
Guide d’application Formlabs
Impression 3D de bridges et de couronnes temporaires avec les imprimantes 3D SLA de Formlabs
Temporary CB Resin est une résine dentaire colorée pour l’impression 3D de restaurations temporaires telles que couronnes, bridges, inlays, onlays et facettes. Ce matériau à forte charge permet de réaliser des bridges d’une portée pouvant aller jusqu’à sept dents et est disponible en quatre teintes VITA. Il est robuste, esthétique et offre une excellente adaptation marginale. Les colles temporaires traditionnelles peuvent être utilisées pour fixer et maintenir en place les restaurations produites avec Temporary CB Resin jusqu’à 12 mois.
Ce guide d’application présente chaque étape de la réalisation de couronnes et de bridges temporaires imprimés en 3D sur des imprimantes 3D SLA Formlabs. Suivez la procédure de travail suivante pour garantir des résultats précis.

Table des matières


Impression 3D de bridges et de couronnes temporaires avec les imprimantes 3D SLA de Formlabs
Vous souhaitez enregistrer ce guide, l’imprimer ou le partager avec vos collègues ? Téléchargez-le en PDF.
Télécharger le PDF
Fournitures indispensables
De la part du dentiste
- Une empreinte physique ou numérique de la dentition du patient
Équipement et matériaux nécessaires
Fabriqués par Formlabs :
- Imprimante 3D SLA Form 3B ou Form 2
- Form 2 Resin Tank LT ou Form 3 Resin Tank V2 ou supérieur
- Temporary CB Resin
- Form Wash
- Form Cure
- Stainless Steel Build Platform (uniquement pour Temporary CB Resin)
- Finish Kit ou station de lavage secondaire
Fabriqués par des tiers :
- Scanner de bureau (en cas de modèle ou d’empreinte physique)
- Fraise dentaire à faible vitesse avec embouts de coupe et de finition
- Sableuse
- Équipement et matériaux de polissage ou de glaçage
- Matériau de sablage aux billes de verre (BEGO Perlablast® recommandé)
- Alcool isopropylique ≥ 99 %
Logiciels nécessaires
Fournis par Formlabs :
- Logiciel PreForm (gratuit) 3.6.1 ou plus récent
- Firmware 1.7.3 ou plus récent
Fournis par des tiers :
- Logiciel de modélisation (CAO) dentaire ou sous-traitance à un prestataire
Remarque
Pour garantir une conformité et une biocompatibilité optimales, Temporary CB Resin doit être utilisée avec une Stainless Steel Build Platform, un bac à résine, une Form Wash et un Finish Kit dédiés uniquement à ce type de résine et qui ne devront en aucun cas être utilisés avec d’autres résines.
1. Scan
Les logiciels de modélisation dentaire ont besoin d’un modèle numérique de l’anatomie buccale du patient pour concevoir une prothèse temporaire. Pour obtenir ces données, scannez directement la cavité buccale du patient à l’aide d’un scanner 3D intraoral, ou scannez-en une empreinte physique ou un moulage avec un scanner 3D de bureau.

2. Conception
2.1 Conception du dispositif
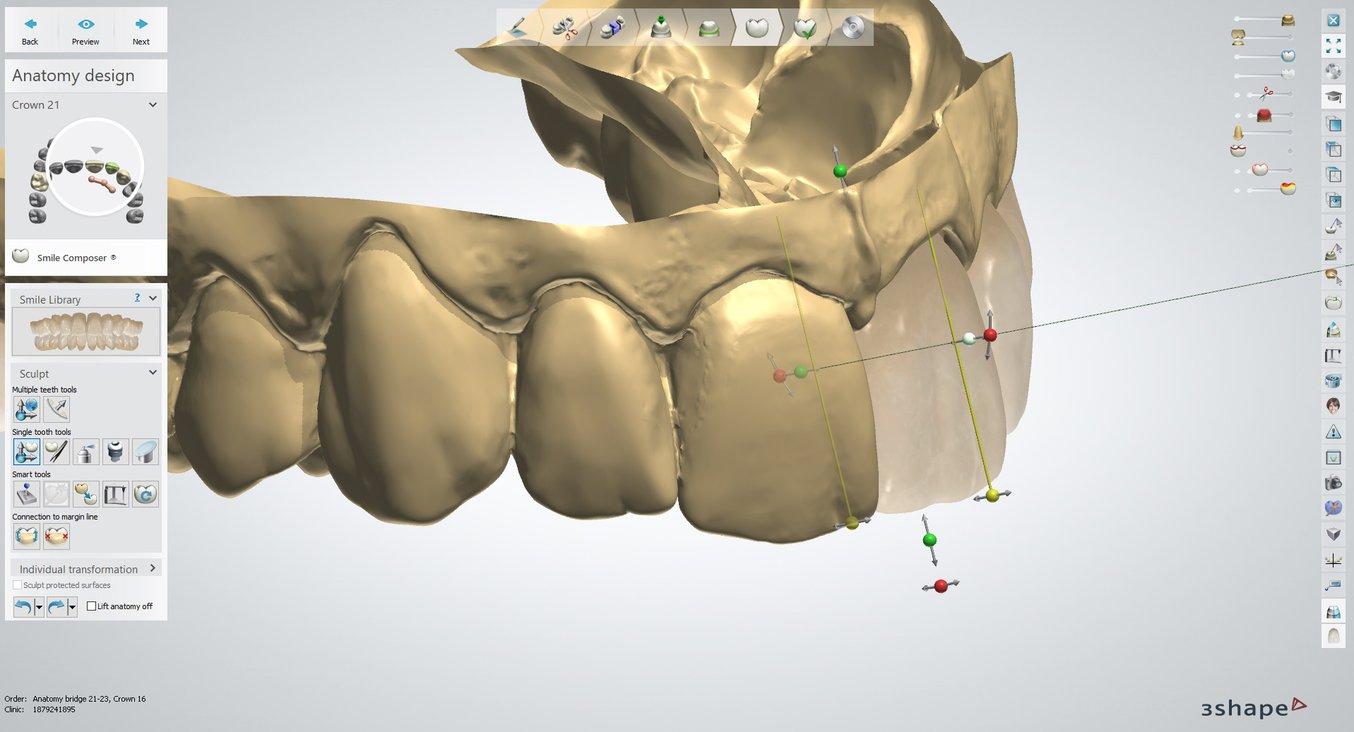
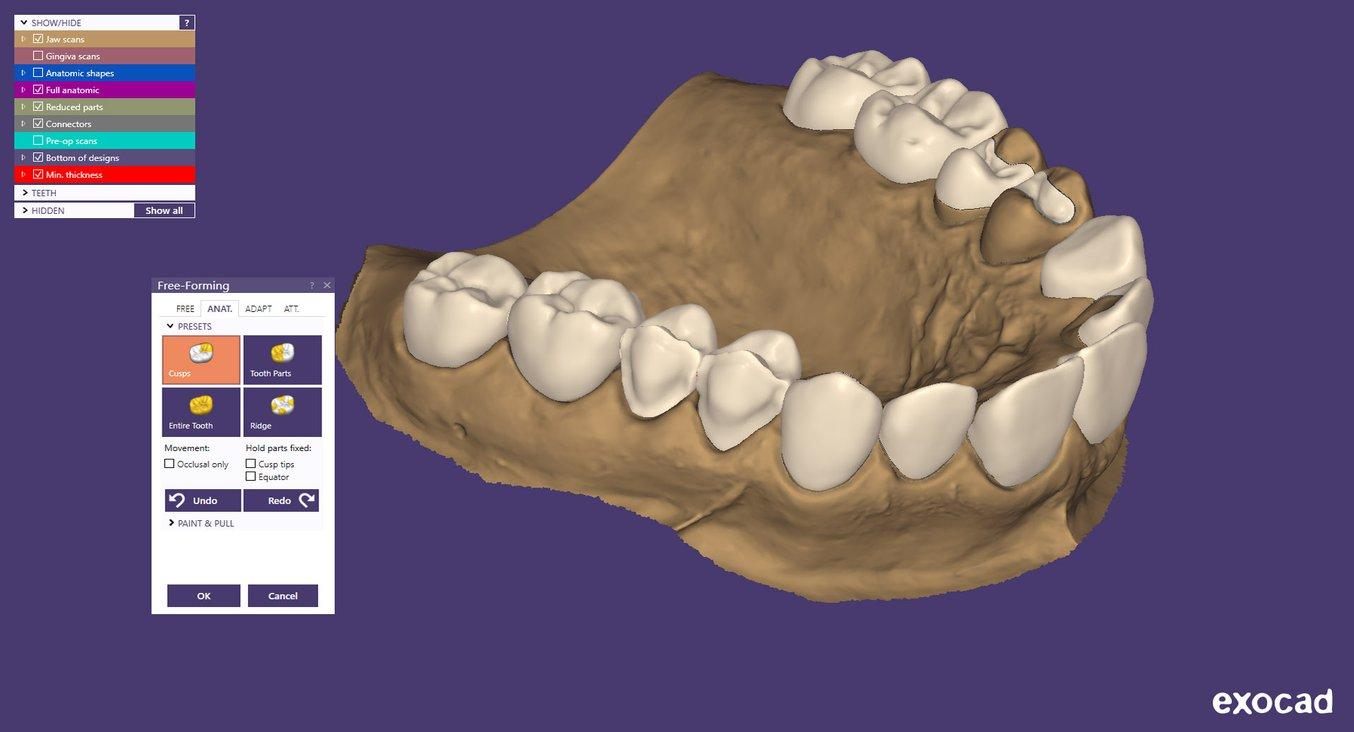
Il existe plusieurs options en termes de logiciels de modélisation dentaire capables de concevoir un modèle numérique de bridge ou de couronne temporaire. Dans ce guide d’application, nous exposerons les paramètres pour Dental System de 3Shape, et ExoCAD.
