
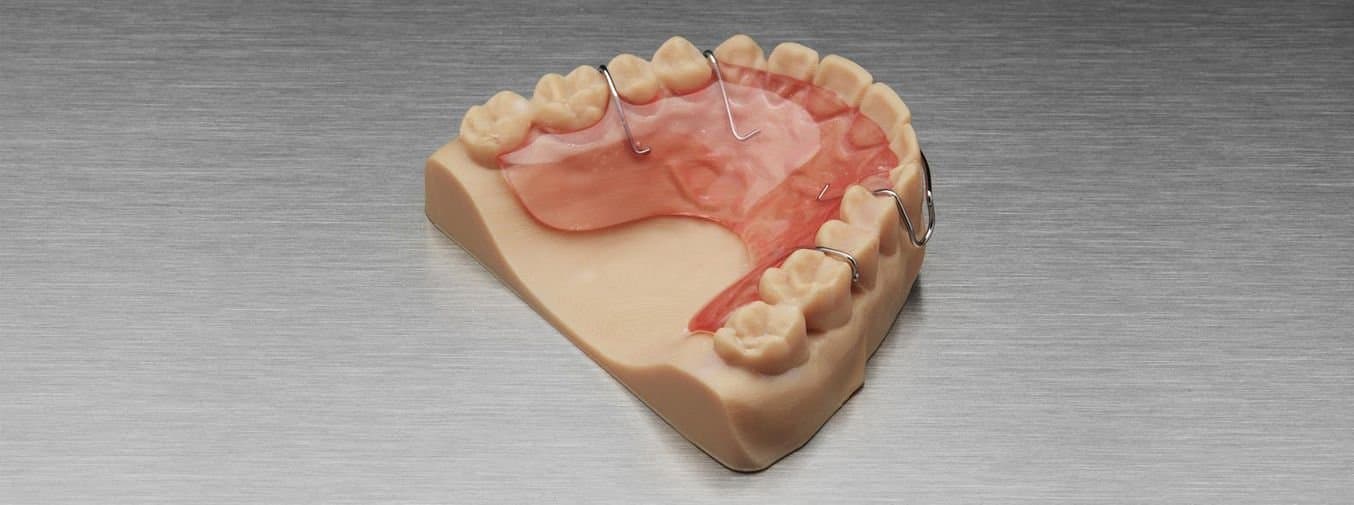
Fabriquer des aligneurs de Hawley sur des modèles imprimés en 3D
Les aligneurs de Hawley en acrylique sont souvent préférés par les orthodontistes pour les traitements de maintien car ils sont durables et ajustables. Fabriqués traditionnellement sur des modèles en plâtre, les aligneurs de Hawley peuvent également être fabriqués avec une procédure numérique en fabricant l'appareil à partir d'un modèle imprimé en 3D, ce qui améliore considérablement l'efficacité et réduit les délais d'exécution. Ce guide d'application détaille le processus de travail complet pour la fabrication d'aligneurs de Hawley en acrylique avec une imprimante 3D Formlabs.






Manufacturing Hawley Retainers on 3D Printed Models
Enregistrez ce quide, imprimez-le ou partagez-le avec vos collègues Télechargez le fichier en PDF.
Essentiels
Fournis par Formlabs :
- Imprimante 3D Form 2, Form 3 ou Form 3B (SLA)
- Model Resin ou Grey Resin standard
- Logiciel PreForm (gratuit)
- Finish Kit ou Form Wash
- Form Cure
Fabriqués par des tiers :
- Scanner 3D intraoral
- Logiciel de CAO pour orthodontie
- Médium de séparation dentaire (voir les recommandations à l'étape 5)
- Fil d'appareil (orthodontique) de maintien et fournisseurs :
- Fil d'appareil (orthodontique) de maintien
- Pinces pour plier et couper le fil
- Soudeuse laser pour appareils spéciaux
- Cire dentaire et fournitures
- Fil d'appareil (orthodontique) de maintien
- Pinces pour plier et couper le fil
- Soudeuse laser pour appareils spéciaux
- Cire dentaire et fournitures
- Cire dentaire :
- Pot de cire chauffé
- Embout métallique ou fer à souder à basse température
- Pot de cire chauffé
- Embout métallique ou fer à souder à basse température
- Fournitures acrylique :
- Poudre de polymère acrylique
- Monomère de MMA liquide
- Générateur de pressurisation dentaire
- Poudre de polymère acrylique
- Monomère de MMA liquide
- Générateur de pressurisation dentaire
- Accessoires de post-traitement :
- Outil rotatif avec fraise en carbure
- Pâte de polissage
- Tour dentaire avec outil de polissage rotatif
- Outil rotatif avec fraise en carbure
- Pâte de polissage
- Tour dentaire avec outil de polissage rotatif
1. Scan
Le logiciel CAO dentaire nécessite un fichier d'empreinte numérique pour créer le modèle dentaire à imprimer en 3D. L'empreinte numérique est soit obtenue directement à l'aide d'un scanner intraoral ou indirectement en numérisant à l'aide d'un scanner optique de bureau une empreinte en polyvinyle siloxane (PVS) ou un modèle en plâtre. Sauf si vous travaillez dans un système complet de numérisation et de CAO, exportez le scan sous forme de fichier STL ouvert.

