
3D Printing Occlusal Splints with Formlabs SLA 3D Printers
Formlabs currently offers two materials for splint production. Dental LT Clear Resin is a fracture-resistant material for long-term rigid occlusal splints and guards. Dental LT Comfort Resin is a durable material for optimally comfortable long-term flexible occlusal splints, guards, and bleaching trays. Both materials are easily polished to high optical transparency and resist discoloration over time.
This application guide demonstrates each step for making 3D printed occlusal splints on Formlabs SLA 3D printers. Use the following workflow to ensure precise results.







3D Printing Splints with Formlabs 3D Printers
Essentials
Needed From the Dentist
- A physical or digital impression of the patient's dentition
Required Hardware and Materials
Made by Formlabs:
- Form 3B/+ or Form 2 (Dental LT Clear (V2) Resin) 3D printer
- Form 3 Resin Tank (V2) or higher, or Form 2 Resin Tank LT (Dental LT Clear (V2) Resin)
- Build Platform or Build Platform 2
- Dental LT Clear (V2) Resin or Dental LT Comfort Resin
- Form Wash
- Form Cure or Fast Cure
- Finishing kit or secondary wash station
Made by Third Parties:
- Desktop scanner (if physical impression or model)
- Dental design software
- Dental handpiece with cutting and finishing wheels
- Polishing equipment and materials
- Isopropyl alcohol (IPA)
Required Software
Made by Formlabs:
Latest PreForm and Firmware versions
Made by Third Parties:
Dental design software or outsourcing to a dental design provider
1. Scan
Dental design software requires a digital impression of the patient’s anatomy in order to design a splint or occlusal guard. To acquire this data, scan the patient directly with a 3D intraoral scanner or scan a physical impression or a poured model with a desktop 3D scanner.


2. Design
2.1 Design the Appliance
There are several dental software options for digitally designing occlusal splints. In this application guide, we will be outlining parameters for 3Shape Dental System and ExoCAD. You can download Formlabs material libraries for 3Shape here or get Formlabs exocad material presets from exocad’s dental share platform.
There are also outsourced dental CAD providers where you can send a digitized impression for creating the design.