Il existe aussi des sous-traitants en CAO dentaire auxquels vous pouvez envoyer un modèle numérique pour qu’ils effectuent le travail de conception.
| Contraintes générales de fabrication | Valeurs recommandées | |||
|---|---|---|---|---|
| Épaisseur minimum (couronnes, inlays, onlays, facettes) | 1,0 mm | |||
| Épaisseur minimum (bridges) : | 1,0 mm (antérieur) — 1,5 mm (postérieur) | |||
| Paramètres de 3Shape | |||
|---|---|---|---|
| Espaces ciment | |||
| Espace ciment | 0,01 mm | ||
| Espace ciment supplémentaire | 0,04 mm | ||
| Overlay | |||
| Décalage de la ligne de marge | 0,15 mm | ||
| Compensation de perçage | Désactivé |
Téléchargez la bibliothèque de matériaux 3Shape de Formlabs Dental et regardez notre vidéo pour apprendre comment installer les fichiers matériaux 3Shape.
| Paramètres d’ExoCAD | |||
|---|---|---|---|
| Espace | |||
| Pas d’espace ciment | De zéro à 1 mm de marge | ||
| Espace | 0,07 mm | ||
| Bord | |||
| Horizontal | 0,15 mm | ||
| Contre-dépouilles | |||
| Anticiper le fraisage | Désactivé |
2.2 Export du fichier STL
Une fois le dispositif répondant aux spécifications de conception, la fabrication peut commencer. La majorité des logiciels de modélisation dentaire génèrent un fichier de travail au format STL. Trouvez ce fichier et ouvrez-le dans PreForm, le logiciel de préparation de Formlabs.
3. Impression
Remarque
Utilisez la version 3.6.1 ou plus récente de PreForm et la version 1.7.3 ou plus récente du firmware.