2. Conception
Après avoir scanné l'empreinte numérique, importez les fichiers numériques dans le logiciel de CAO dentaire pour raffiner le scan, construire une base, et retirer les supports si nécessaire. Assurez-vous que le logiciel de CAO dentaire choisi permet l'export de fichiers ouverts STL pour assurer la compatibilité avec PreForm, le logiciel qui sera utilisé pour préparer l'impression 3D.
Le guide pas à pas exact de la planification du traitement et de la conception varie d’un logiciel à l’autre, mais correspond en général au processus décrit ci-dessous. Pour obtenir des conseils détaillés sur la planification du traitement et la conception, contactez l'éditeur du logiciel.
2.1 Import des données brutes d'impression numérique
Importez le scan des données brutes d'impression numérique dans votre logiciel CAO dentaire ou logiciel de construction de modèles. Si des données manquent au scan brut ou si elles ne sont pas reconnues par le logiciel, il existe des moyens de réparer les données, mais recommencer le scan peut être préférable.
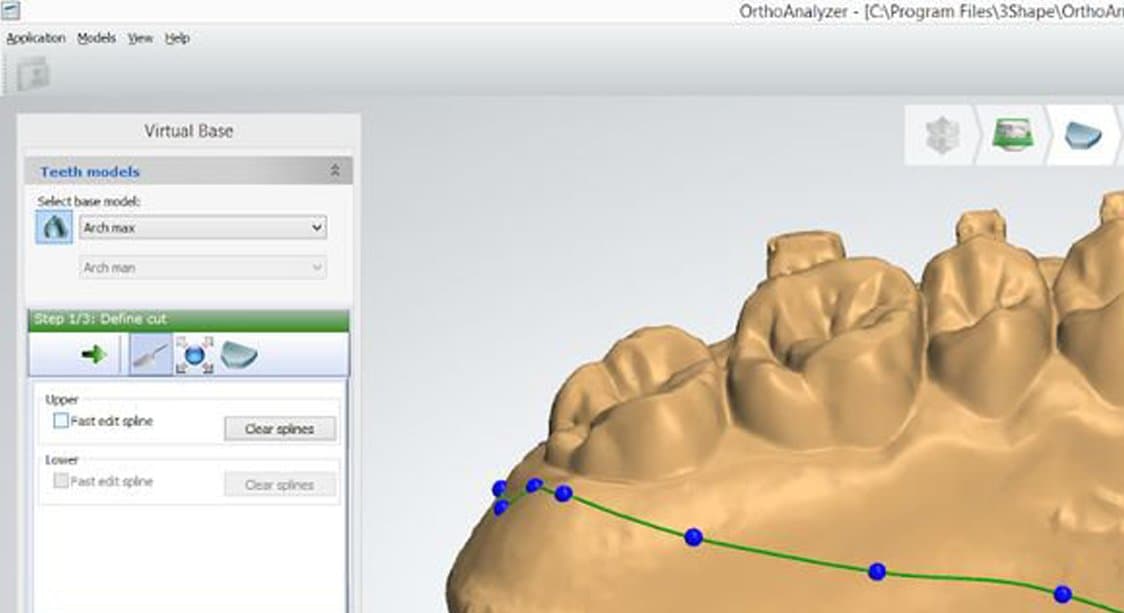
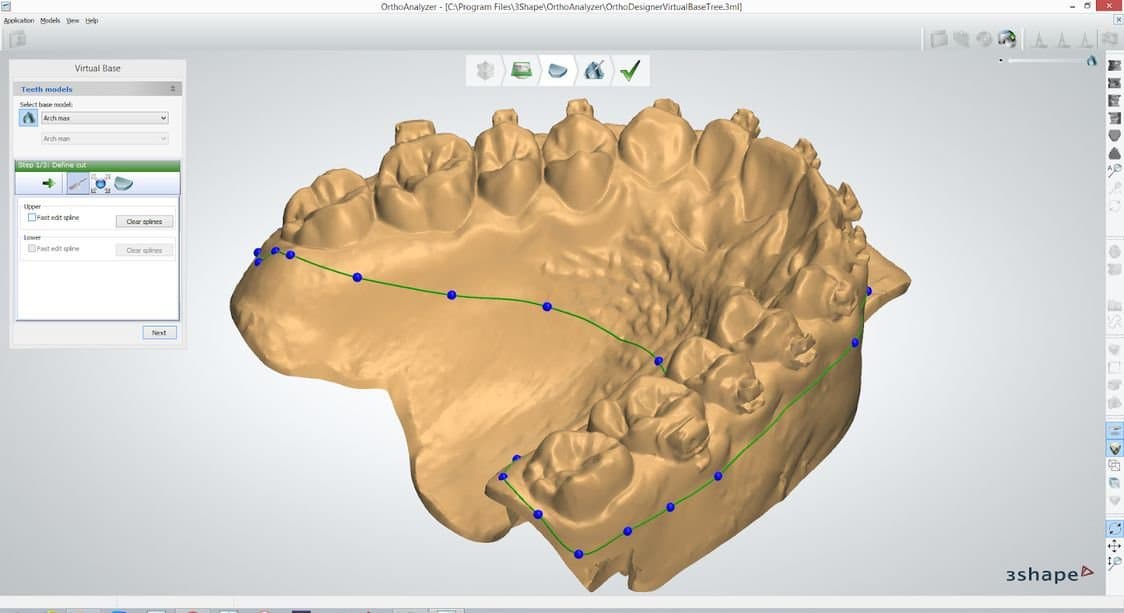
2.2 Construction de la Base du Modèle
Construisez une arcade ou une base pleine pour le modèle, selon l'appareil fabriqué. Commencez par tracer une ligne de délimitation sur le modèle qui inclut l’ensemble du palais ou du plancher de la bouche du patient, puis générez automatiquement la base. Vérifiez que la base générée automatiquement est alignée correctement, et qu'il y a une marge au niveau du palais et des gencives d'au moins 2 mm au-dessus du bas de la base du modèle.
