ATTENZIONE:
Ai fini della piena conformità e biocompatibilità, la Custom Tray Resin richiede una piattaforma di stampa, un Finish Kit o una Form Wash dedicati che non devono essere usati con nessun'altra resina Formlabs.


La Custom Tray Resin di Formlabs è un materiale di Classe I biocompatibile per la stampa rapida e diretta di vassoi per impronte personalizzati.
Questo manuale operativo illustra passo dopo passo come eseguire la stampa 3D di vassoi per impronte personalizzati con le stampanti 3D SLA di Formlabs. Segui il workflow descritto di seguito per ottenere risultati precisi.
La Custom Tray Resin di Formlabs è un materiale di Classe I biocompatibile per la stampa rapida e diretta di vassoi per impronte personalizzati.
Questo manuale operativo illustra passo dopo passo come eseguire la stampa 3D di vassoi per impronte personalizzati con le stampanti 3D SLA di Formlabs. Segui il workflow descritto di seguito per ottenere risultati precisi.
Elementi fondamentali
Prodotti da Formlabs:
Prodotti da terzi:
Scanner intraorale o scanner 3D desktop
Software per la progettazione dentale (CAD) o esternalizzazione a un laboratorio o servizio di design
Manipolo odontoiatrico a velocità ridotta con frese e dischi lucidanti
Attrezzatura e materiali per lucidatura
Alcool isopropilico ≥99%
1. Scansione
Il software di progettazione dentale richiede un modello o un'impronta digitale dell'anatomia del paziente per la progettazione di un vassoio per impronte personalizzato. Per acquisire questi dati, è possibile effettuare una scansione diretta utilizzando uno scanner 3D intraorale, oppure effettuare una scansione di un'impronta fisica o di un modello colato con uno scanner 3D desktop.

2. Progettazione
2.1 Progettazione del vassoio per impronte personalizzato
Esistono diversi software odontoiatrici per la progettazione digitale di vassoi per impronte personalizzati. In questo manuale operativo illustreremo i parametri da utilizzare con 3Shape Dental System e ZirkonZahn.Tray.
ZirkonZahn.Tray è un software CAD dentale gratuito per la progettazione di vassoi per impronte personalizzati che può essere integrato con PreForm. Scaricalo gratis qui.
Puoi anche inviare un'impronta digitalizzata a un fornitore di servizi CAD dentali.


|
Requisiti generali per la costruzione |
Valori consigliati |
|---|---|
|
Spessore minimo delle pareti |
2 mm |
|
Spessore minimo delle maniglie |
3 mm (le maniglie progettate da 3Shape e ZirkonZahn.Tray soddisfano questi requisiti) |
|
Fori di ritenzione |
3 mm di diametro per materiali per impronte pesanti, ad esempio 3M™ Impregum™ o simili |
2.2 Esportazione del file STL
Una volta progettato il modello secondo le specifiche, si può avviare la produzione. Hai bisogno di un file .STL o .OBJ, che è lo standard per la maggior parte dei software CAD dentali. Individua il file e aprilo su PreForm.
3. Stampa
Nota:
Usa la versione 3.6.1 (o successiva) di PreForm e la versione 1.7.3 (o successiva) del firmware.
3.1 Importazione dei file
Usa il menu File per posizionare i tuoi file, quindi clicca su Apri. In alternativa, puoi trascinare i file su PreForm.
Nota:
Se non conosci PreForm, consulta questa playlist sul nostro canale YouTube.
3.2 Selezione dei materiali
Seleziona la Custom Tray Resin (1) nelle impostazioni del lavoro di stampa.

3.3 Orientamento
Posiziona sempre la superficie a intaglio in direzione opposta rispetto alla piattaforma di stampa.
Per ruotare un vassoio, clicca sulla parte, quindi trascina la sfera tenendo premuto il mouse.
I vassoi possono essere orientati in orizzontale o quasi in verticale rispetto alla piattaforma di stampa, a seconda della quantità di parti da stampare.
Consiglio: orienta le parti in modo che la superficie a intaglio necessiti del minor numero possibile di strutture di supporto.

3.4 Generazione di supporti
3.4.1 Generazione automatica di supporti
Clicca sul tasto Supports (Supporti) (1) a sinistra nella schermata di PreForm, quindi clicca sul tasto Auto Generate Selected (Genera automaticamente selezione) (2) o Auto Generate All (Genera automaticamente tutto).