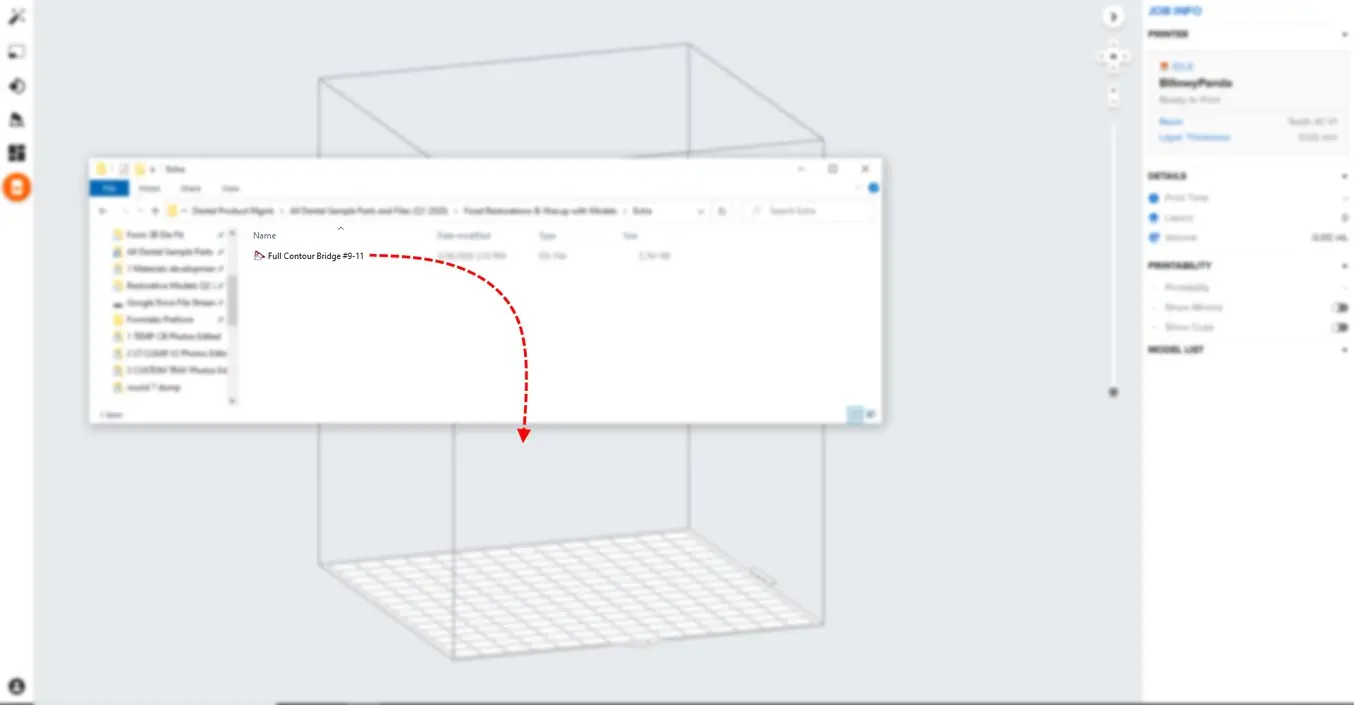
3.1 Import des fichiers
Importez ou ouvrez les fichiers de conception en effectuant un glisser-déplacer dans PreForm ou en les ouvrant depuis le menu « File » (Fichier) et en renseignant l’emplacement de destination sur votre ordinateur ou sur votre réseau.
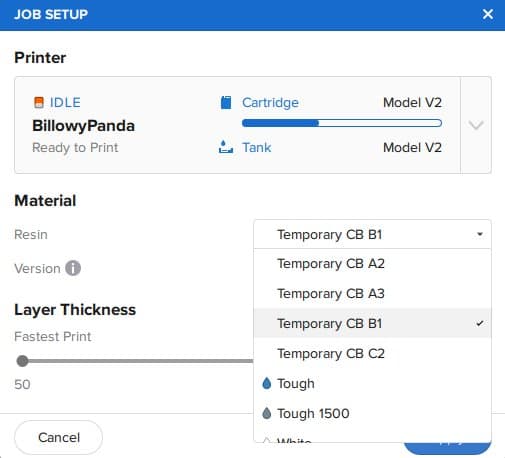
3.2 Choix du matériau
Sélectionnez le matériau d’impression en cliquant sur l’onglet « Printer » (Imprimante) dans le menu « Print Job » (Infos tâche) à droite de l’écran.
Choisissez « Temporary CB Resin » dans le menu déroulant des matériaux, puis sélectionnez la teinte souhaitée (A2, A3, B1, C2).
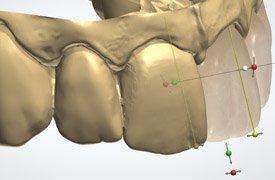
3.3 Orientation
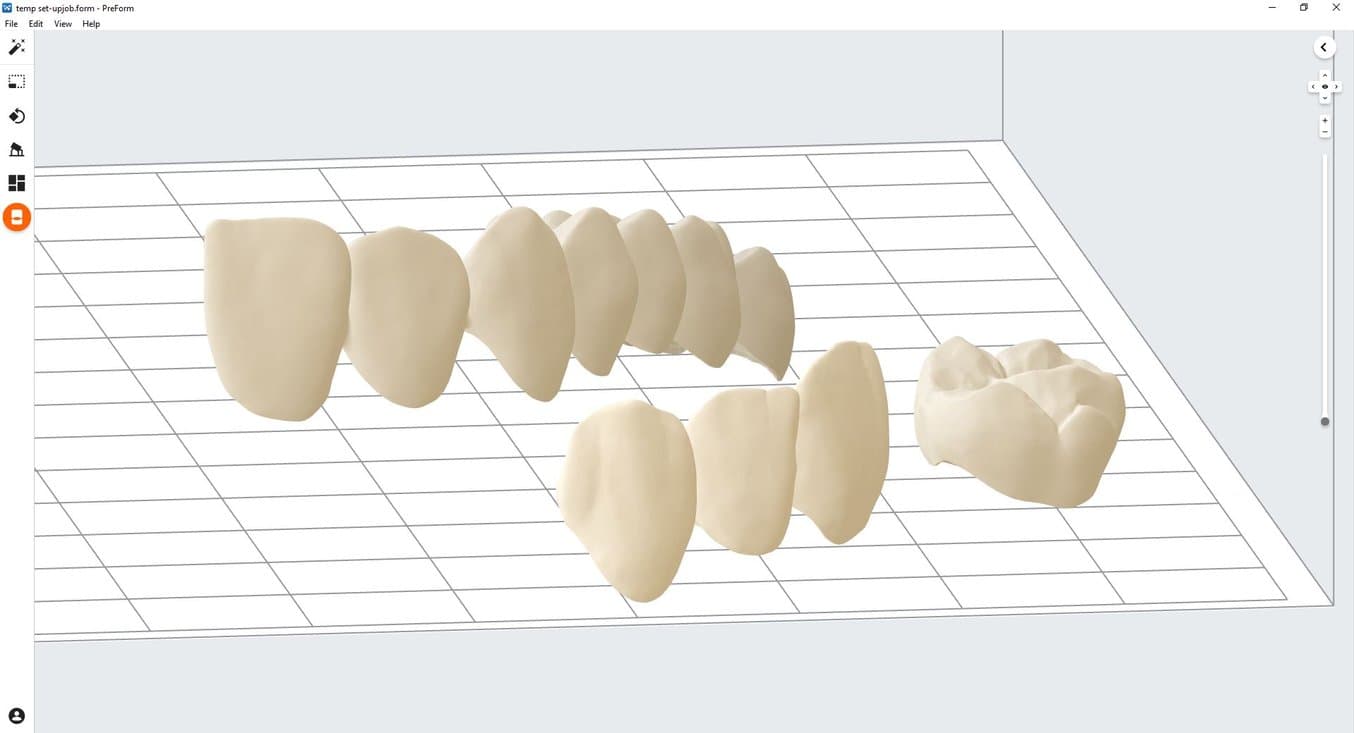
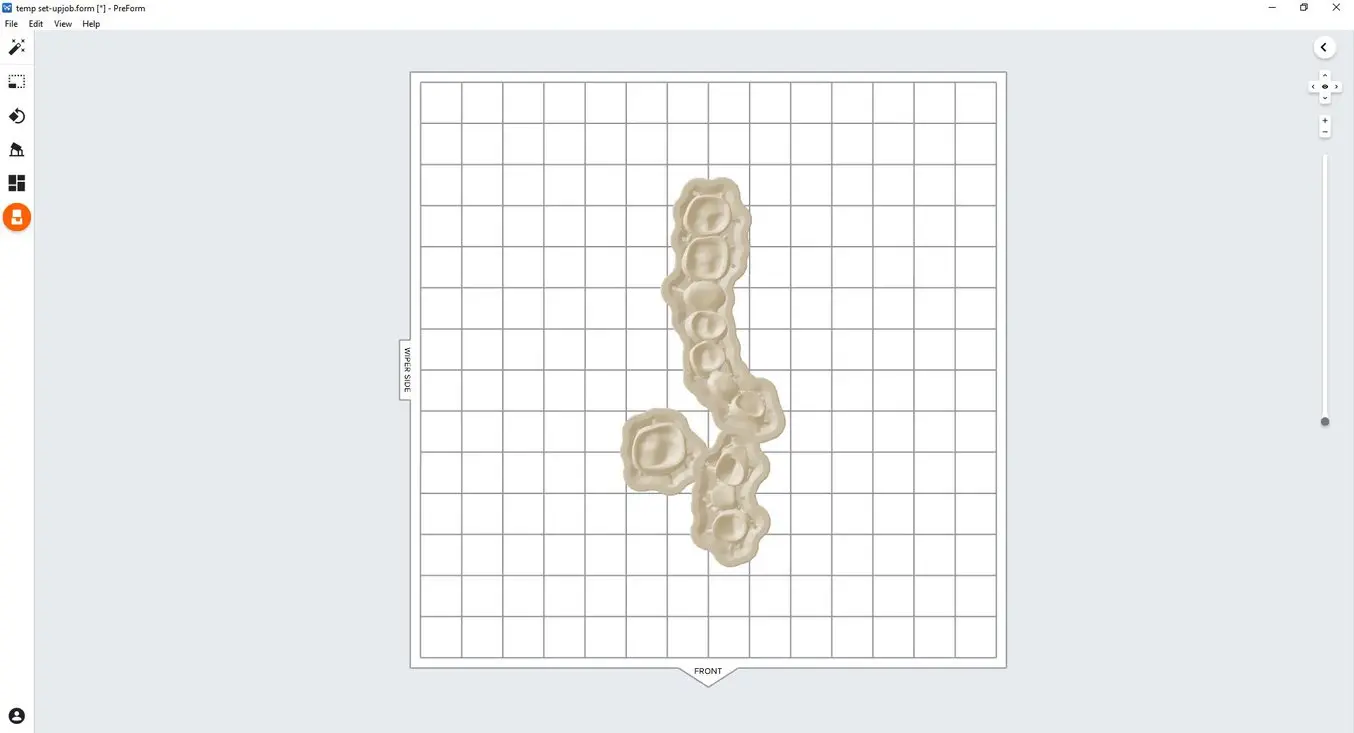
Une bonne orientation de la pièce est cruciale pour en garantir la précision et l’ajustement.
Orientez toujours la restauration horizontalement par rapport à la plateforme de fabrication, avec le plan occlusal face à celle-ci.
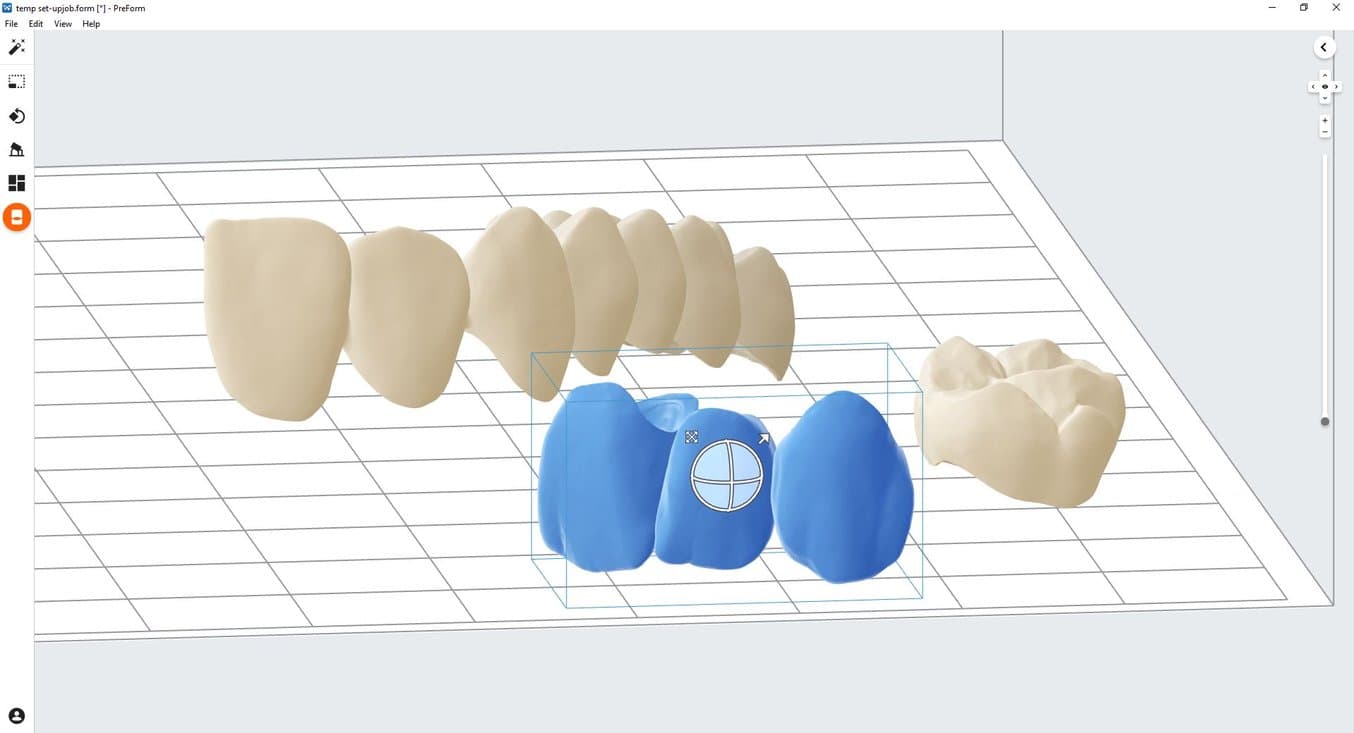
Pour faire pivoter une restauration, cliquez sur la pièce, puis cliquez sur la sphère et faites-la glisser.
3.4 Génération des supports
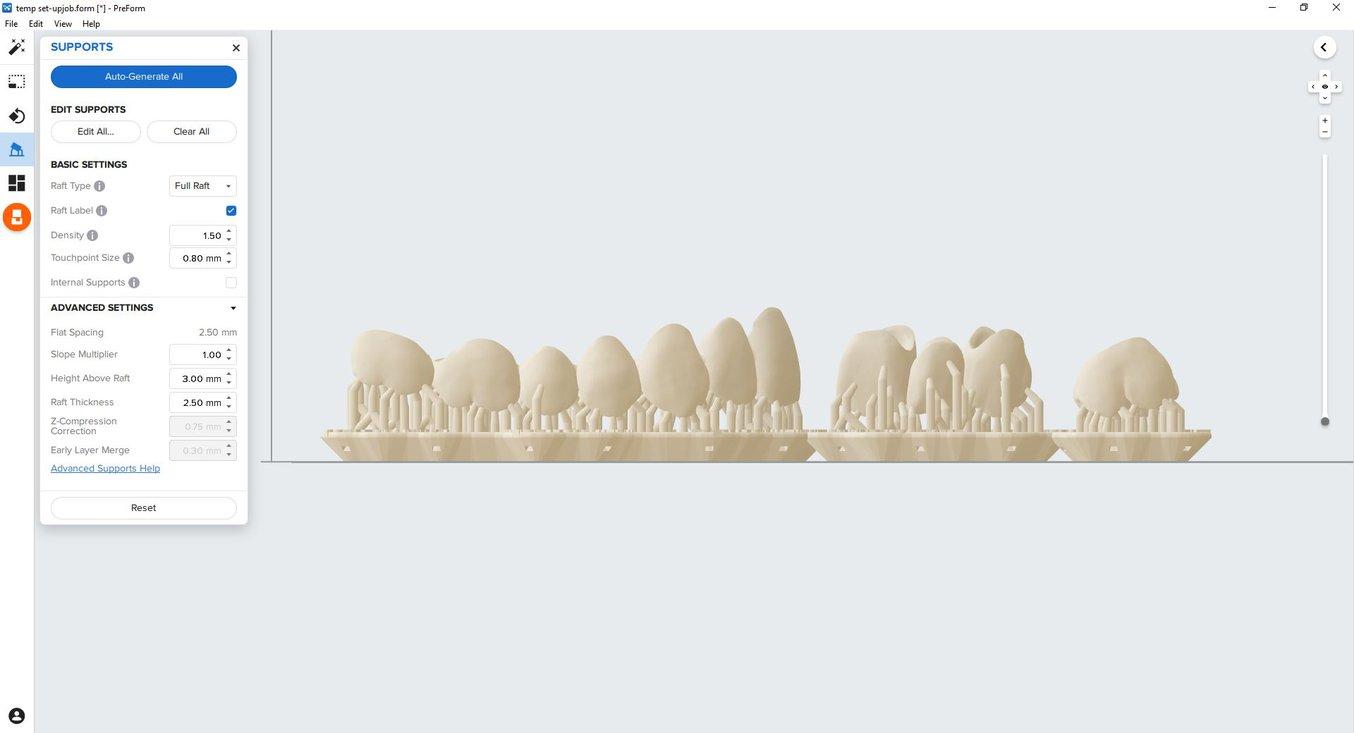
3.4.1 Génération automatique des supports
Cliquez sur le bouton « Supports » à gauche de la fenêtre, puis cliquez sur le bouton « Auto Generate Selected » (Génération automatique sélectionnée) ou « Auto Generate All » (Tout générer automatiquement).
