3.2.2.1 Opzionale: Utilizzo dei tagli piano
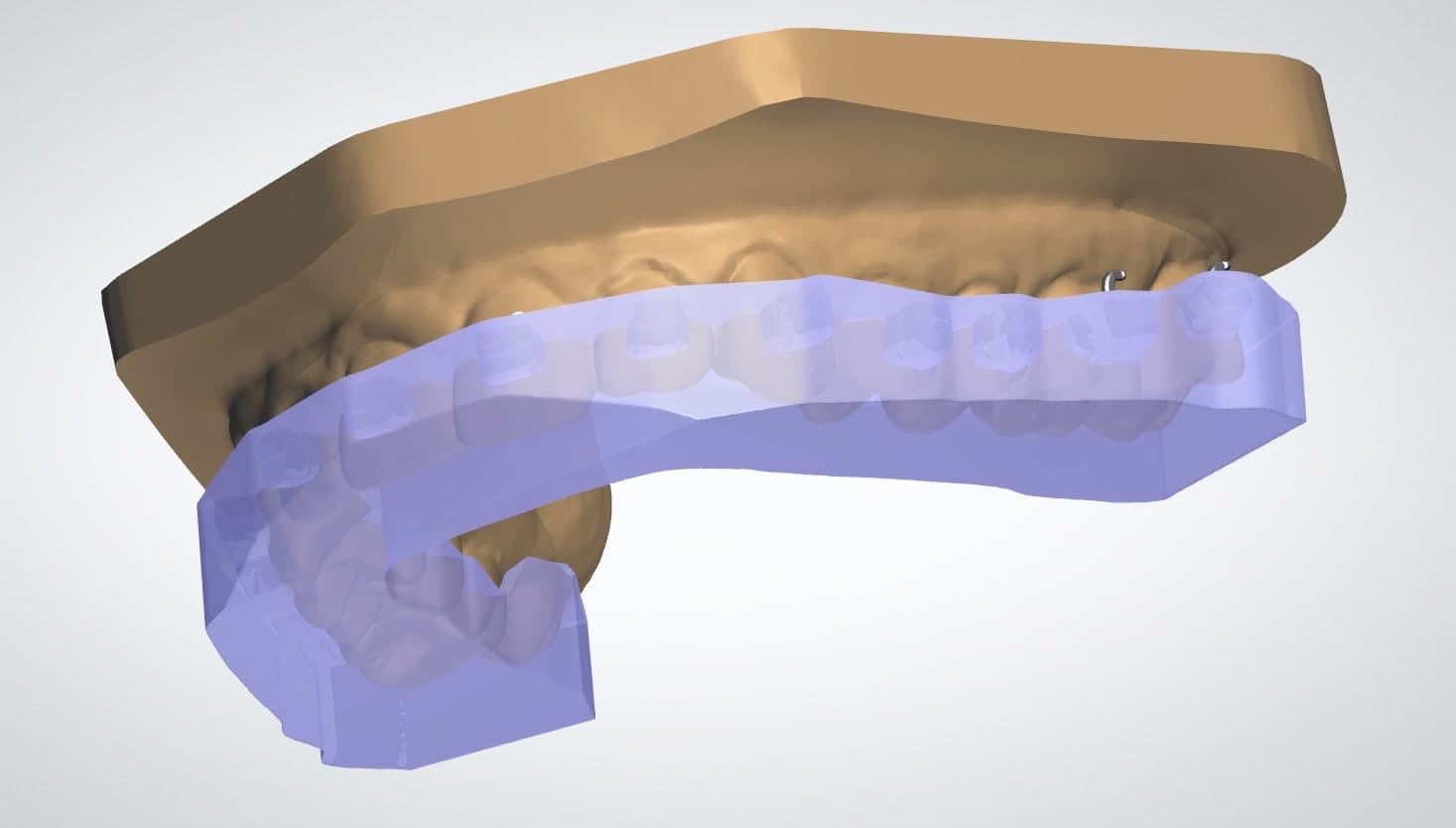