2.3 Retrait des supports (si applicable)
Si le modèle a des supports, commencez par les retirer numériquement.
Remarque :
Cette fonction est seulement disponible dans certains logiciels de CAO dentaire.
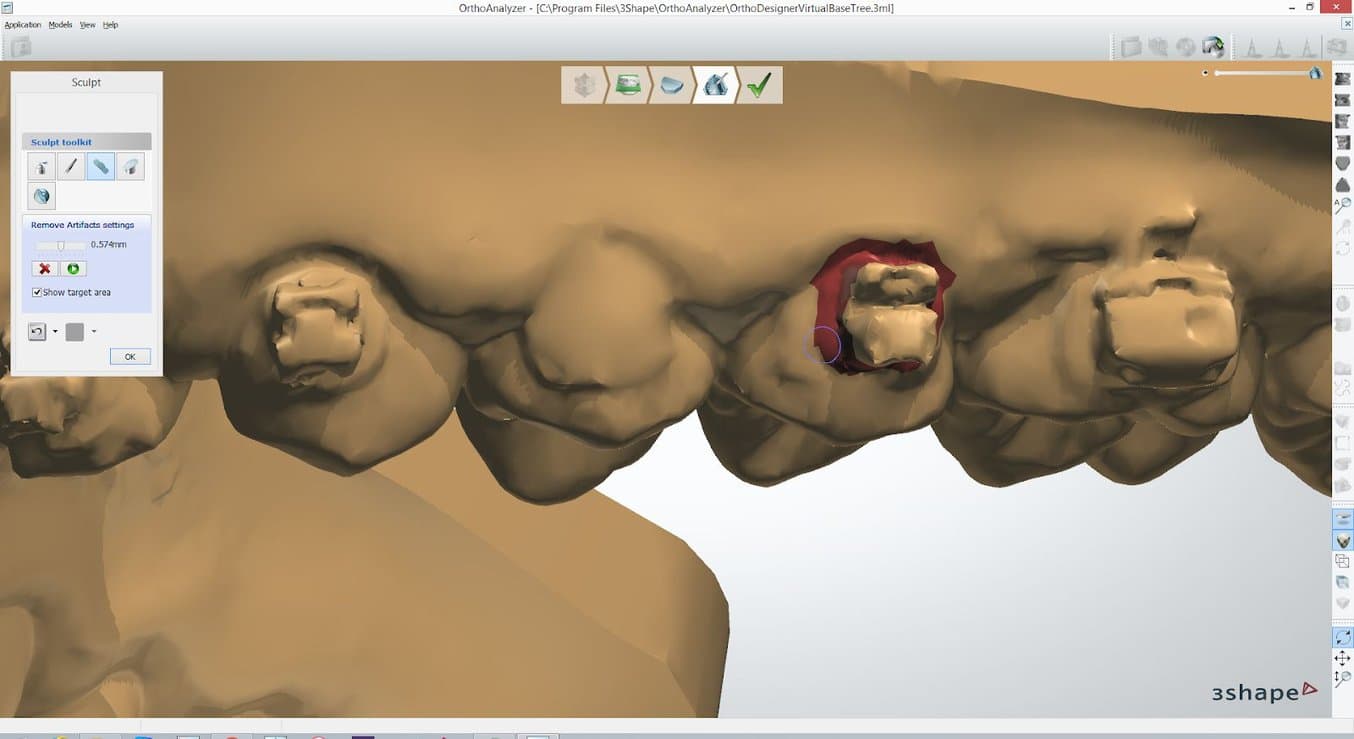
2.4 Sculpture du modèle (en option)
Pour chaque modèle du plan de traitement, sculpter peut :
- Améliorer l'imprimabilité
- Simplifier le retrait des pièces
- Ajouter des fonctionnalités spécifiques au processus de travail, comme des étiquettes d'identification
Ces étapes sont optionnelles et dépendent du processus de travail et de l'orientation désirée de l'impression.