Remarque : les paramètres de support par défaut ont été calculés pour aussi obtenir un ajustement optimal en cas de bridges complexes et de grande portée. Pour des cas moins élaborés, la densité des supports et la taille des points de contact peuvent être revues à la baisse.
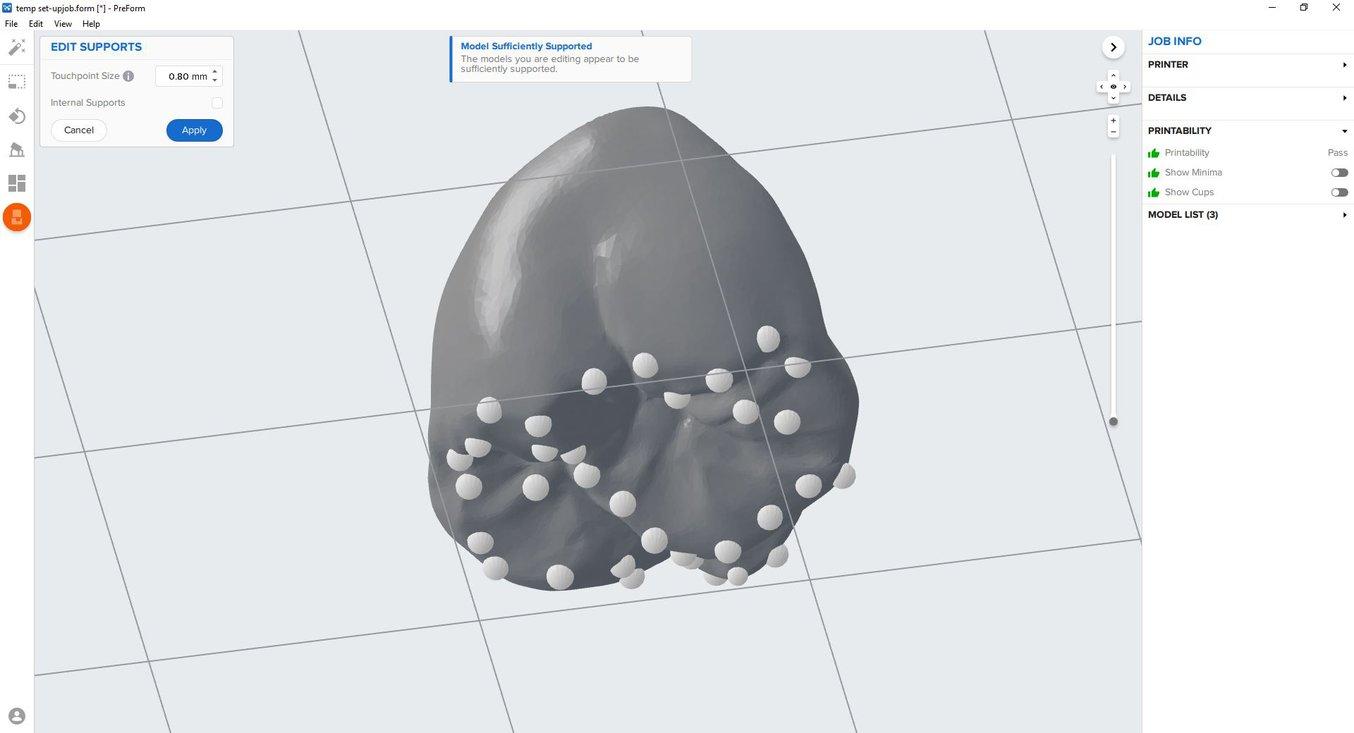
3.4.2 Modifications de support manuelles
Si un point de support n’est pas placé de manière idéale, il peut être déplacé après génération automatique en cliquant sur le bouton « Edit… » (Modifier…) dans le menu « Supports ».
Veillez à toujours supporter suffisamment les zones de la pièce anatomique les plus proches de la plateforme de fabrication.
PreForm indiquera en rouge les zones qui pourraient nécessiter des supports supplémentaires.
Dans la barre de menus « Job Info » (Infos tâche) à droite de la fenêtre, assurez-vous que la mention « Printability » (Imprimabilité) ait un pouce vert vers le haut.
3.5 Agencement de l’impression
Impression standard
Dans la plupart des tâches d’impression, il est préférable de placer les pièces au milieu de la plateforme de fabrication.
Conseil : dans le cas d’une impression multiple, faire en sorte que les bases se chevauchent peut optimiser l’utilisation du volume d’impression et faire économiser du matériau.
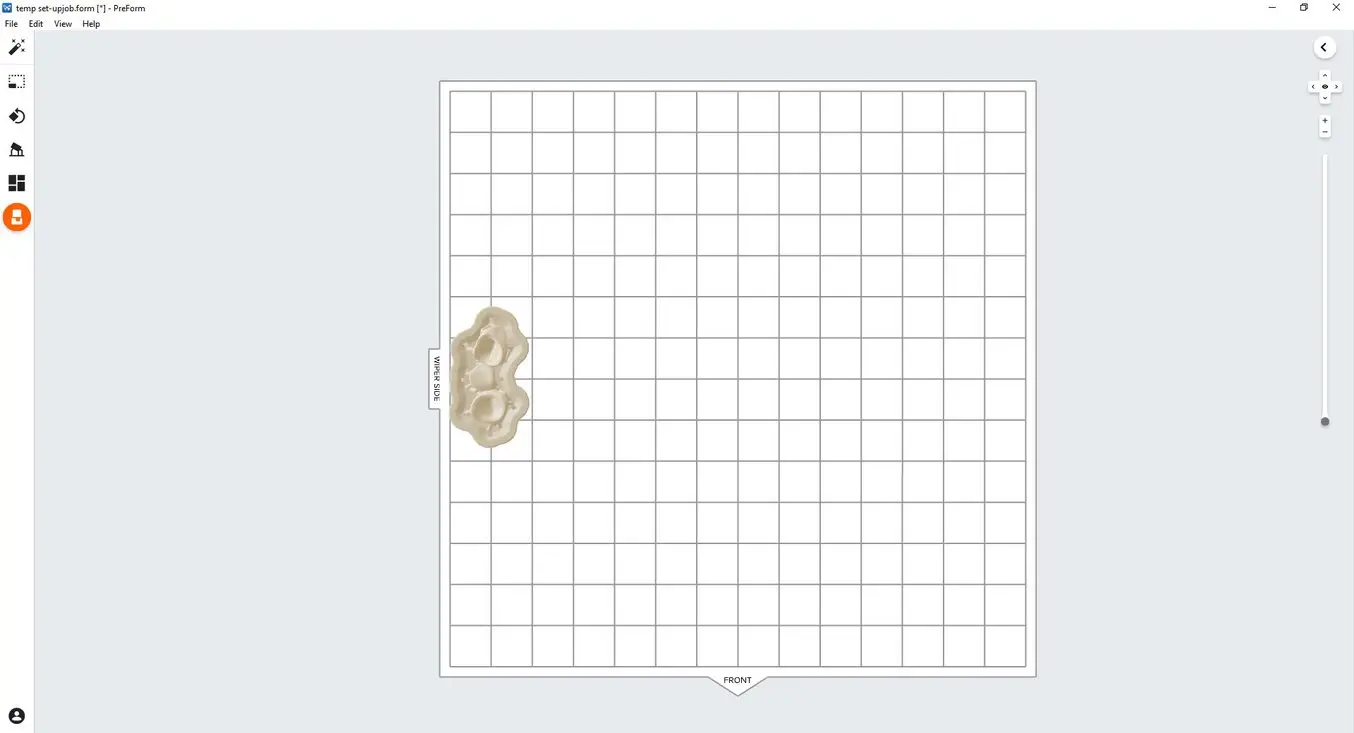
Impression accélérée sur la Form 2
Si la vitesse d’impression la plus rapide est nécessaire, placez les pièces côté racloir dans le volume d’impression affiché dans PreForm.