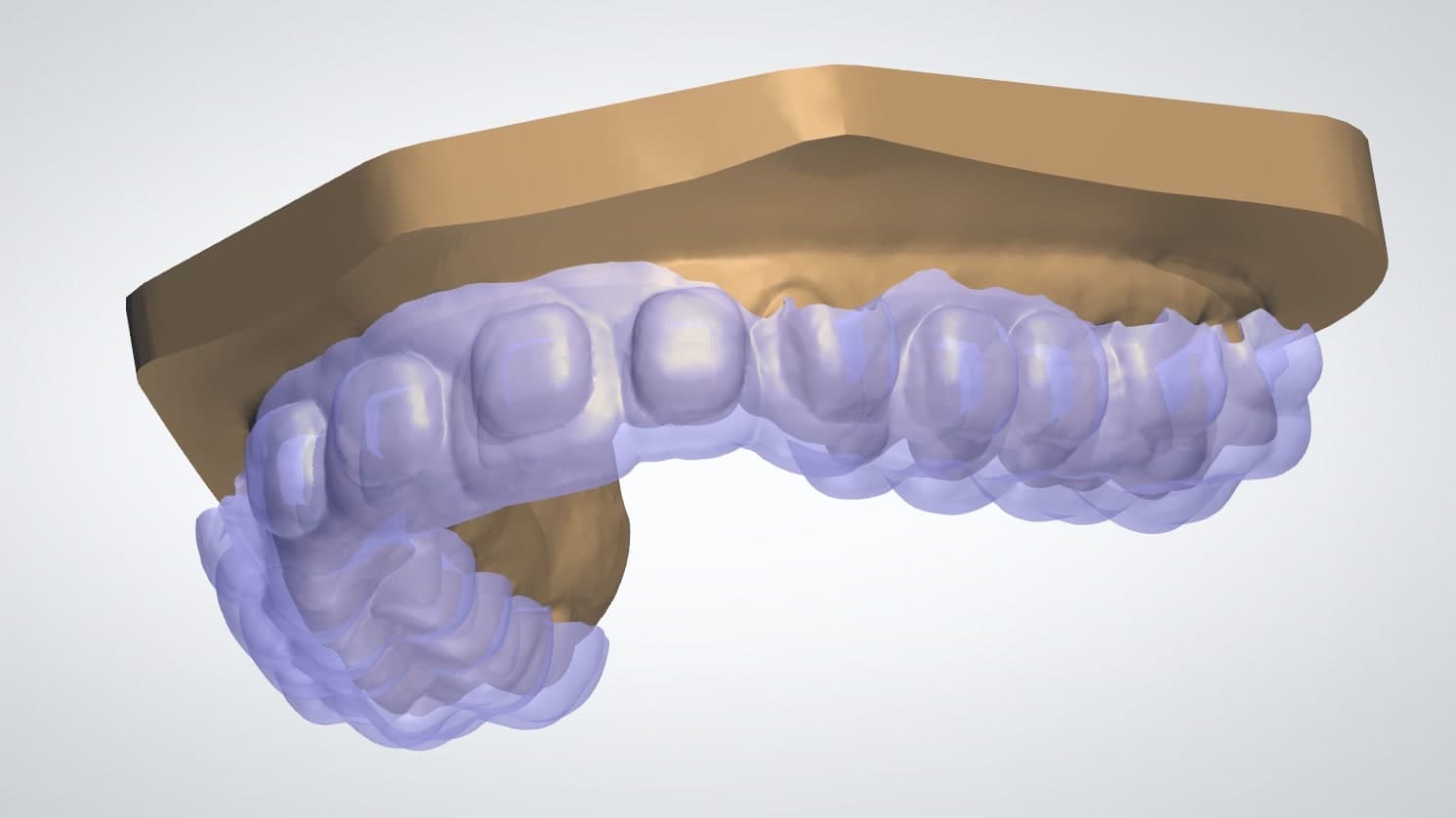
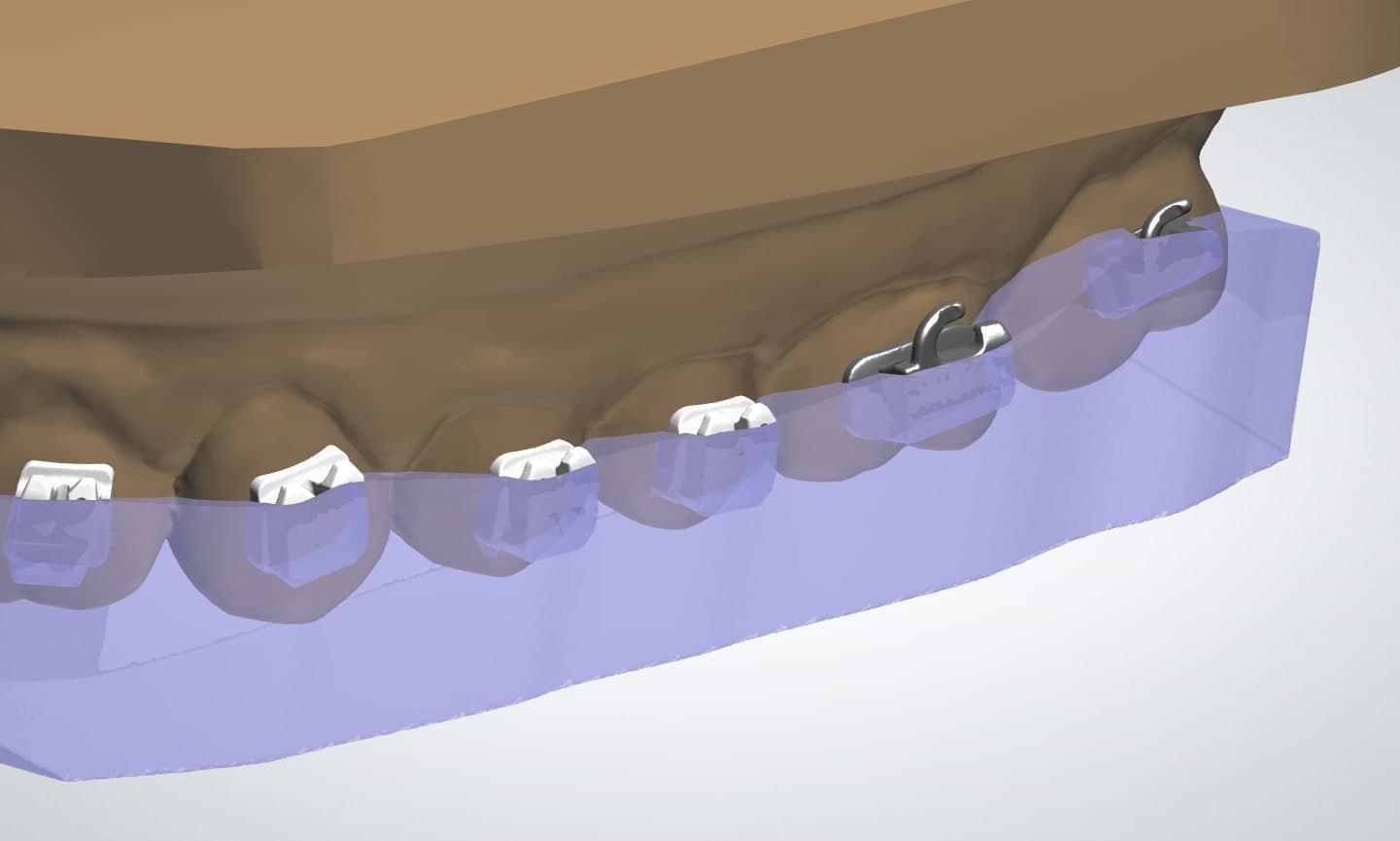