General construction requirements
Please check the appropriate manufacturing guide for material-specific construction requirements such as minimum occlusal surface thickness and minimum wall thickness.
3Shape & ExoCAD Settings
Dental LT Clear (V2): Offset from 0.05 to 0.10 mm (depending on the desired snugness and case design, the smaller the value the tighter the fit)
Dental LT Comfort: Offset from 0.01 to -0.03 mm (depending on the desired snugness and case design, the smaller the value the tighter the fit)
2.2 Export the STL File
Once the case has been designed to specification manufacturing can begin. The majority of dental design software generates a manufacturing file in .stl format. Locate the file and move it into the print preparation software, PreForm.
3. Print
Note
Use latest PreForm and Firmware versions
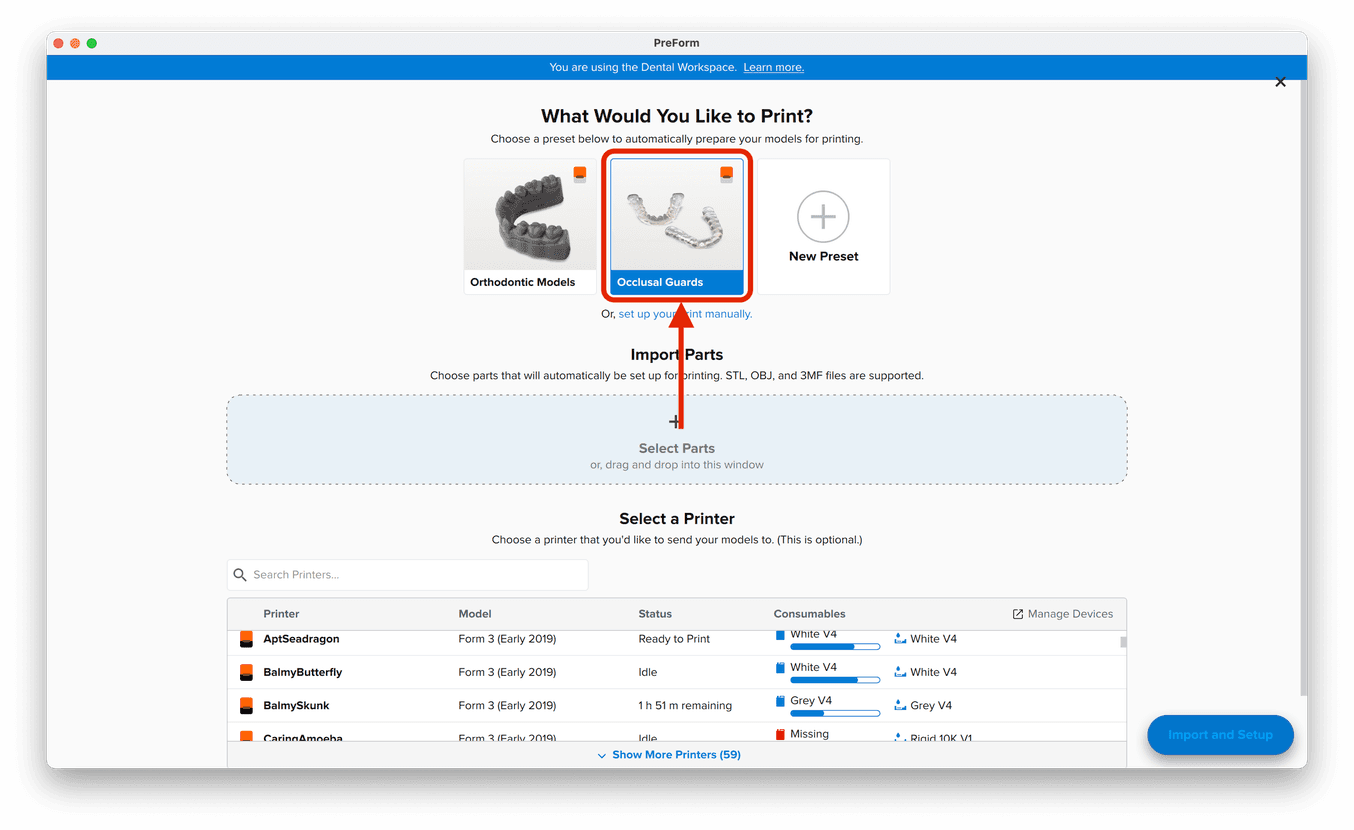
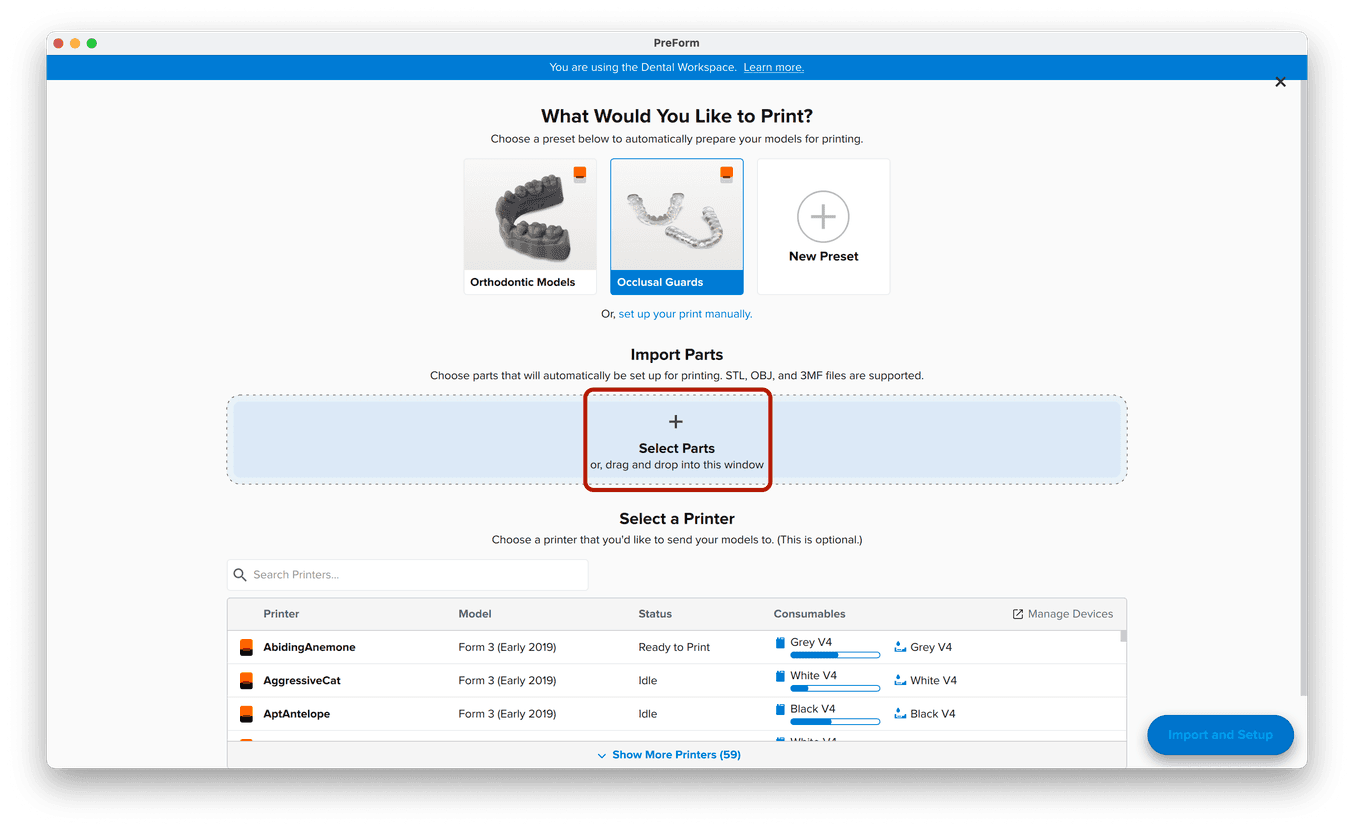
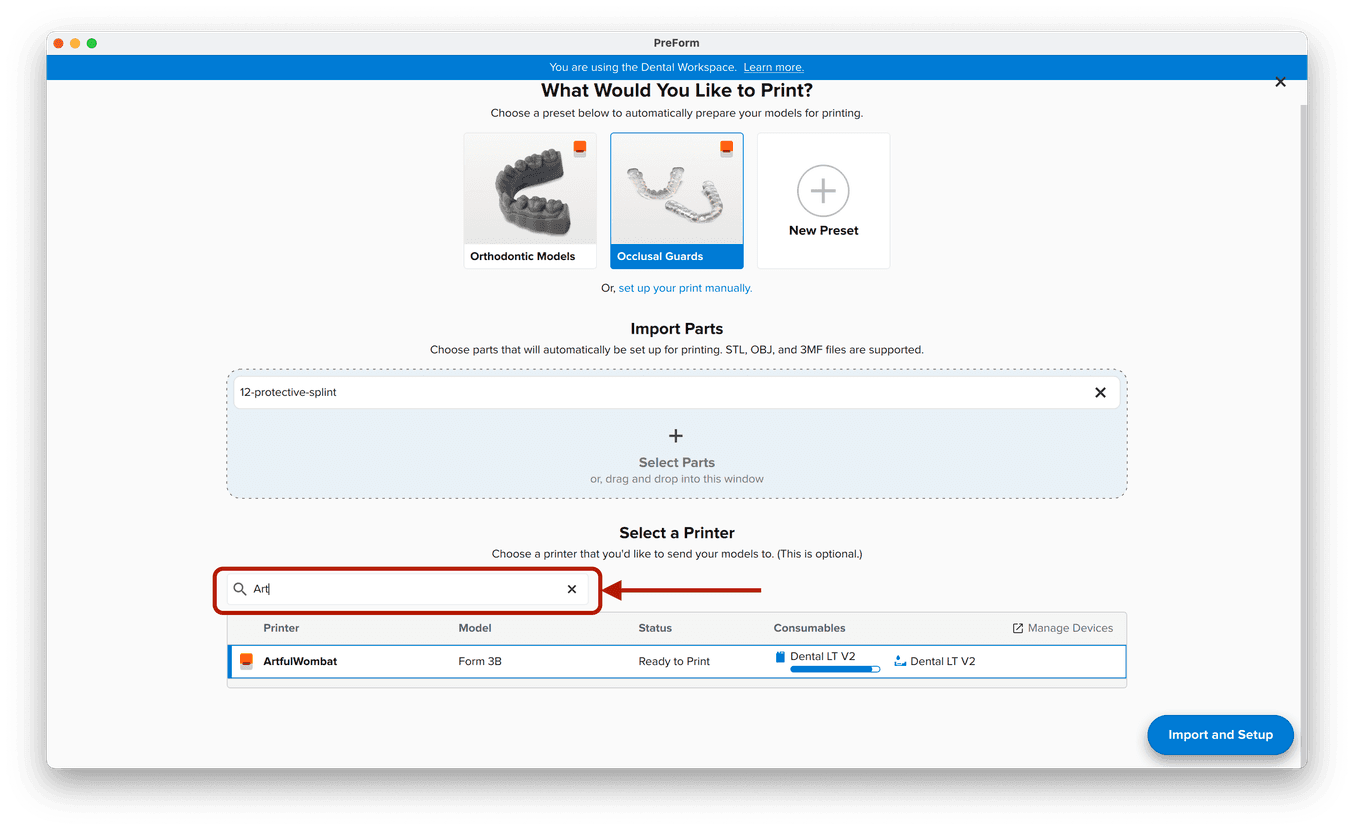
3.1 Import File(s)
Follow the instructions to activate Dental Workspace for PreForm. Open PreForm and set up your splint print job using an adequate preset. You can find instructions here on:
-
How to activate and use Dental Workspace from PreForm
-
How to create a preset
PreForm Dental Workspace will take care of importing, orienting, and supporting your splint in an optimal way.
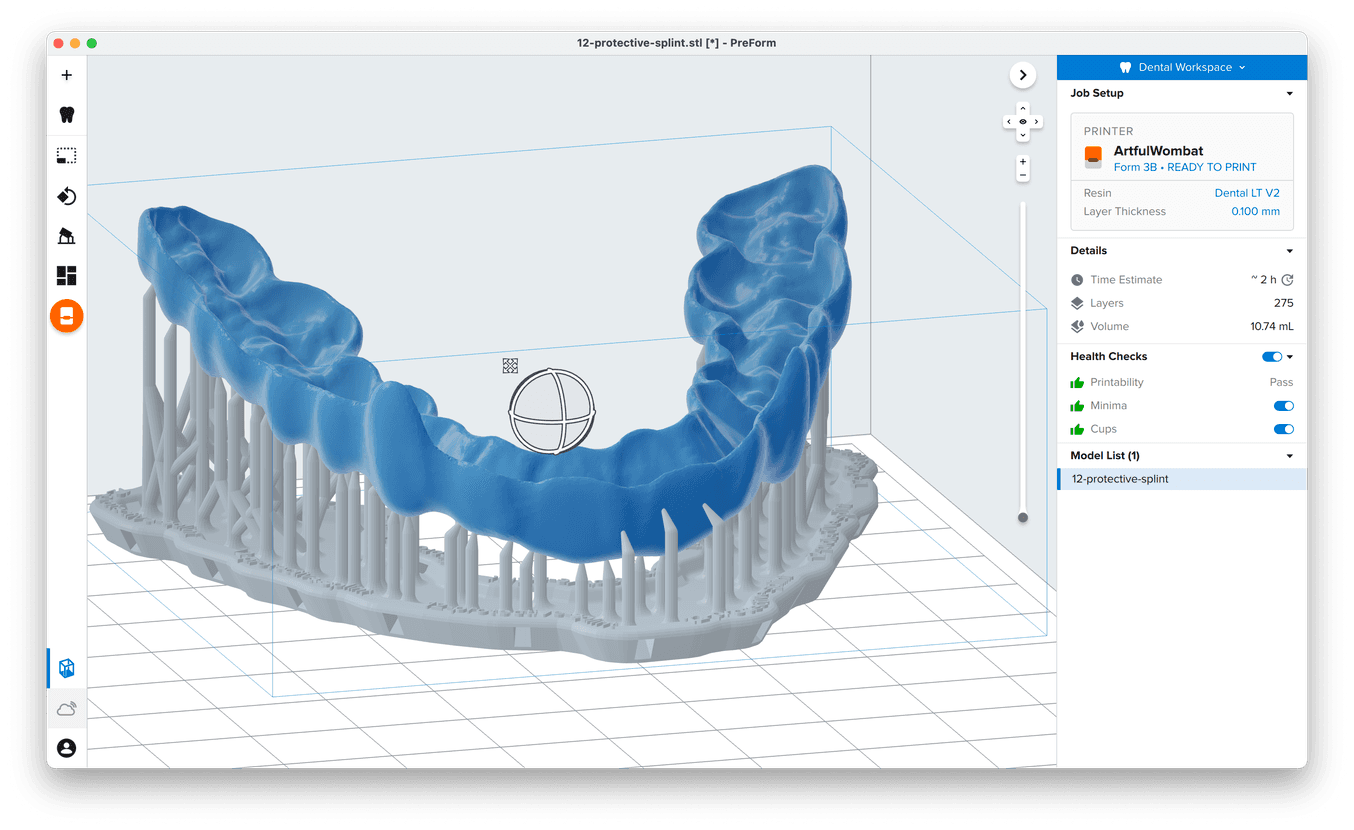
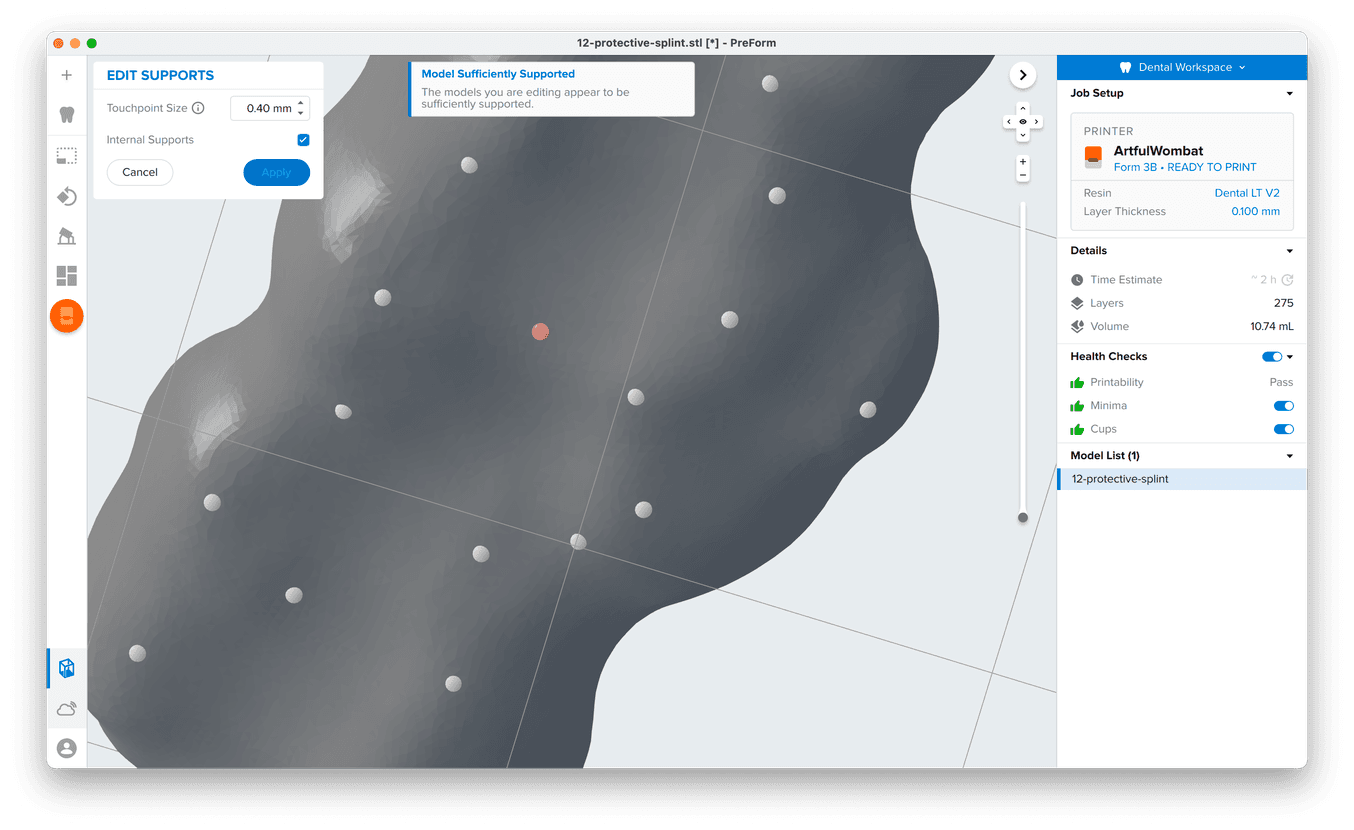
3.2 Adjust Touchpoints
PreForm Dental Workspace auto-generates supports based on material properties. Your supports might be at unsuitable areas like antagonist contact impressions or dynamic occlusal contact surfaces. For optimal results, we recommend entering support editing mode and adjusting touchpoints as needed.
Be sure not to reduce the number of supports and always properly support the parts of the splint closest to the build plate.
PreForm will indicate in red what areas might require additional support.
Confirm under the “Job Info” menu bar on the right side of the window that “Printability” has green thumbs-up.
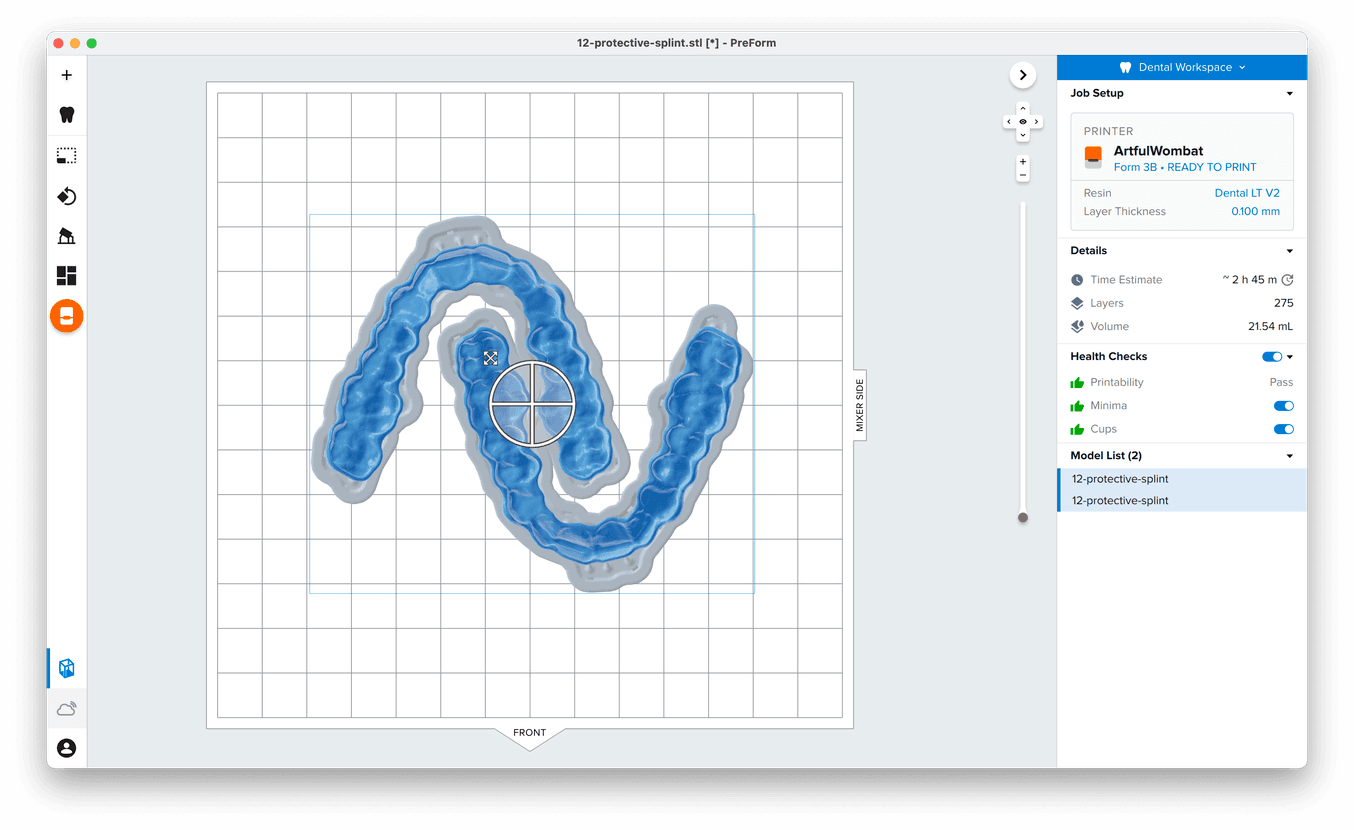
3.3 Layout
For normal printing, it is best to place parts toward the middle of the build plate.