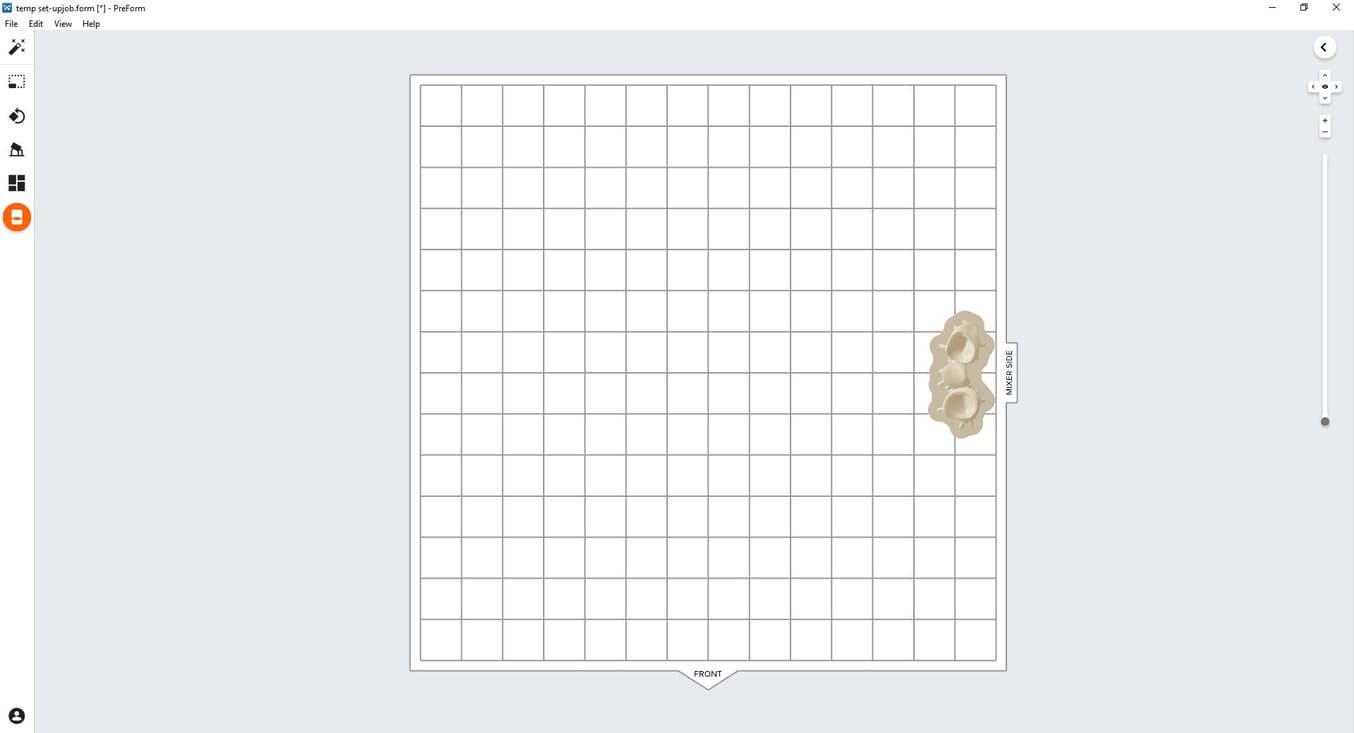
Impression accélérée sur la Form 3B
Si la vitesse d’impression la plus rapide est nécessaire, placez les pièces côté racloir dans le volume d’impression affiché dans PreForm.
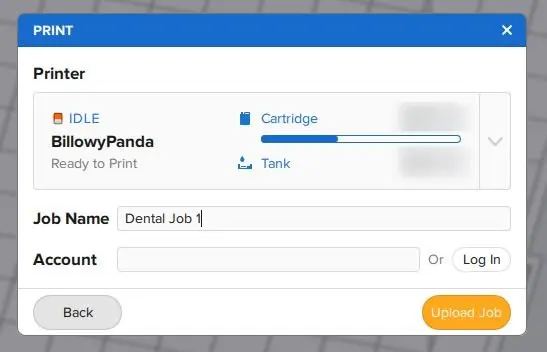
3.6 Transfert de la tâche d’impression vers l’imprimante
Envoyez la tâche d’impression à l’imprimante en cliquant sur l’icône d’imprimante orange à gauche de l’écran.
La boîte de dialogue « Print » (Imprimer) apparaît pour vous permettre de choisir l’imprimante.
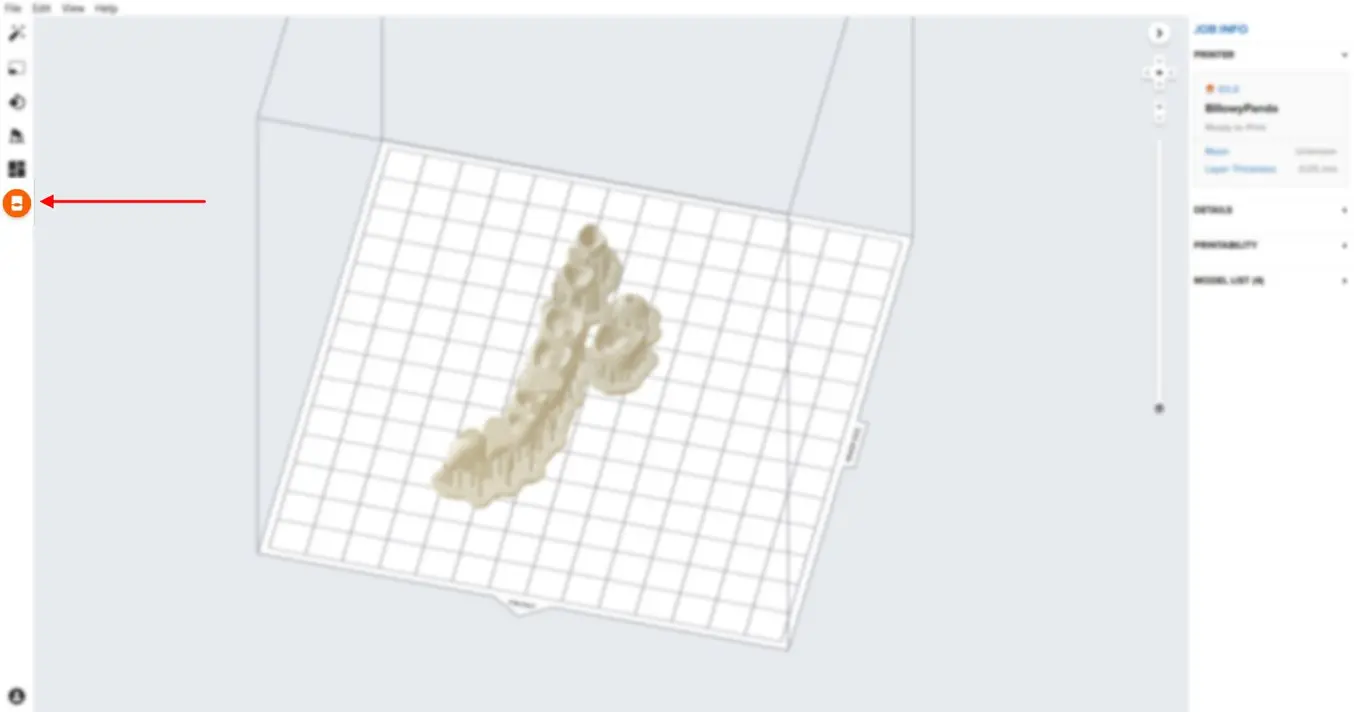
Cliquez sur le bouton orange « Upload Job » (Charger une impression) pour lancer le transfert de la tâche vers l’imprimante.
3.7 Installation de l’imprimante
Mélangez la cartouche de Temporary CB Resin en la secouant, puis insérez-la dans l’imprimante Form 2 ou Form 3B, de même qu’une Stainless Steel Build Platform et un bac à résine compatible.
- Commencez l’impression en sélectionnant la tâche d’impression sur l’écran tactile de l’imprimante.
- Suivez toutes les instructions ou boîtes de dialogue affichées sur l’écran de l’imprimante.
- L’imprimante terminera l’impression automatiquement.
Remarque
Pour veiller à ce que la plateforme de fabrication correcte soit utilisée, vérifiez le dessus de la plateforme de fabrication. La Stainless Steel Build Platform comporte une marque CB gravée au laser à côté du logo Formlabs, sur la poignée de la plateforme de fabrication. Temporary CB Resin n’est approuvée que pour un usage en conjonction avec une Stainless Steel Build Platform. Déroger aux instructions recommandées peut altérer les performances, la biocompatibilité et l’esthétique des éléments imprimés.
Attention
Pour que la biocompatibilité et la conformité soient complètement respectées, il faut réserver un bac à résine et une Stainless Steel Build Platform à l’usage exclusif de Temporary CB Resin. N’utilisez la Form Wash qu’avec d’autres résines biocompatibles Formlabs, comme Surgical Guide Resin.
4. Post-traitement
Utilisez toujours des gants lorsque vous manipulez des pièces et des résines non polymérisées.
4.1 Retrait des pièces
Calez l’outil de retrait ou la spatule sous la base d’impression et effectuez un mouvement de rotation pour séparer les pièces imprimées de la plateforme de fabrication.

4.2 Lavage
Précautions
- La phase de lavage de la pièce imprimée avec un solvant doit être effectuée dans un environnement correctement ventilé et avec des masques et des gants de protection appropriés.
- Si sa date de validité est dépassée ou si elle n’a pas été utilisée, Temporary CB Resin doit être éliminée conformément à la réglementation locale.