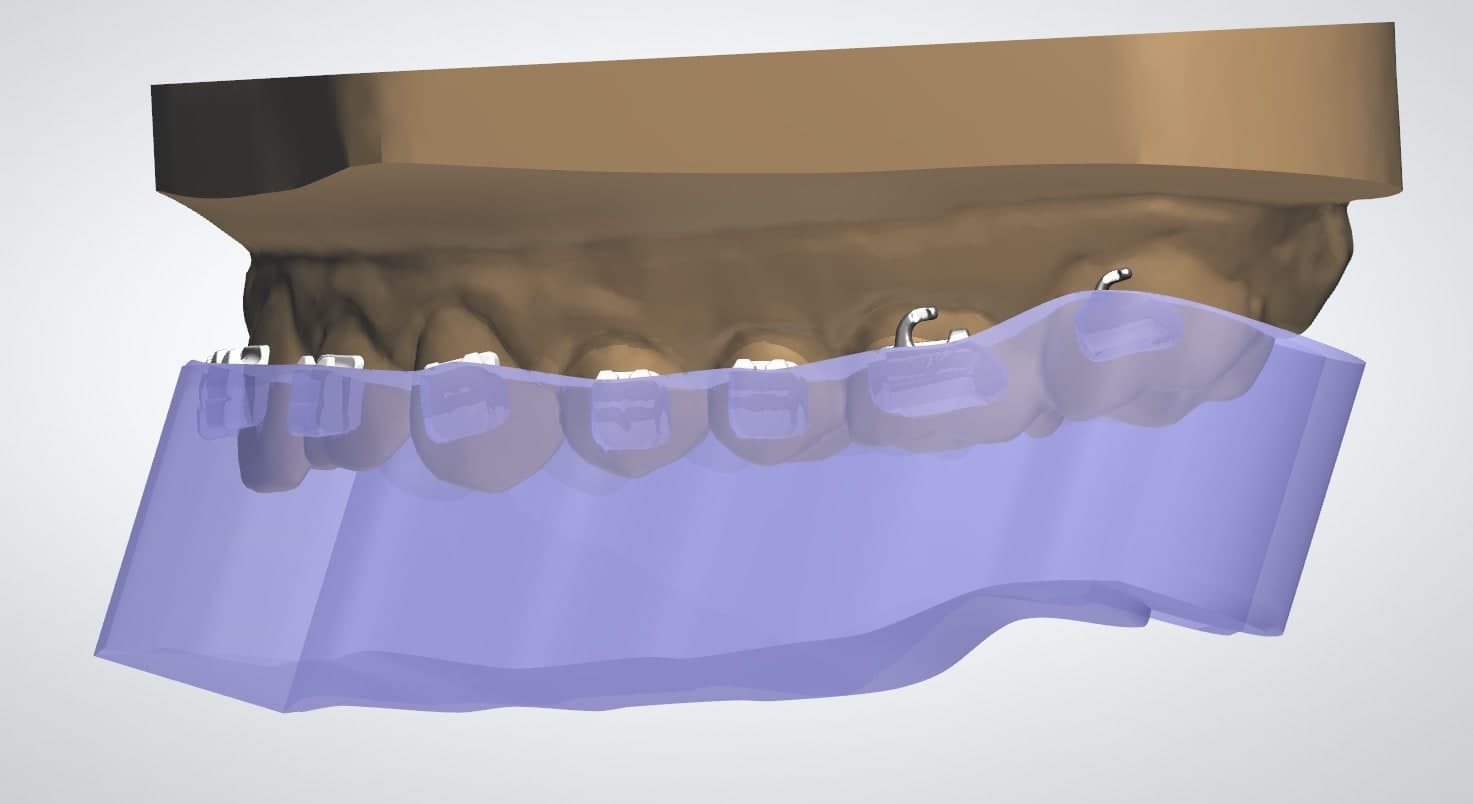
Il design a barra, se supportato dal software, è una scelta eccellente perché permette di stampare in piano sul letto di stampa, eliminando la necessità di supporti.