Se un punto di supporto non è in una posizione ideale, dopo che è stato generato automaticamente può essere spostato cliccando sul tasto Manual Placement (Posizionamento manuale) nel menu Supports (Supporti).
PreForm evidenzierà in rosso le aree che richiedono supporti addizionali.
Verifica nel menu di destra di PreForm che tutti i componenti di Print Validation (Convalida della stampa) abbiano il segno di spunta verde.

3.5 Invio del progetto alla stampante
Invia il progetto alla stampante cliccando sulla barra arancione che si trova in basso a destra, Upload to Queue (Carica nella coda di stampa) (3) o Stampa ora.

3.6 Impostare la stampante
Inserisci un serbatoio resina, una cartuccia di Custom Tray Resin e una piattaforma di stampa adeguati nella stampante.
ATTENZIONE:
Ai fini della piena conformità e biocompatibilità, la Custom Tray Resin richiede una piattaforma di stampa, un Finish Kit o una Form Wash dedicati che non devono essere usati con nessun'altra resina Formlabs.
3.7 Stampa
Avvia la stampa selezionando il lavoro di stampa dall'apposito menu. Segui le istruzioni o le finestre di dialogo visualizzate sullo schermo della stampante. La stampante completerà la stampa in modo automatico.
4. Post-elaborazione
Usa sempre i guanti durante la manipolazione di resina e parti non polimerizzate.
4.1 Rimozione delle parti
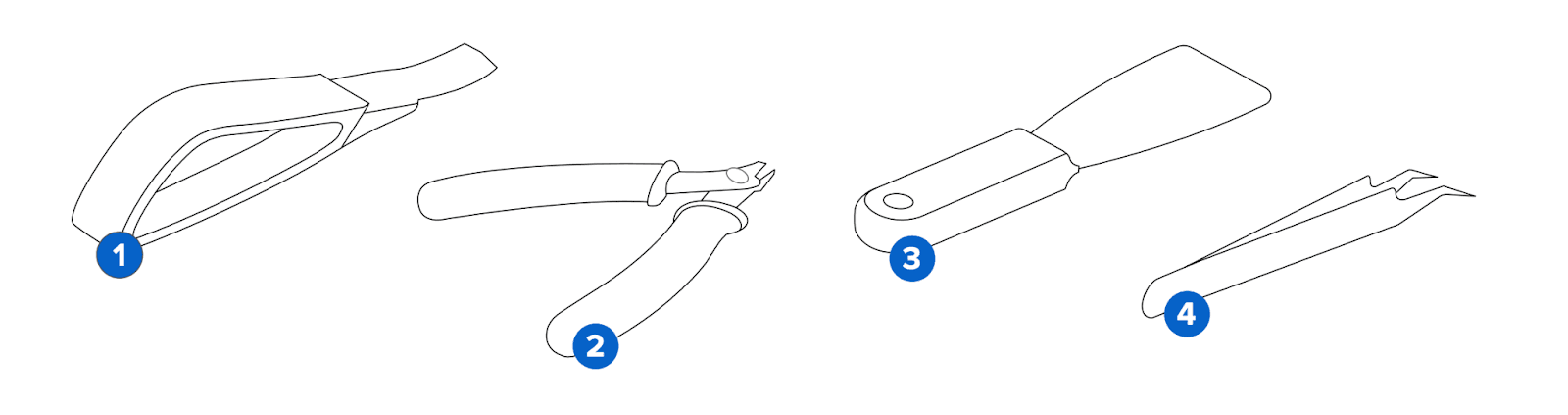
Le parti stampate possono essere rimosse dalla piattaforma di stampa prima o dopo il lavaggio. Se utilizzi la Flex Build Platform, puoi staccare facilmente le parti senza l'ausilio di strumenti aggiuntivi. Quando utilizzi una piattaforma di stampa standard, serviti di uno strumento appropriato come una spatola per staccare le parti (1)(3)
4.2 Lavaggio
Precauzioni:
Durante il lavaggio delle parti stampate con solvente, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una maschera e guanti protettivi.
La Custom Tray Resin scaduta o non utilizzata deve essere smaltita in conformità con le normative locali.
L'alcool isopropilico deve essere smaltito in conformità alle normative locali.
Posiziona le parti stampate in una Form Wash o Form Wash L riempita con alcool isopropilico ≥ 99% e imposta la durata del lavaggio seguendo le indicazioni contenute nella Guida alla produzione.
Assicurati che le parti siano completamente sommerse in alcool isopropilico durante il lavaggio.
Lavaggi di durata eccessiva potrebbero influire sulla precisione dimensionale, sulla biocompatibilità e sulle prestazioni a lungo termine delle parti stampante.