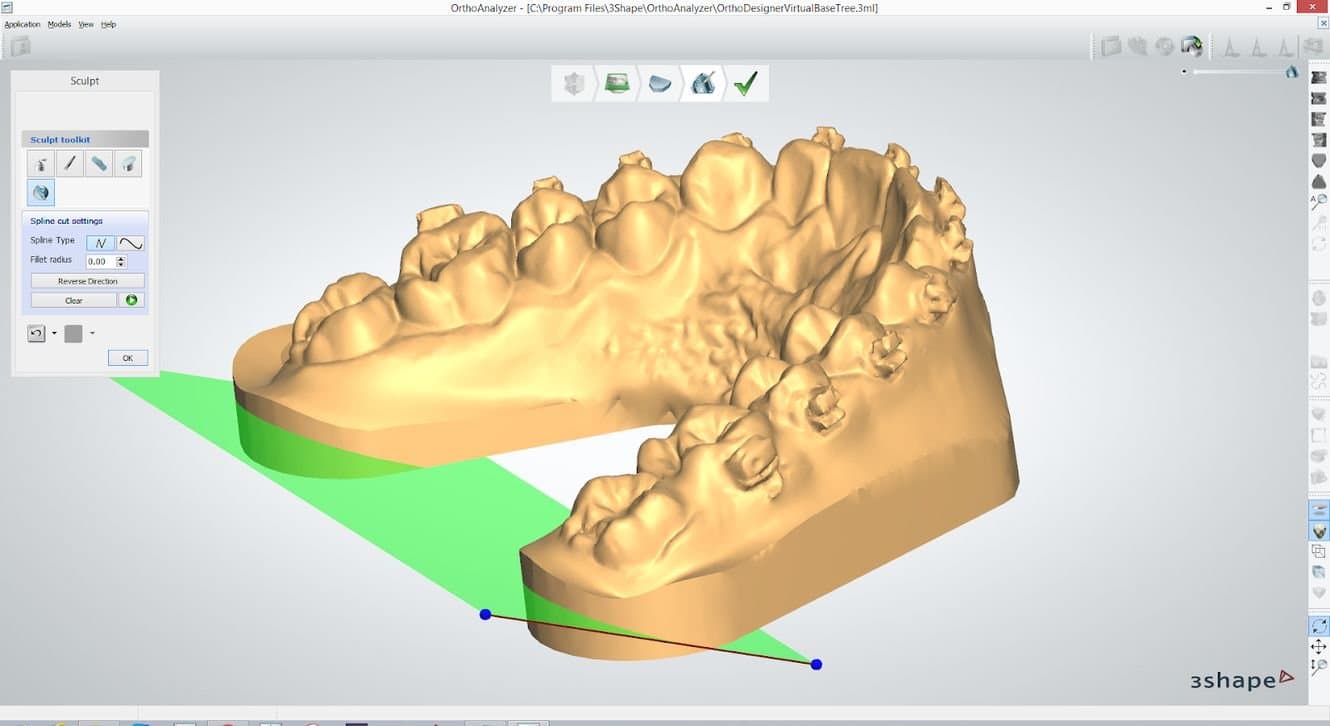
2.4.1 Chanfreiner la base du modèle
Le chanfreinage de la base du modèle facilite grandement le retrait des pièces de la plateforme de fabrication après l'impression. Ceci peut être fait facilement à l'arrière du modèle avec un rabot. Un chafrein à un angle de 30/45° et une hauteur de 2 à 3 mm est recommandé pour laisser de la place pour insérer facilement l'outil pour retirer les pièces de la plateforme.
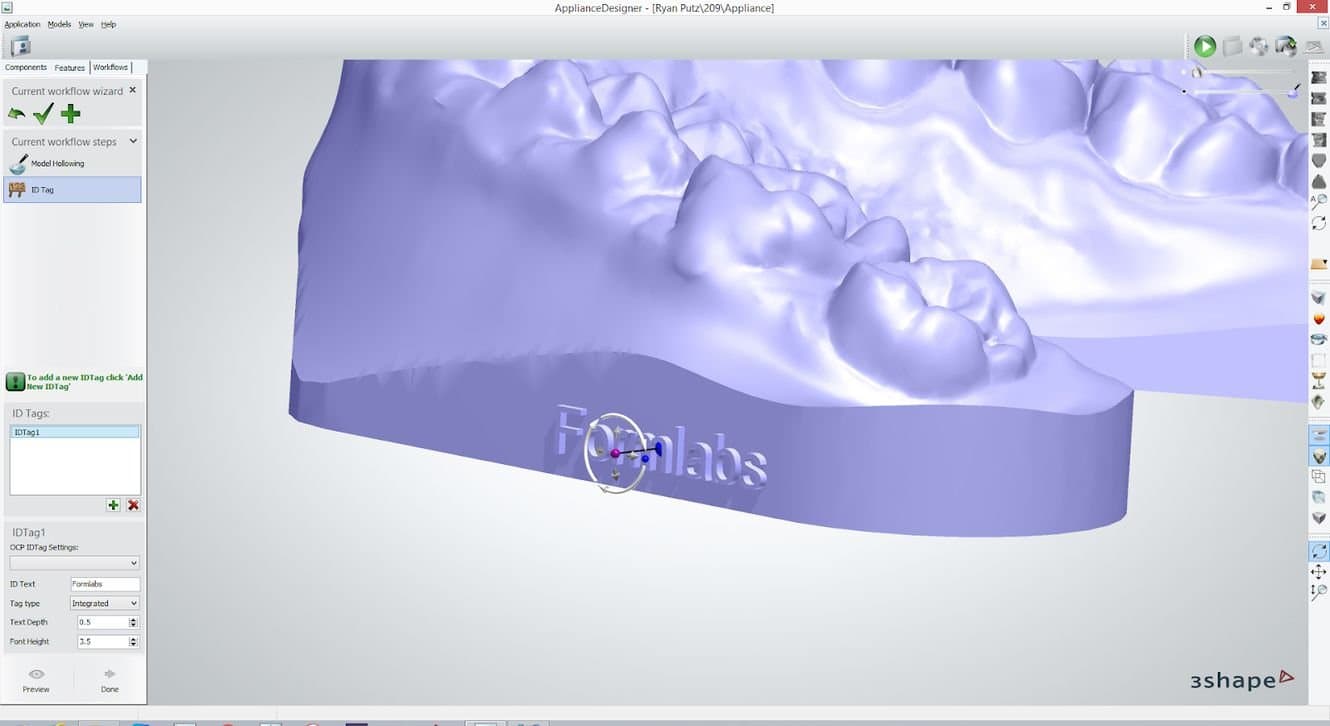
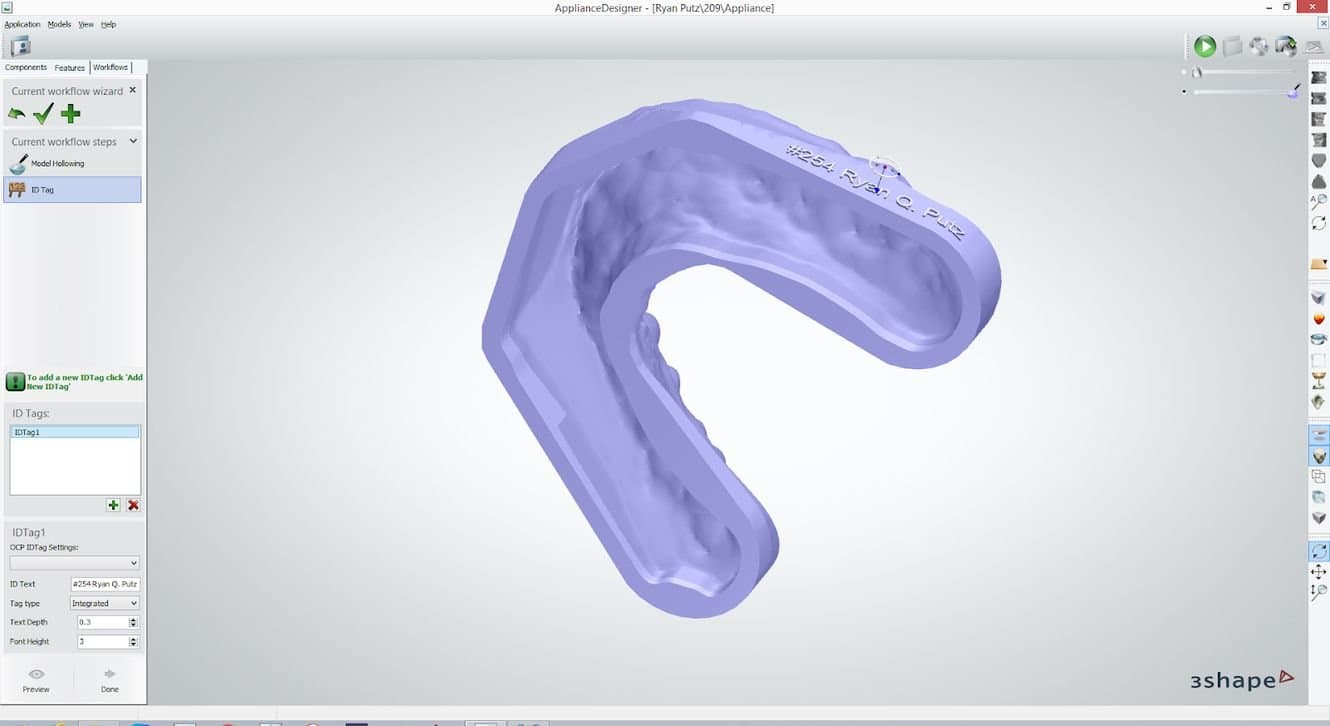
2.4.2 Embosser les étiquettes d'identification sur le modèle
Embosser des informations d'identification sur les modèles peut être très utile lors de l'impression d'une grande quantité d'appareils (orthodontique) de maintien. Un numéro d'étape de traitement, un numéro d'identification ou le nom du patient peuvent être gravés en dessous de la marge gingivale, sauf sur la base du modèle. Pour garantir une imprimabilité optimale, embossez les informations sur la paroi verticale de la base étendue.
2.4.3 Modèles pleins par rapport aux modèles creux
Évider le modèle peut améliorer le temps d'impression et réduire le coût unitaire, mais cette fonction est seulement disponible dans certains logiciels de CAO d'orthodontie. Si la pièce est évidée, veillez à ce que la paroi fasse au moins 2 à 3 mm d'épaisseur. Formlabs recommande d'imprimer des modèles solides pour réduire les difficultés de post-traitement.
2.5 Export du modèle
Enfin, exportez le modèle numérique au format STL ou OBJ.
3. Impression
3.1 Import des fichiers de modèles dans PreForm
Ouvrez PreForm et importez les fichiers STL ou OBJ cpour commencer de préparer l'impression.