- L’alcool isopropylique doit être éliminé conformément à la réglementation locale.
Placez les restaurations dans une Form Wash remplie d’alcool isopropylique à 99 % et programmez un lavage de 3 minutes.
Assurez-vous que les pièces sont complètement immergées pendant le lavage.
Une durée de lavage plus longue risque de réduire la précision dimensionnelle et les performances de la pièce imprimée au cours du temps.
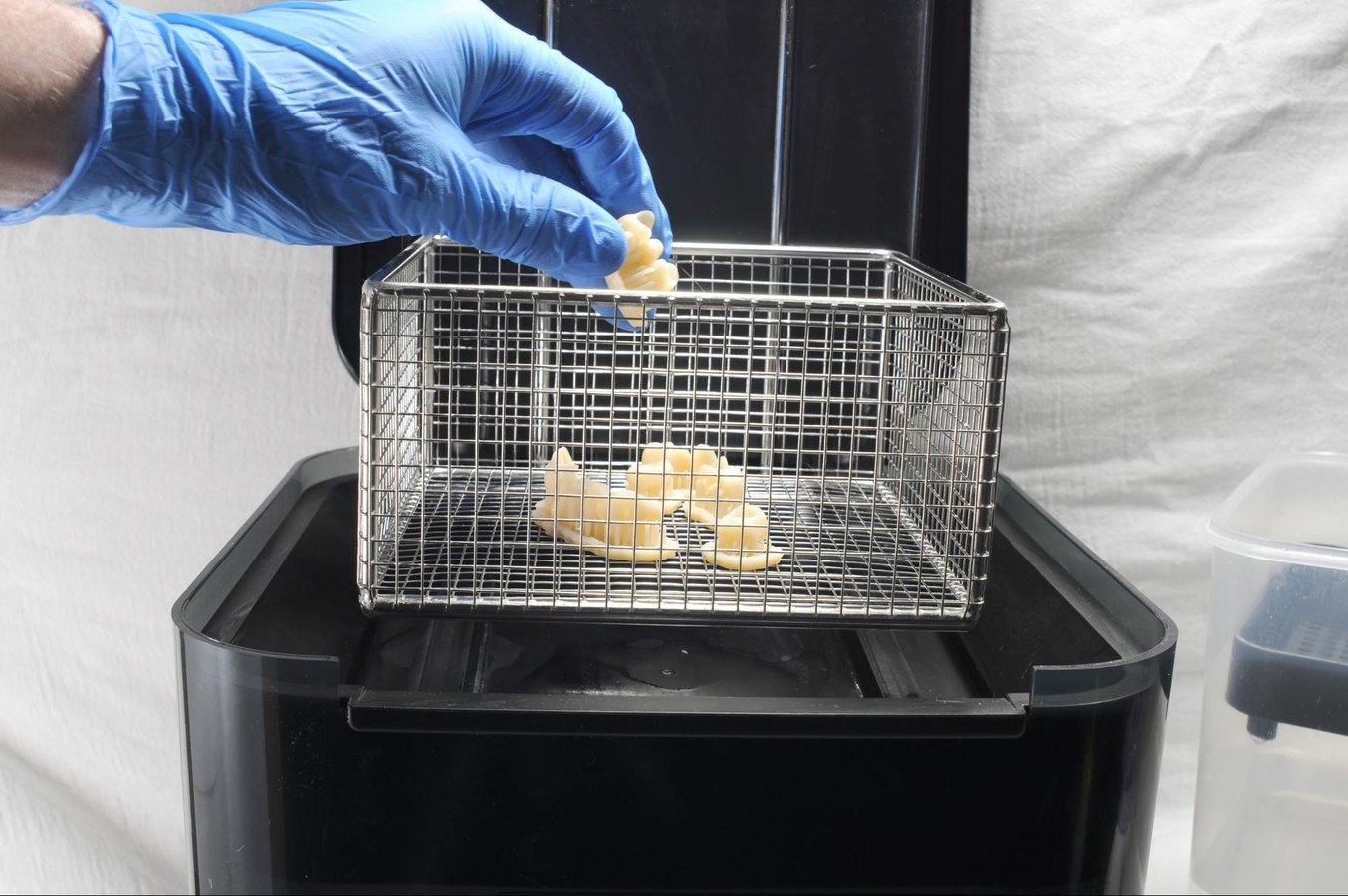
Utilisez une brosse ou un écouvillon pour retirer les excès de résine et réduire le temps de post-traitement ultérieur.

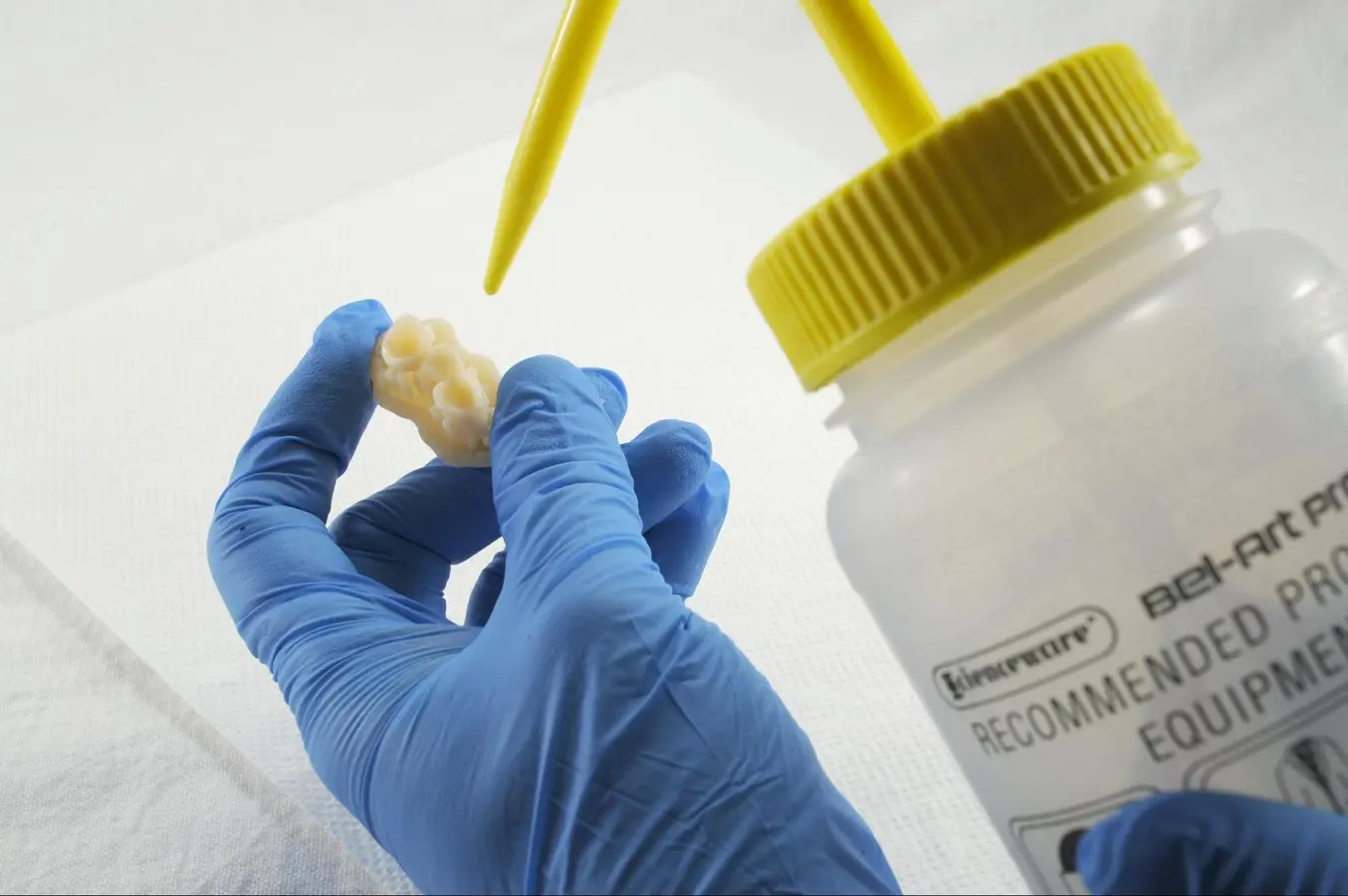
4.3 Séchage des pièces
Laissez les pièces sécher à l’air libre pendant au moins 30 minutes dans une zone bien ventilée.
Les surfaces d’impression des pièces présenteront un aspect blanc et poudreux.
L’air comprimé peut aussi permettre de sécher les pièces.

S’il reste la moindre trace de résine non polymérisée après le séchage, utilisez une bouteille à pipette contenant de l’alcool isopropylique propre pour l’enlever, puis recommencez le séchage.