When printing multiple cases, overlapping rafts can optimize the use of the build volume and save material.
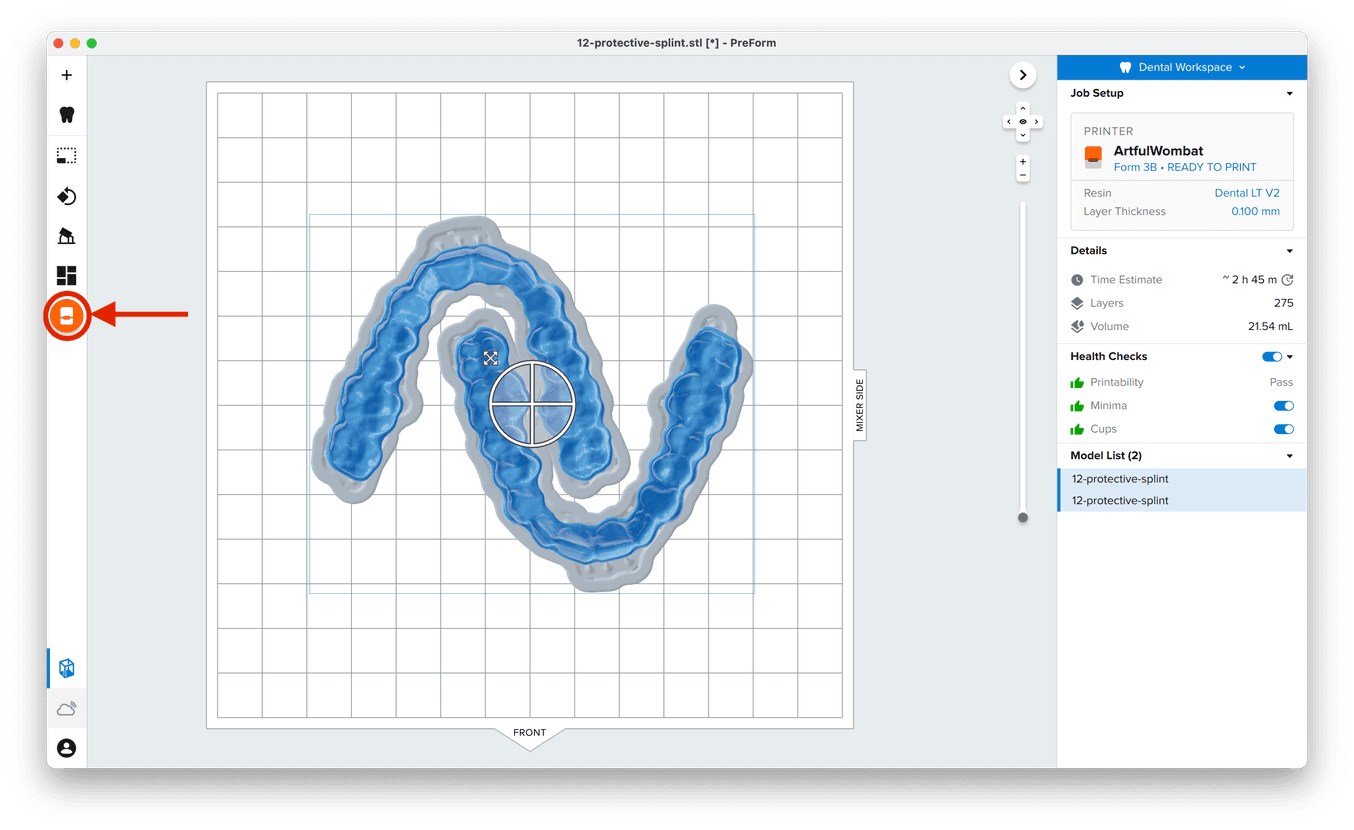
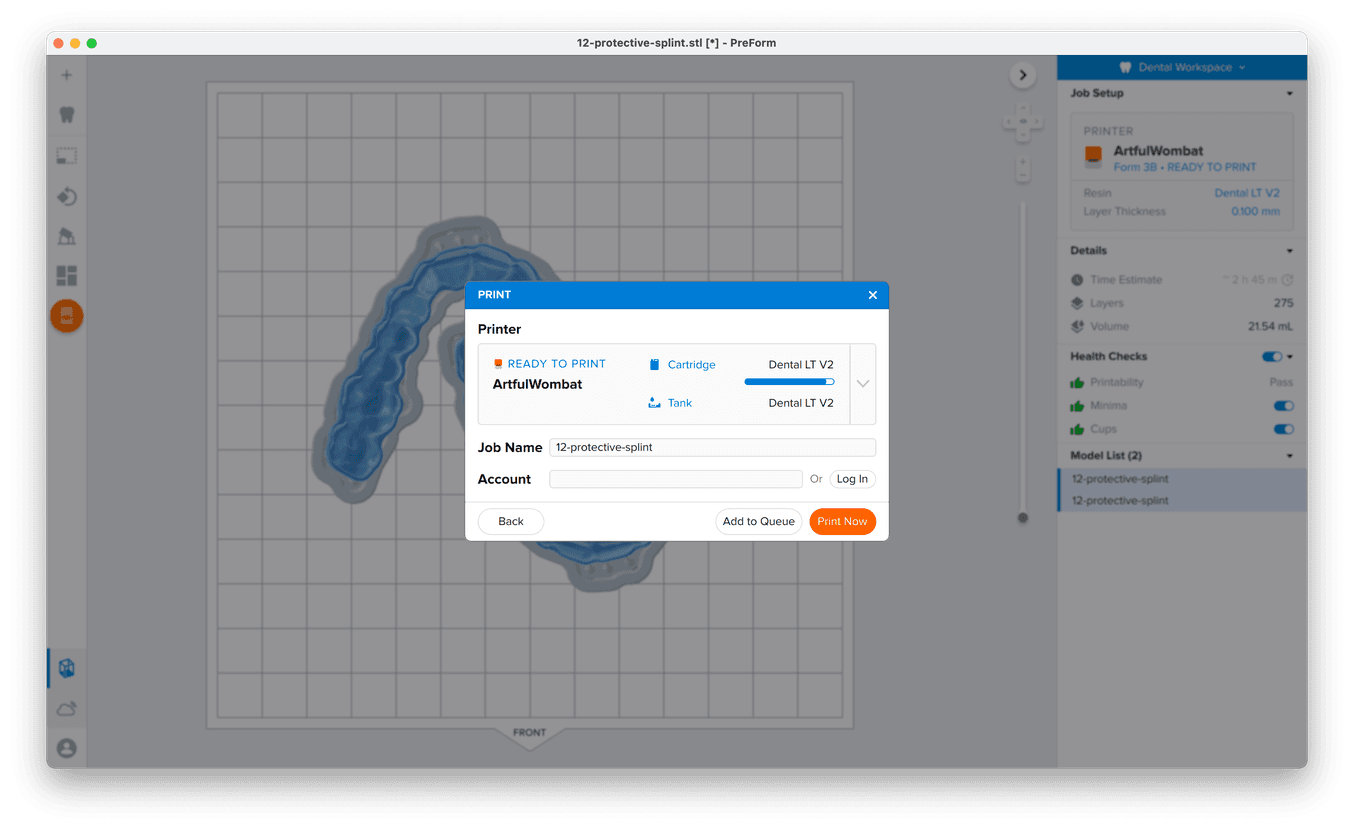
3.4 Sending the Job to the Printer
Send the job to the printer by clicking the orange printer icon on the left.
The “Print” dialog box will open. Click the orange “Print Now” or “Upload Job” button to send the job to the printer.
Whether you see one or the other button in this dialog depends on the current configuration of the selected printer.
3.5 Set up the Printer
Shake the splint material cartridge and then insert the cartridge, a build platform, and a compatible resin tank into the Form 2 or Form 3B/+ printer.
- Begin printing by selecting the print job from the printer’s touch screen
- Follow any prompts or dialogs shown on the printer screen
- The printer will automatically complete the print
Attention
For full compliance and biocompatibility, splint materials require a dedicated resin tank and build platform. Only use the Form Wash with other Formlabs biocompatible resins, such as Surgical Guide Resin.
4. Post Processing
Caution
Always use gloves when handling uncured resin and parts.
Note
Post processing steps for Dental LT Clear (V2) and Dental LT Comfort are different. Please refer to your splint material’s manufacturing guide for the appropriate details.
4.1 Part Removal
Remove printed parts from the build platform by wedging the part removal or scraping tool under the part raft and rotating the tool.

Tip
Printed parts can also be washed directly on the build platform in the Form Wash.

4.2 Washing
Precautions
- When washing the printed part with solvent, it should be in a properly ventilated environment with proper protective masks and gloves.
- Expired or unused resin material shall be disposed of in accordance with local regulations
- IPA shall be disposed of in accordance with local regulations.