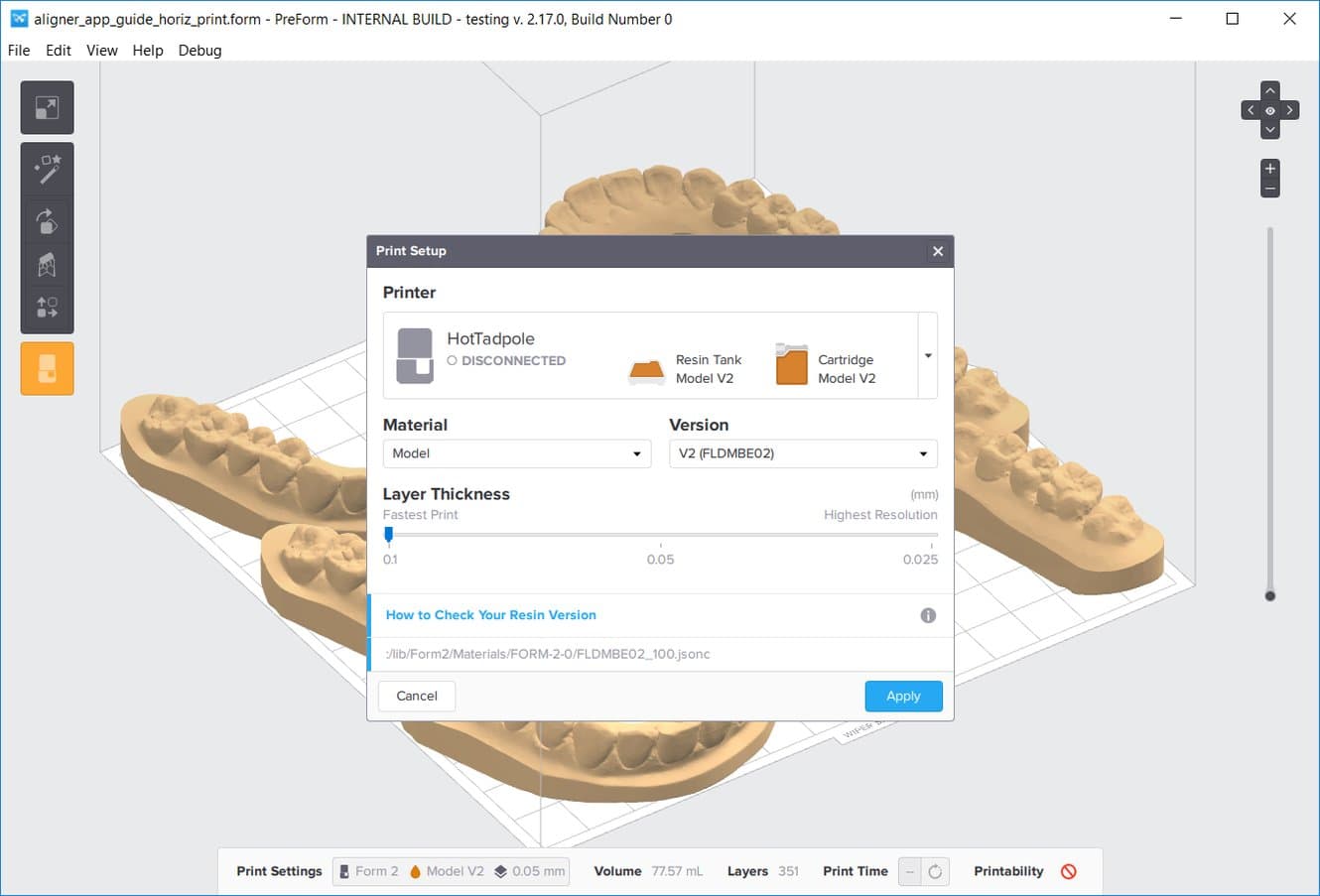
3.2 Configuration des paramètres d'impression
Dans le menu « configuration de l'impression » dans PreForm, choisissez l'imprimante à utiliser selon son nom de série, une combinaison unique de deux mots. Sélectionnez « Model Resin » ou « Grey Resin » dans le menu Matériaux, et une épaisseur de couche de 0,1 mm.
Remarque :
Une analyse de la précision des modèles orthodontiques imprimés a montré que des épaisseurs de couche d'impression de 0,05 mm ne produisaient que des différences marginales en termes de précision et d'exactitude, tout en doublant le temps d'impression. Imprimez les modèles orthodontiques avec une épaisseur de couche de 0,1 mm est vivement recommandé car cela réduit la durée d'impression tout en conservant une qualité clinique acceptable.
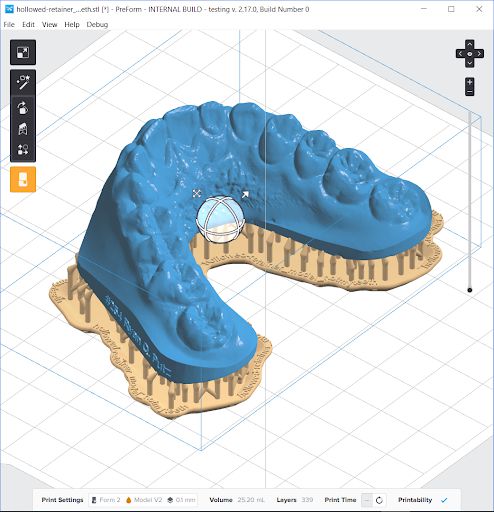
3.2a Orienter les pièces pour imprimer sans supports
Les modèles imprimés à-même la plateforme de fabrication doivent avoir une surface plane. L'outil de vue en coupe à droite peut être utilisé pour vérifier que la pièce est bien logée sur la plateforme. Pour orienter la base de la pièce directement sur la plateforme de fabrication, sélectionnez la base du modèle dans Orientation > Sélectionner une face.