4.3 Asciugatura
Lascia asciugare completamente le parti all'aria (almeno 30 minuti). Puoi usare l'aria compressa per rimuovere l'alcool isopropilico dalle superfici dei vassoi per impronte personalizzati. Prima di procedere alle fasi successive, ispeziona con attenzione le parti per assicurarti che tutti i vassoi per impronte personalizzati siano lavati completamente e che non presentino particelle o resina non polimerizzata. Se necessario, ripetere il lavaggio con alcool isopropilico ≥99% fino a pulizia completa.
Se le parti sono ancora sulla piattaforma di stampa, rimuovile utilizzando lo strumento apposito, come descritto nel paragrafo 4.1 Rimozione delle parti.

4.4 Polimerizzazione post-stampa
Esegui la polimerizzazione post-stampa delle parti in una Form Cure, una Form Cure L o una Fast Cure usando le impostazioni indicate nella Guida alla produzione.

4.5 Rimozione dei supporti
I supporti possono essere rimossi usando le tronchesi incluse nel Finishing Tools Kit, una fresa al carburo o un disco diamantato a doppia faccia montati su un manipolo, oppure una pinzetta. La rimozione manuale dei supporti può danneggiare la parte o lasciare delle rientranze. I supporti possono essere rimossi prima o dopo la polimerizzazione. Ispeziona le parti per verificare la presenza di crepe e scartale se sono danneggiate in modo irreparabile.


4.6 Rifinitura dei punti di contatto rimanenti
Con un manipolo, rimuovi i supporti residui e leviga i punti di contatto. Per questa operazione è possibile utilizzare una ruota Scotch-Brite media, una fresa al carburo di silicio verde o una fresa in gomma siliconica. Sono adatti anche gli strumenti utilizzati per la lucidatura di apparecchi in acrilico.


Esempio di una parte finita.
4.7 Lucidatura con manipolo
Prelucida con un disco diamantato in silicone e una ruota abrasiva morbida. Lucida con un composto ad alta brillantezza e una ruota in feltro. Rifinisci con una ruota in lana.

4.8 Lucidatura con tornio
Per prima cosa, utilizza un disco di tessuto con pomice. Rifinisci con un disco di tessuto e un composto lucidante ad alta brillantezza progettato per dispositivi in acrilico. Assicurati che la parte sia completamente asciutta e priva di pomice prima di passare all'utilizzo del composto lucidante ad alta brillantezza.
5. Pulizia e disinfezione
5.1 Pulizia delle parti
Le parti completamente post-elaborate possono essere pulite usando un apposito spazzolino da denti morbido, con sapone neutro e acqua a temperatura ambiente.
Dopo averle pulite, ispeziona sempre le parti per individuare eventuali crepe.
Scarta la parte se rilevi danni o crepe.

5.2 Disinfezione
I vassoi personalizzati finiti possono essere puliti e disinfettati secondo i protocolli della struttura.
Un metodo di disinfezione testato consiste nell'immergere la parte finita in alcool isopropilico pulito al 70% per 5 minuti.
Dopo la disinfezione, ispeziona la parte per individuare eventuali crepe e assicurarti dell'integrità del vassoio per impronte.
Nota:
Non lasciare la parte nella soluzione di alcool per più di cinque minuti.
ATTENZIONE:
La disinfezione in alcool isopropilico non è compatibile con i materiali per impronte in polietere. I metodi di disinfezione alternativi devono essere approvati dal produttore.


6. Compatibilità della stampante Formlabs con la Custom Tray Resin
La Custom Tray Resin può essere stampata sulle seguenti stampanti SLA Formlabs e su hardware e materiali di consumo compatibili:
Form 4B
Form 4BL
Form 3BL
Form 2
7. Documenti giustificativi
Risorse addizionali
Esplora le risorse di Formlabs per l'odontoiatria per scoprire guide approfondite, tutorial dettagliati, whitepaper, webinar e molto altro.
L'odontoiatria, resa più semplice
La Form 4B è una stampante 3D odontoiatrica che permette di realizzare parti in modo estremamente rapido attingendo da un vastissimo catalogo di materiali per applicazioni odontoiatriche e ortodontiche. Sfrutta i workflow semplici e la straordinaria affidabilità dell'ecosistema Form 4B per creare modelli dentali e apparecchi biocompatibili di alta qualità.