- Use a dedicated wash for biocompatible parts to avoid contamination
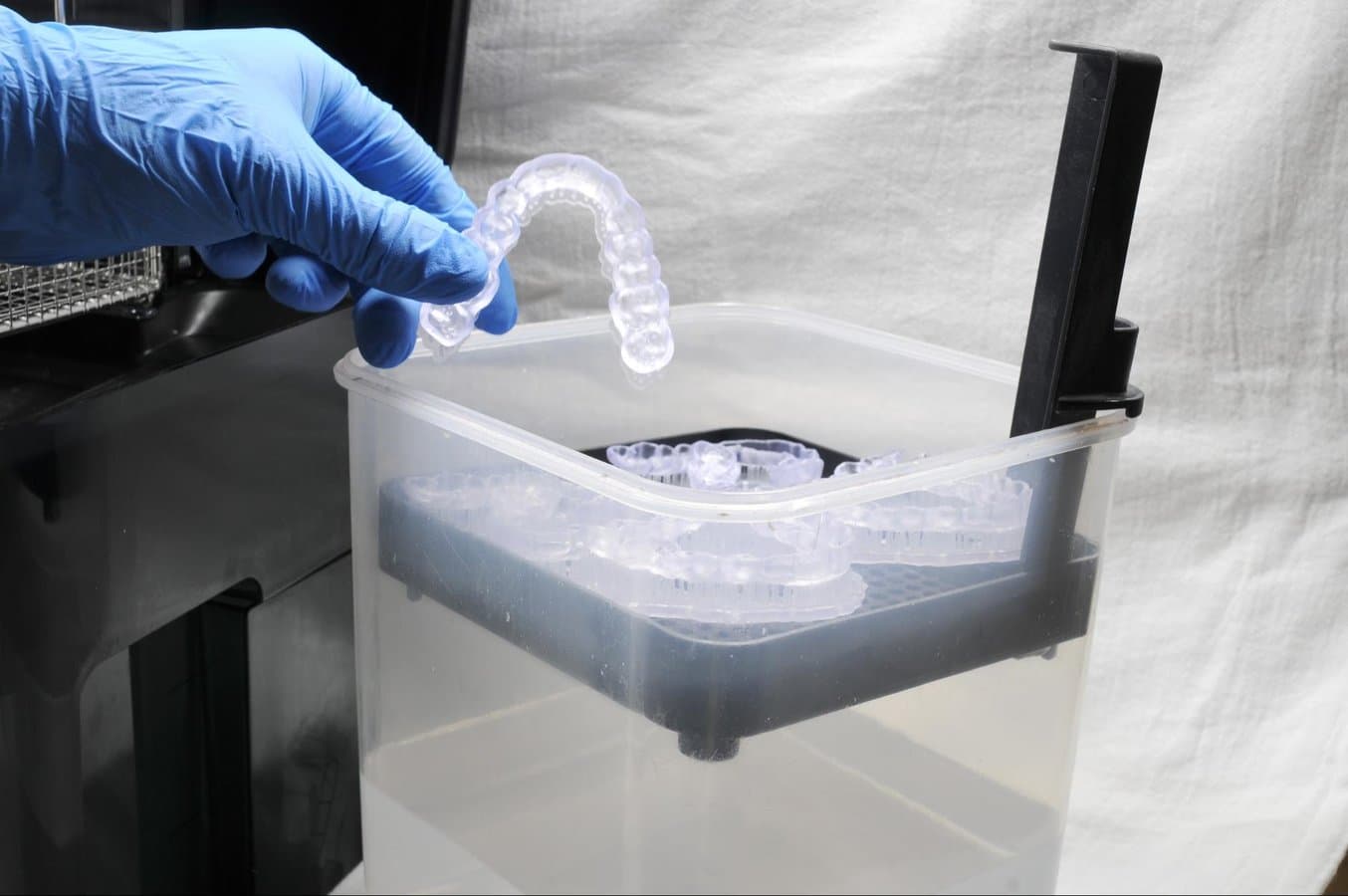
Place the printed parts in a Form Wash filled with isopropyl alcohol (IPA) and wash them using the recommended wash time (Dental LT Clear (V2), Dental LT Comfort) for your splint material.
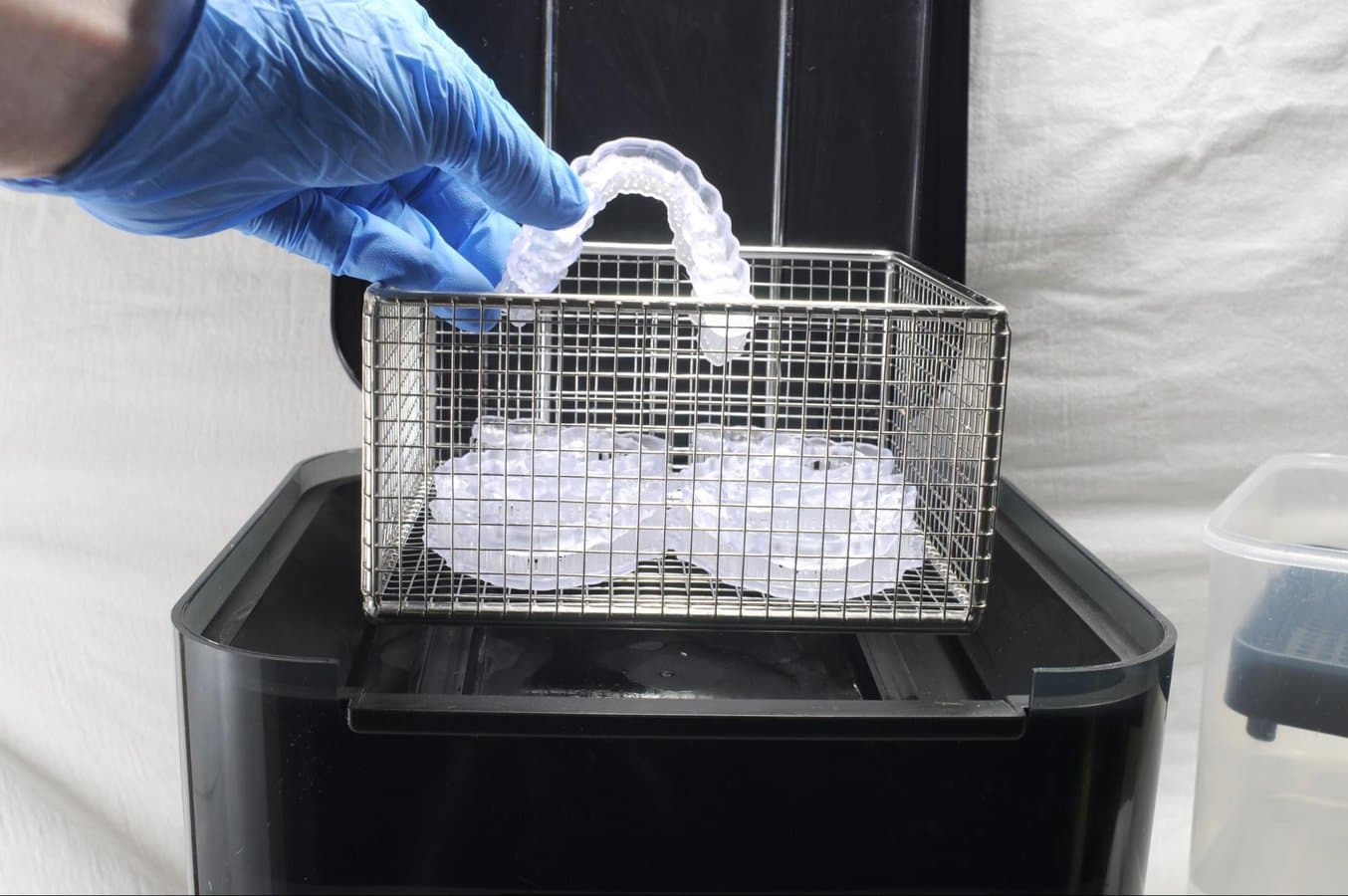
Alternatively, an ultrasonic wash unit may be used, see manufacturing guide for specific directions.