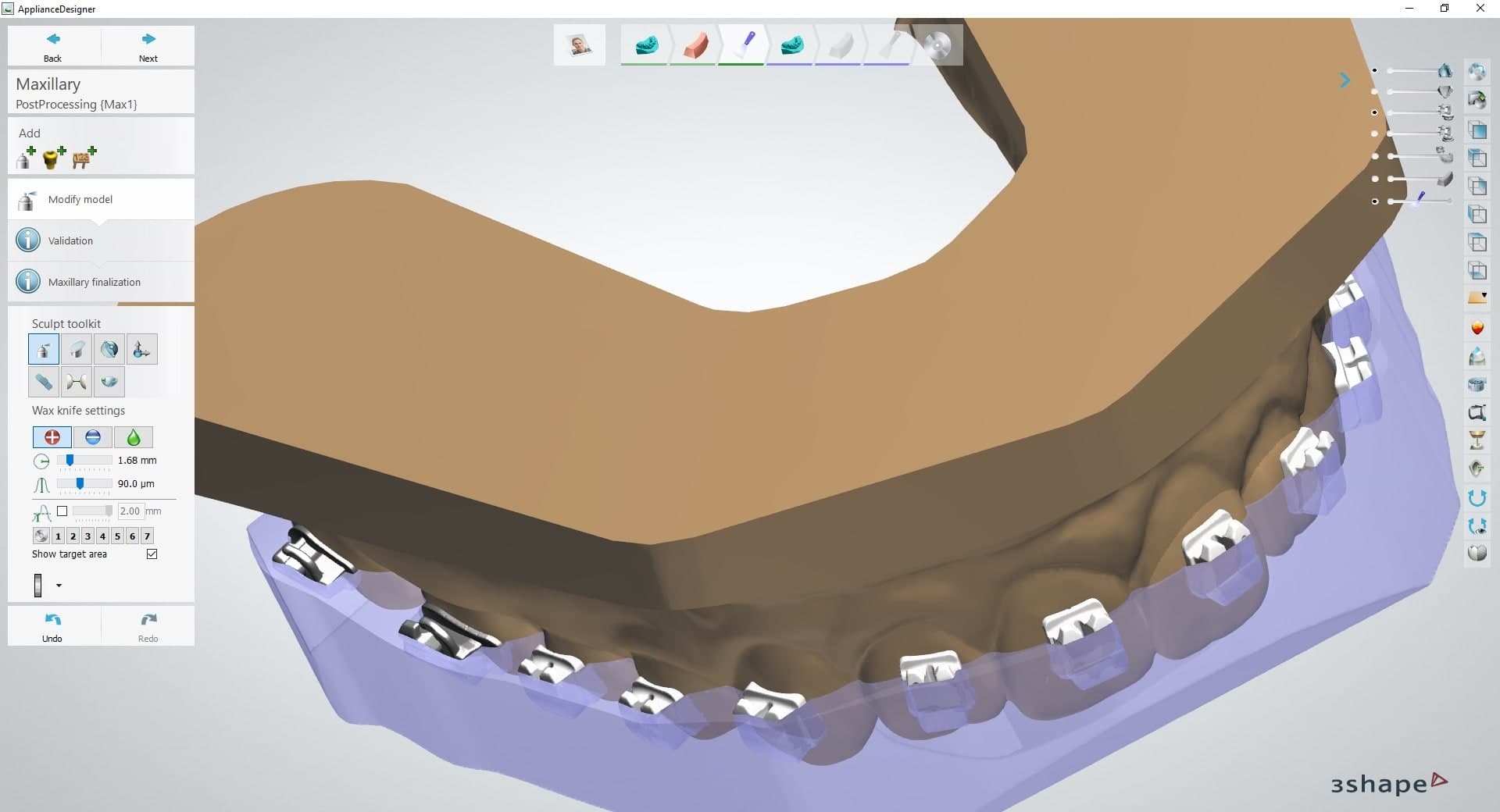
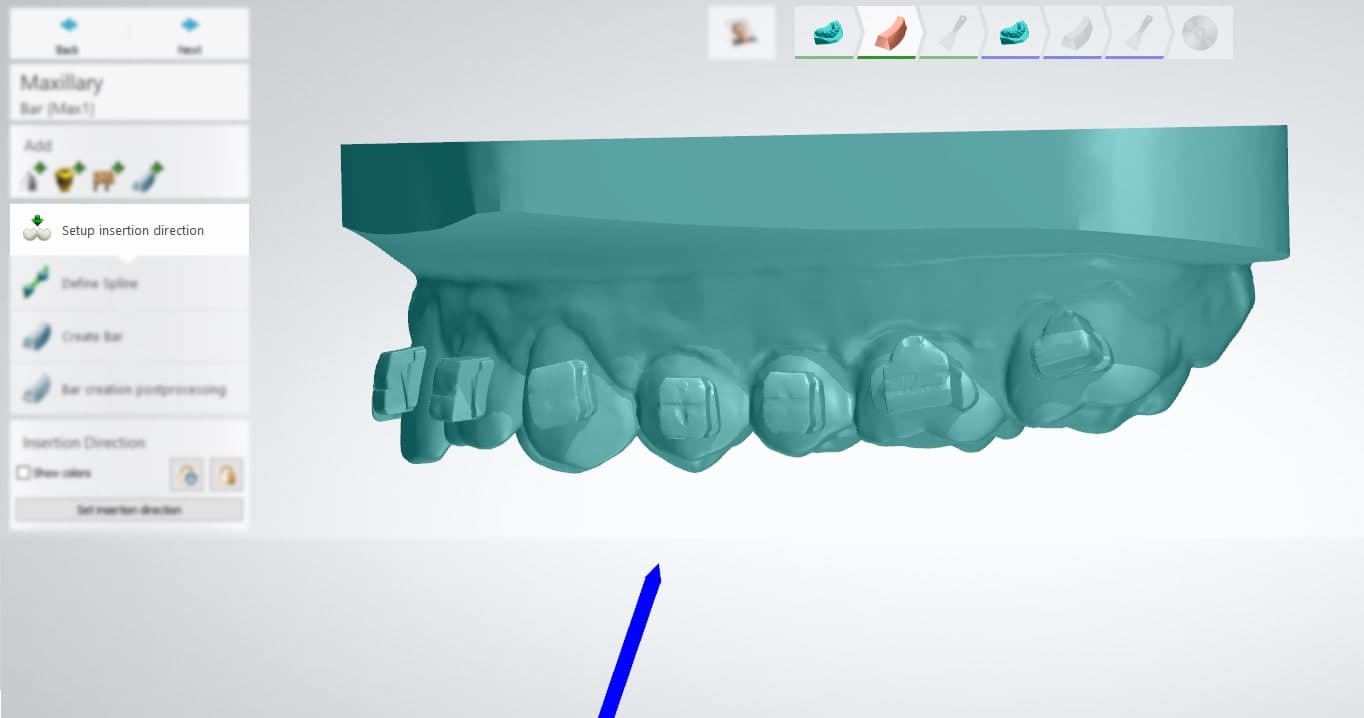
Ad esempio, all'interno del flusso di lavoro Bar Design di 3Shape Ortho System, questa configurazione può essere ottenuta durante la fase finale, Modifica modello.