4.4 Post-polymérisation et retrait des supports
Pour conserver la précision dimensionnelle et la biocompatibilité, la post-polymérisation doit être effectuée en deux étapes :
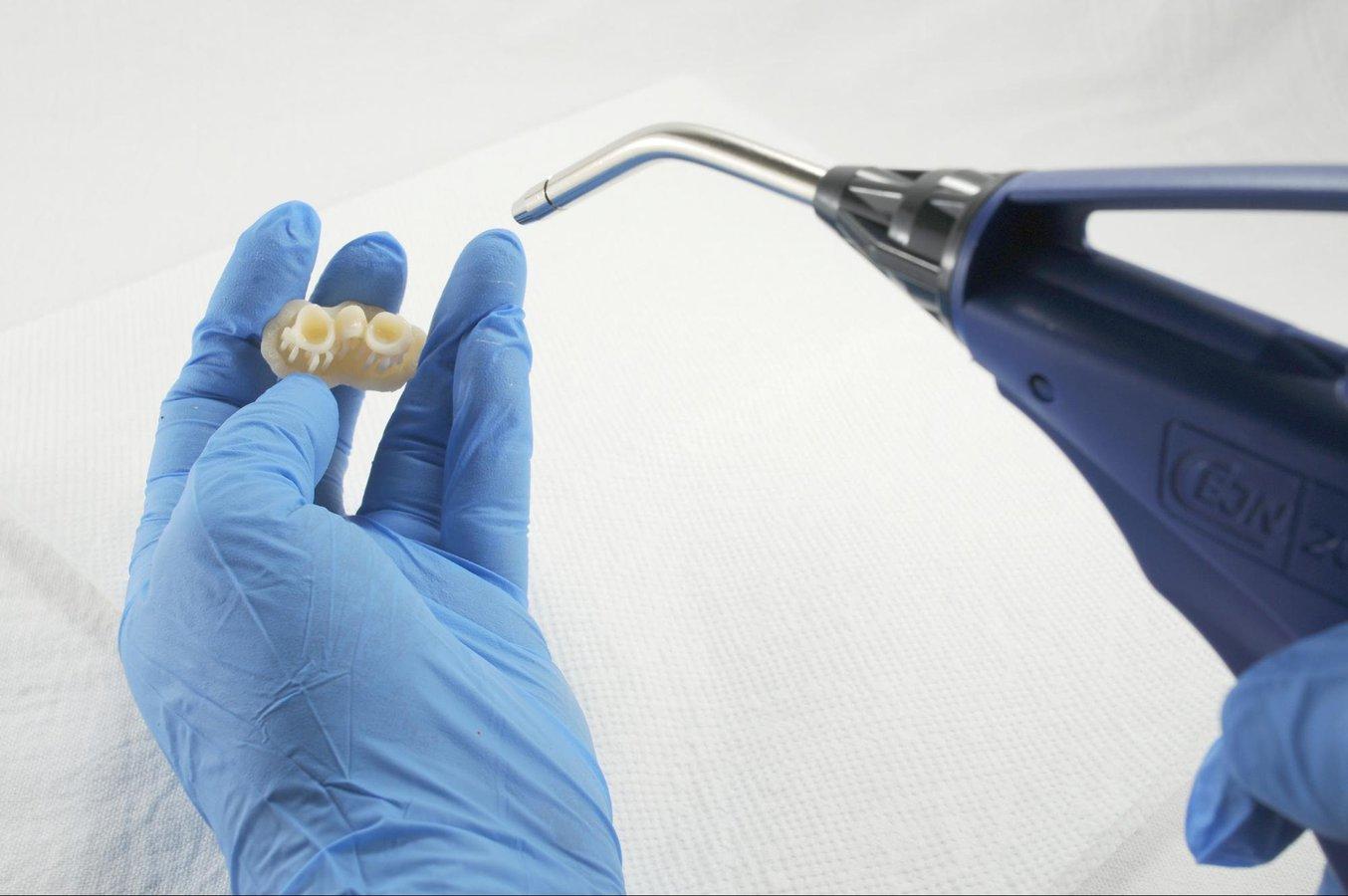
4.4.1 Première étape de post-polymérisation
Placez les pièces imprimées avec la base et les supports encore intacts dans la Form Cure, la base vers le bas.
Post-polymérisez les pièces pendant 20 minutes à 60 °C dans une Form Cure.

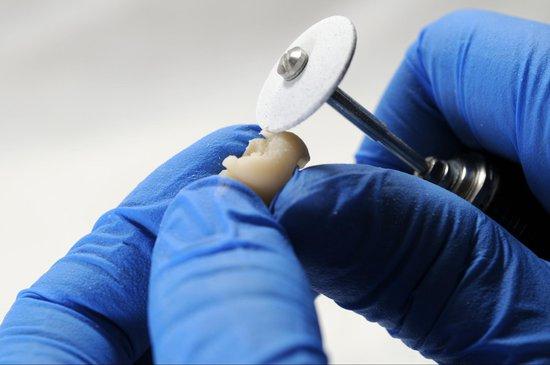
4.4.2 Retrait des supports
Retirez les pièces de la Form Cure et utilisez une pièce à main avec un disque de coupe pour séparer les supports et la base des pièces imprimées.
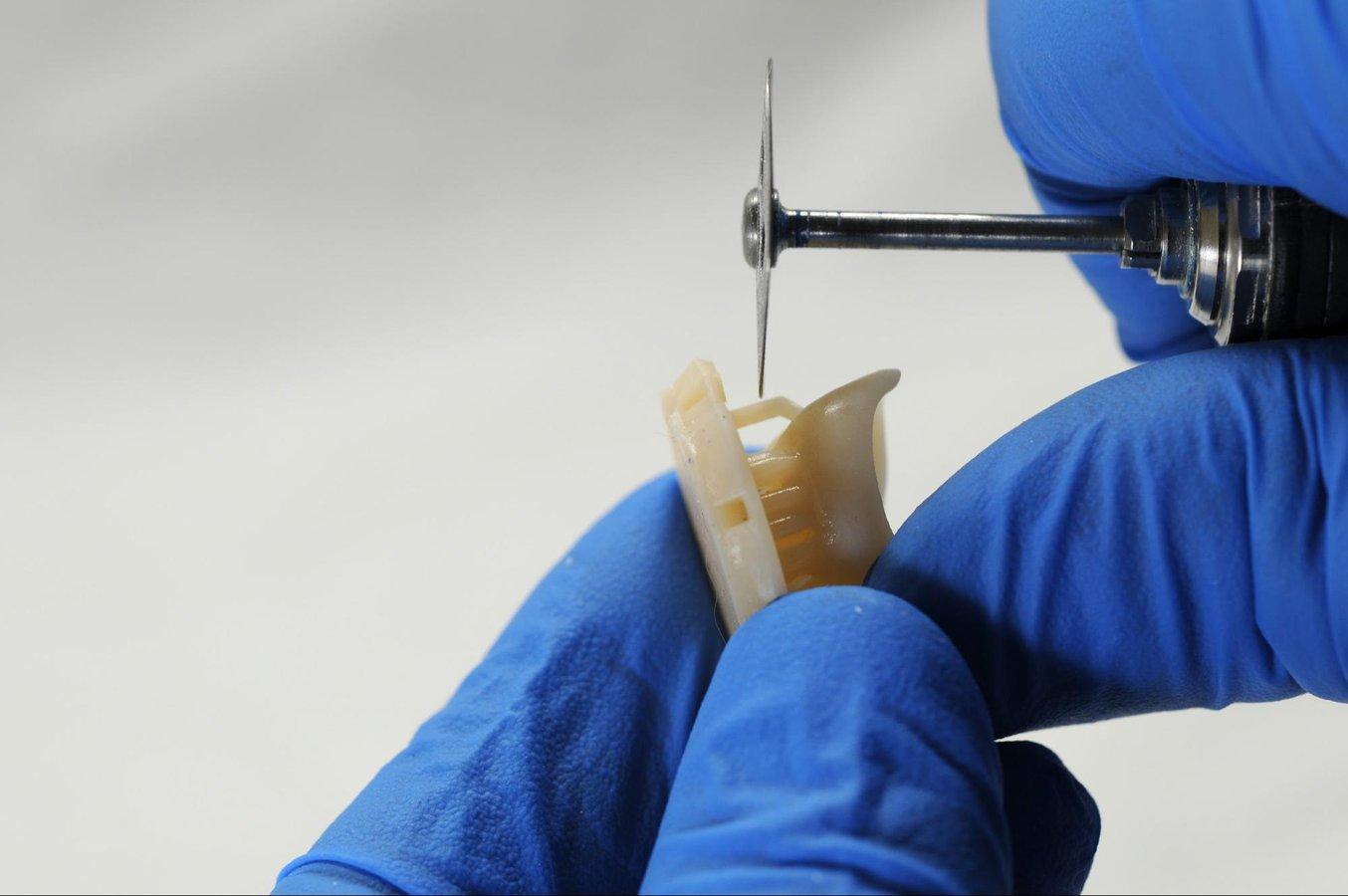
Sablez avec précaution les surfaces des pièces imprimées pour retirer le revêtement blanc et poudreux. Utilisez une sableuse avec un produit de décapage à la bille de verre de 50 µm, comme Perlablast® micro (REF 46092/54302) avec une pression de sablage de 1,5 bar maximum.
