohen Durchsatz anstreben, bei dem Zeit und Arbeitskosten eine Rolle spielen, kann sich die Investition in diese Spezialmaschinen lohnen.
6.4 Fertigstellung und Qualitätskontrolle
Führen Sie eine Qualitätskontrolle und eine Passungsprüfung des Modells durch. Vergewissern Sie sich, dass das Modell fest auf dem Gebiss sitzt, und überprüfen Sie es auf Verformungen, die durch das Erhitzen beim Ausschneiden entstanden sein können.
Das Gerät sollte desinfiziert und für den Versand sicher verpackt werden.

7. Entsorgung
1. Ausgehärtetes Kunstharz ist ungefährlich und kann als normaler Hausmüll entsorgt werden.
2. Flüssiges Kunstharz sollte gemäß den gesetzlichen Bestimmungen (auf kommunaler, regionaler oder nationaler Ebene) entsorgt werden. Entsorgen Sie es als ungebrauchtes Produkt.
8. Kompatible Formlabs-3D-Drucker und Kunstharze
3D-gedruckte Modelle für das Tiefziehen von transparenten Anwendungen können mit den folgenden Formlabs-SLA-Druckern und Materialien gedruckt werden.
|
Drucker |
Kunstharz |
|
Form 4B Form 4BL |
|
|
Form 3BL Form 2 |
Weitere Ressourcen
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