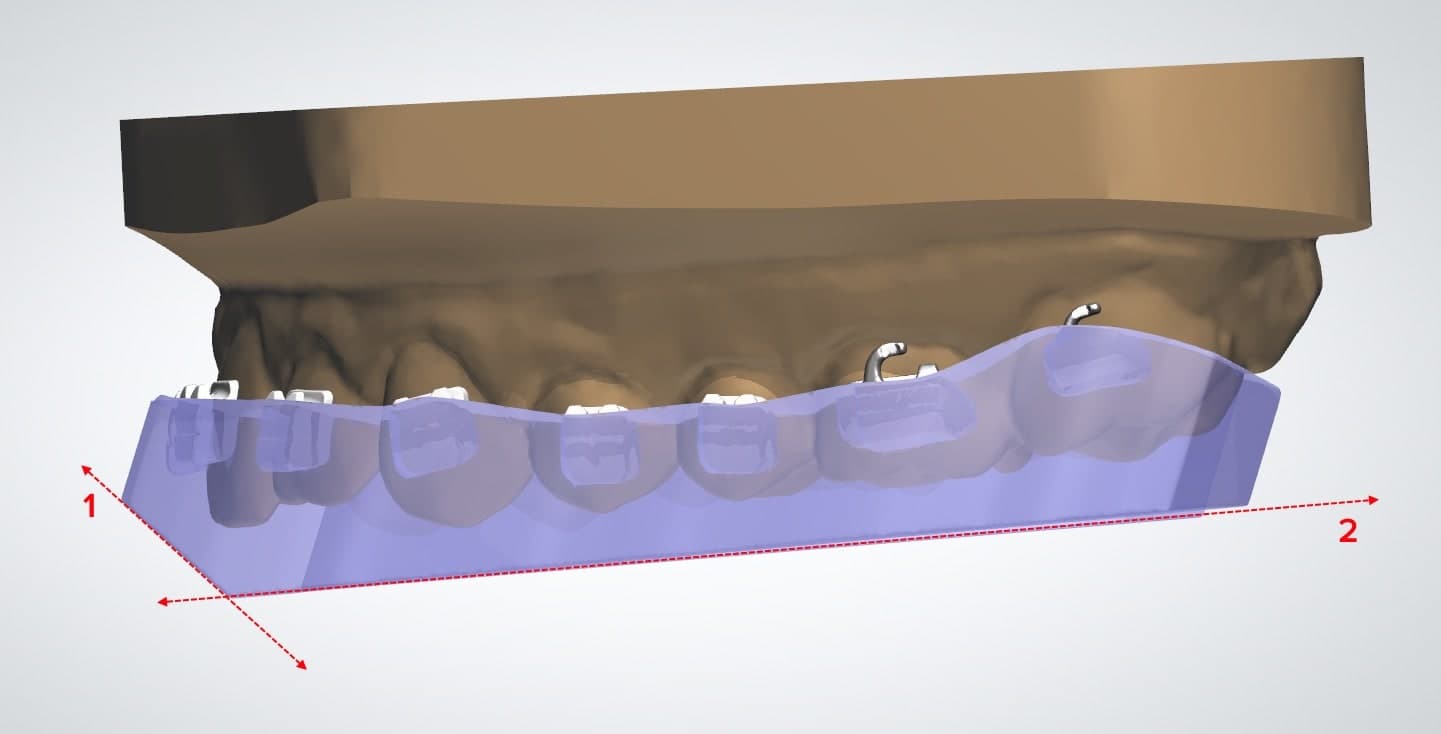
Le modifiche suggerite, illustrate nelle due schermate sottostanti, utilizzano lo strumento di taglio piano. L'obiettivo principale del primo taglio è appiattire la superficie occlusale della vaschetta (1). In questo esempio, viene applicato un taglio secondario per introdurre una smussatura (2), che ha lo scopo di facilitare la rimozione delle parti dal letto di stampa dopo la stampa.