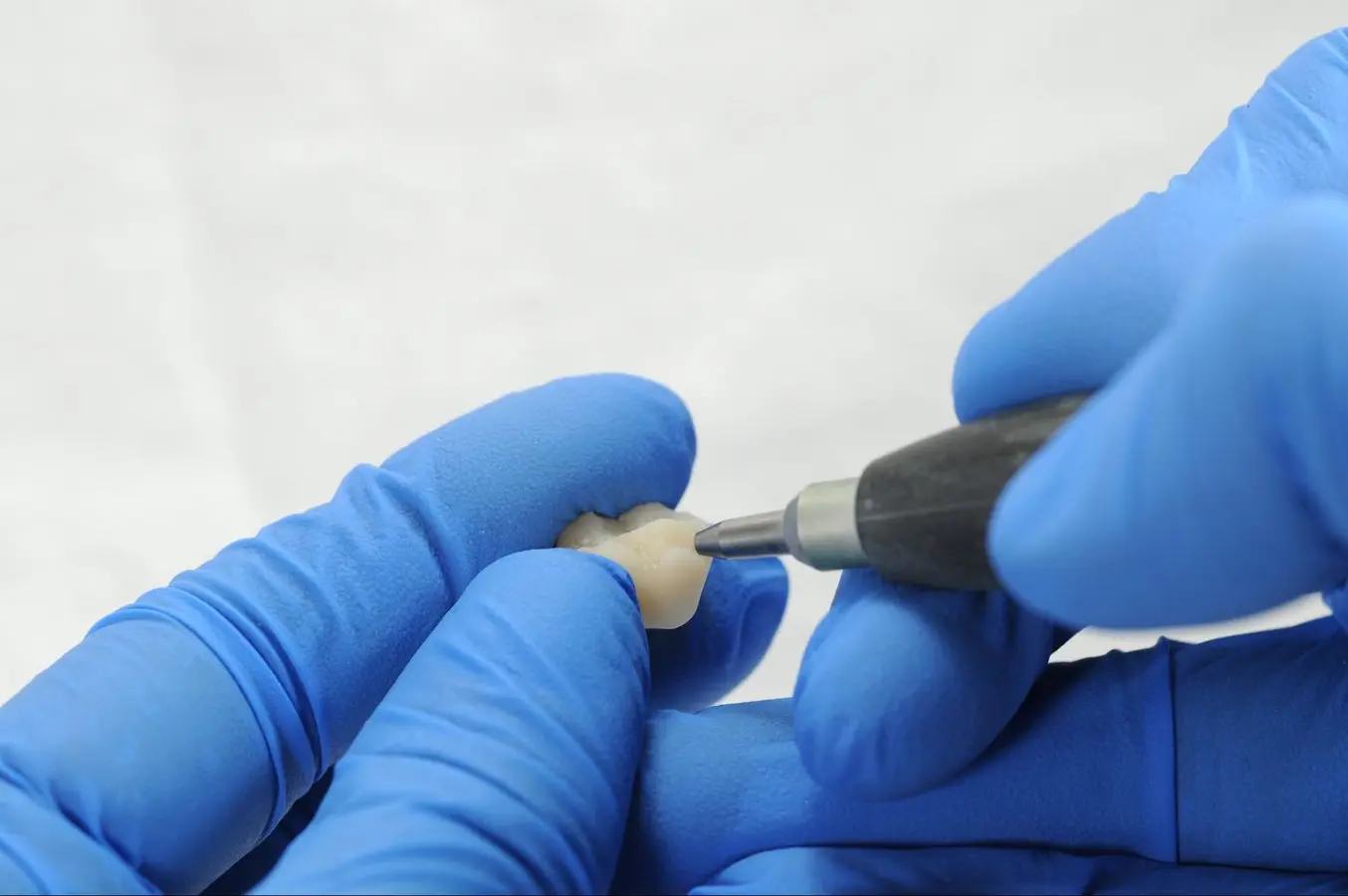

Vérifiez l’ajustement des pièces imprimées et effectuez les finitions et les contours avec une pièce à main et des fraises rotatives en carbure.


4.4.3 Deuxième étape de post-polymérisation
Placez la pièce finie dans la Form Cure pour une nouvelle post-polymérisation à 60 °C pendant 20 minutes supplémentaires, avec le plan occlusal vers le haut.
Pour garantir la conformité et obtenir de meilleurs résultats, les pièces imprimées doivent être post-polymérisées deux fois en suivant ces recommandations.
Le non-respect de cette procédure peut entraîner un ajustement insatisfaisant et altérer la biocompatibilité.

Inspectez la restauration. En cas de dommage ou de fissure, jetez-la et recommencez l’impression.

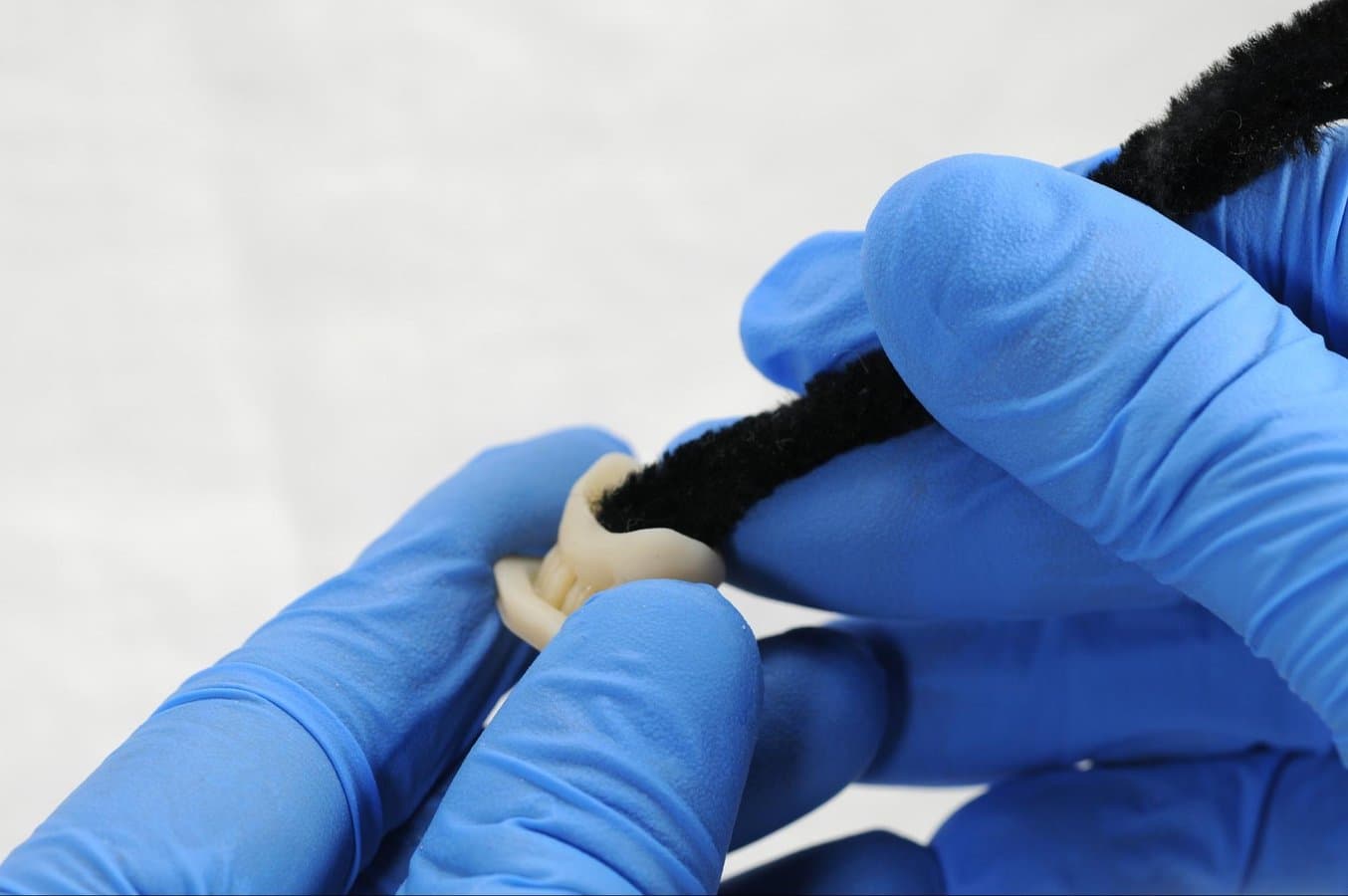
4.5 Finition et polissage
Les pièces post-polymérisées doivent être polies avec une pierre-ponce et un composé de polissage avant leur utilisation.
S’il reste des parties rugueuses laissées par l’élimination des supports, utilisez une fraise au carbure ou autre avant de passer au polissage pour améliorer le confort du patient.
Un rendu glacé peut être obtenu à l’aide de l’équipement et des accessoires habituellement utilisés pour les matériaux acryliques et composites.
Remarque : les brossettes et les disques radiaux en caoutchouc sont idéaux pour le polissage des pièces anatomiques occlusales. Refert Opal-L est très efficace en tant que matériau de polissage.

Évitez de surchauffer les pièces pendant le polissage.

Inspectez à nouveau la restauration. En cas de dommage ou de fissure, jetez-la et recommencez l’impression.
Des vernis de caractérisation photopolymérisables tels que GC OPTIGLAZE™ peuvent aussi être utilisés.
Suivez toujours les instructions du fabricant.

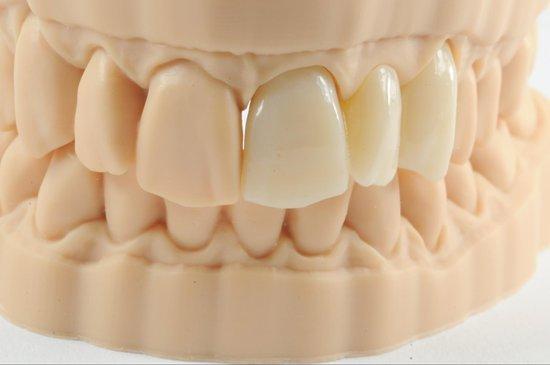
5. Pose et traitement
Un ciment provisoire traditionnel, comme Temp Bond NE permet de sceller la restauration terminée à la dent du patient. S’il est prévu de sceller la restauration définitive avec un ciment composite à base de méthacrylate, il est recommandé d’utiliser un ciment provisoire sans eugénol.
Suivez les consignes d’utilisation fournies par le fabricant de l’agent de scellement.