Remarque :
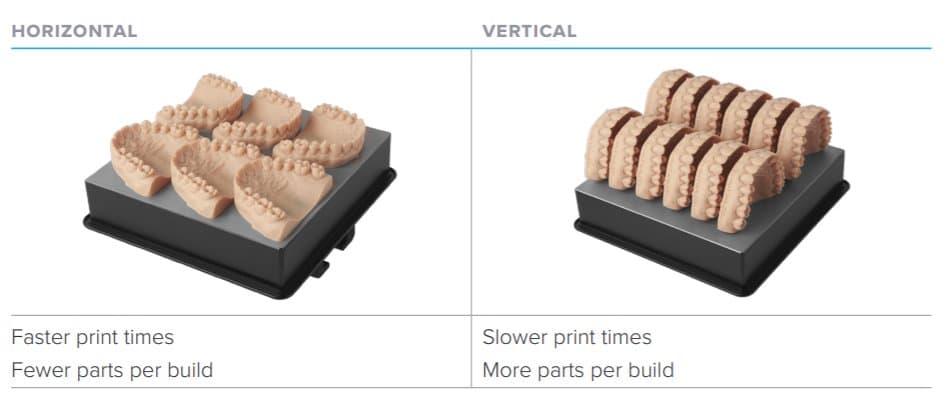
Formlabs recommande d'imprimer les modèles horizontalement afin d'optimiser la précision et l'exactitude, mais de nombreux utilisateurs de Form 2 ont également réussi à imprimer des modèles orthodontiques verticalement.
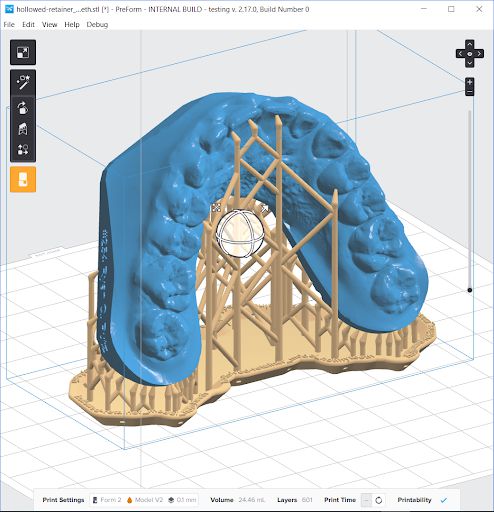
3.2b Orienter les pièces pour imprimer avec des supports
Imprimer avec des supports rend le retrait de pièces nettement plus facile et plus régulier, mais nécessite plus de matériel et en temps d'impression plus long pour la base et les piliers de support.
3.2 b.1 Orienter les modèles
Orientez les modèles de façon à ce que l'occlusion soit orientée à l'opposé de la plateforme de fabrication. Il est recommandé d'orienter les modèles à un angle de 15 degrés ou plus. Réduire l'angle améliore le temps d'impression. Un angle plus élevé permet à des modèles d'une densité plus élevée d'être imprimés en même temps.
3.2b.2 Générer les supports
Générez des supports à l'aide de la fonction de génération automatique des supports dans PreForm en choisissant Supports > Tout générer Inspectez le modèle pour vous assurer qu'il n'y a pas de supports qui touchent les surfaces des dents ou des gencives. Pour une impression plus régulière, sélectionnez 0,7 mm pour « Taille du point ». Supprimez tous les supports parasites dans Supports > Modifier, ou orientez le modèle selon un angle moins prononcé.
3.3 Préparer l'imprimante et la résine
Mélangez bien la résine avant d’insérer la cartouche en agitant et en retournant celle-ci plusieurs fois. Insérez le bac à résine, la cartouche de Model Resin ou Grey Resin et la plateforme de fabrication dans l'imprimante.
Standard Resin Tank ou Resin Tank LT :
Pour une précision et exactitude optimales, Resin Tank LT est recommandée pour l’impression de modèles dentaires. Les essais de Grey Resin et de Model Resin sur le Resin Tank LT n'ont révélé aucune dégradation de l'exactitude ou de la précision au cours de la durée de vie du bac. Si vous utilisez un Standard Resin Tank, l'exposition au laser forme des marques blanches et opacifiantes sur la surface du revêtement en silicone du bac à résine. Cette opacification devient finalement assez extrême pour affecter la précision. Pour éviter les problèmes d'ajustements dus à l'opacification du bac, changez le Standard Resin Tank après 50 impressions consécutives, ou toutes les deux cartouches de résines, selon ce qui survient en premier.
3.4 Impression
Cliquez sur le bouton orange « Imprimer » dans PreForm puis télécharger la tâche vers l'imprimante. Une fois que l'impression est téléchargée, appuyez sur le bouton de l'imprimante pour lancer l'impression.

4. Préparation
4.1 Laver les pièces
Les modèles creux imprimés directement sur la plateforme de fabrication piégeront la résine liquide dans les cavités situées sous le modèle. Les pièces creuses doivent être retirées de la plateforme de fabrication avant le rinçage.

AVERTISSEMENT !
Pour que la biocompatibilité et la conformité soient complètement respectées, il faut réserver un bac à résine, une plateforme de fabrication et un Finish Kit à l’usage de la Dental LT Clear Resin, qui ne pourront être partagés qu’avec d’autres résines biocompatibles Formlabs comme la Dental SG Resin.
Utiliser le Finish Kit Standard
Formlabs recommande d'utiliser Form Wash pour une élimination de la résine et une finition de surface optimales. Si vous utilisez le Finish Kit, retirez les pièces de la plateforme de fabrication à l’aide de l’outil spécial. Rincez les pièces dans deux paniers d'alcool isopropylique à 96 % ou plus pendant 10 minutes, puis 5 minutes dans un deuxième bain.
4.2. Retirer les pièces
Ensuite, retirer les pièces de la plateforme de fabrication. Pour les modèles chanfreinés, insérez le couteau à mastic fourni fermement dans le chanfrein, puis tournez le couteau doucement d'un côté à l'autre. Sinon, saisissez la base d’une molaire à l’aide de la pince coupante fournie, en appliquant le même mouvement de torsion.
4.3 Séchage à l'air ou au séchoir
Utilisez une souflette à air comprimé pour chasser l'alcool isopropylique des surfaces. Vérifiez soigneusement que toute la résine non polymérisée a bien été retirée. Lavez à nouveau la pièce au besoin. Si vous n'avez pas d'air comprimé à disposition, laissez simplement les pièces sécher à l'air libre avant de les inspecter.
4.4. Retirer les supports si nécessaire
Utilisez la pince coupante incluse dans le Finish Kit Formlabs pour couper soigneusement les supports au niveau de leurs points de contact avec la pièce. Faites attention lors de la coupe des supports car le matériau pourrait être friable. Les supports peuvent également être enlevés avec d’autres appareils spécialisés comme des disques de coupe ou des fraises en carbure.
4.5. Post-polymérisation des modèles
Post-polymérisez les modèles dentaires à la lumière et à la chaleur pour obtenir les meilleures propriétés mécaniques, précision, et exactitude possibles. Si Form Cure, la station de polymérisation développée par Formlabs est utilisée, placez les pièces imprimées dans Form Cure et post-polymérisez pendant 30 minutes à 60 °C.

5. Application du séparateur
Le moyen de séparation empêche le modèle imprimé de se lier à l'appareil (orthodontique) de maintien en acrylique pendant le processus de polymérisation de l'acrylique. Les modèles imprimés en 3D étant chimiquement différents des modèles en plâtre, des précautions spéciales doivent être prises en ce qui concerne le moyen de séparation utilisé. Suivez les instructions d'application du séparateur fournies par le fabricant. Séchez le modèle dentaire à un angle afin d'éviter toute accumulation de matériau séparateur.
Conseil : Il est plus facile de travailler avec des séparateurs visqueux, en particulier la vaseline, si le modèle est chaud. Appliquez le séparateur pendant que le modèle est encore chaud après le processus de polymérisation ou utilisez Form Cure pour le réchauffer. Formlabs a testé et recommande les séparateurs dentaires à base d’huile minérale et de silicone suivants sur la base de l’efficacité de la séparation et de la rétention de la cire, bien que certains laboratoires aient obtenu des résultats satisfaisants avec d’autres séparateurs.
Les résultats de nos essais figurent dans le tableau suivant :
| SÉPARATEUR | EFFICACITÉ DE LA SÉPARATION | RÉTENTION DE CIRE |
|---|---|---|
| Siliform BEA (silicone) | Très efficace | Mauvais |
| Henry Schein Separating FIlm, Clear. P/N 101-8847 (huile minérale) | Efficace | Très efficace |
| Valplast V-sep Denture Separator. P/N 20256 (huile minérale) | Efficace | Très efficace |
| Gel de paraffine (ex : vaseline) | Efficace | Efficace |
| IMPRIMO Model Separator (Scheu Dental) | Très efficace | Efficace |
| SHERAiso-3d (SHERA) | Très efficace | Efficace |
| 3D-separating-medium (Dentaurum) | Très efficace | Efficace |
| Palaferm (Kulzer) | Très efficace | Très efficace |
6. Création du cadre en fil
À partir de cette étape, le processus de travail est identique au processus de travail traditionnel permettant de créer des aligneurs de Hawley.
Utilisez les pinces pour plier le fil et former les arcades et contours pour la dentition du patient. Une fois le fil correctement plié, utilisez de la cire dentaire pour tenir le fil en place pendant le travail de l'acrylique. Les essais réalisés par Formlabs ont montré que le fil métallique sur les modèles imprimés est similaire aux modèles en plâtre, bien que l'ouvrage en cire puisse être plus fragile.
Si une opération de soudage est requise pour tout appareil fabriqué sur un modèle imprimé, le soudage au laser est la méthode de prédilection. Contrairement aux méthodes de soudage traditionnelles, le soudage au laser n’imprègne pas le modèle de chaleur et ne le déforme pas.

7. Appliquer l'acrylique
Les essais réalisés par Formlabs ont déterminé que l’acrylique devait être appliqué et fini de la même manière que les modèles en traditionnels en plâtre. Certains utilisateurs en laboratoire ont constaté que l'application d'une fine couche d'agent de démoulage sur le modèle imprimé juste avant la fabrication de l'acrylique contribuait à la régularité du flux de travail.

AVERTISSEMENT !
Le monomère de MMA liquide peut souvent être extrêmement inflammable, volatil et poser un risque pour la santé. Assurez-vous que toutes les pièces en acrylique sont conformes aux dangers et aux consignes de sécurité pour les matériaux spécifiques et suivez les instructions d'utilisation.
8. Finitions
Retirez l'appareil orthodontique de maintien en acrylique du modèle à l’aide d’une spatule dentaire, en appliquant un peu de force si nécessaire. Coupez l'appareil orthodontique de maintien à sa forme finale, en éliminant l'excès d'acrylique à l'aide d'une fraise dentaire en carbure. Polissez l'appareil orthodontique de maintien pour améliorer son esthétique et son confort de pose. Utilisez un disque de polissage et une pierre-ponce sur un tour dentaire pour lisser toutes les surfaces, puis appliquez une couche de cire dentaire pour obtenir un fini brillant.