Make sure the parts are fully submerged in IPA when washing.
Exceeding wash duration may affect dimensional accuracy and performance of printed parts over time.

Tip
Using a squeeze bottle of fresh IPA and compressed air can help make parts clean, especially in deep parts of the intaglio anatomy.

4.3 Drying
Remove parts from the IPA and leave to air dry at room temperature. Refer to your resin material’s manufacturing guide (Dental LT Clear (V2), Dental LT Comfort) for the exact drying time.
Inspect printed parts to ensure that they are clean and dry.
No residual alcohol, excess liquid resin, or residue particles may remain on the surface before proceeding to subsequent steps.
Tip
If any residual resin remains (it will look shiny) reference the previous section for an additional rinse in clean IPA.

4.4 Post Curing
Place the dried printed parts in a Form Cure and post-cure using the recommended post-cure settings (Dental LT Clear (V2), Dental LT Comfort) for your splint material.
Allow Form Cure to cool down to room temperature between cure cycles.
Tip
Leaving the Form Cure door open will help the unit cool between cycles quicker.

4.5 Support Removal
Remove supports using a cutting disk.

Tip
While ripping the supports from the part might be quicker, it can leave divots in the part. We recommend cutting the supports off individually.
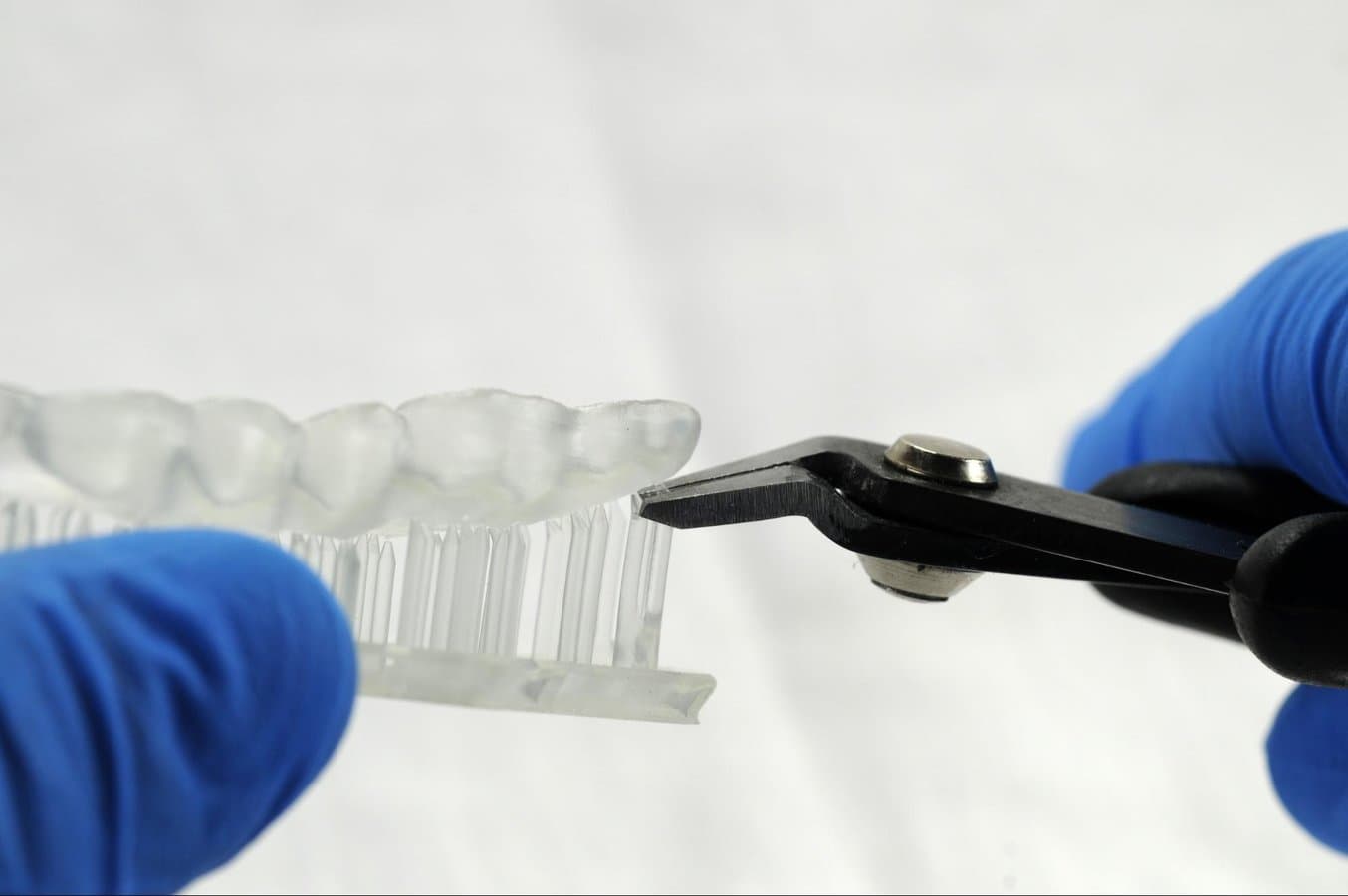
Removing supports should leave a small positive feature.

As sections of the supports are removed, the raft can be cut to give more room for the next area of the part to be cut.


Inspect the appliance. Discard and reprint the part if any cracks are detected.

4.6 Finishing and Polishing
Smooth down the support surfaces with a carbide or wheel rotary and handpiece.
Tip
Depending on what tools are used for finishing, it might be necessary to have a second finishing step with a “scotch-brite” type rotary.

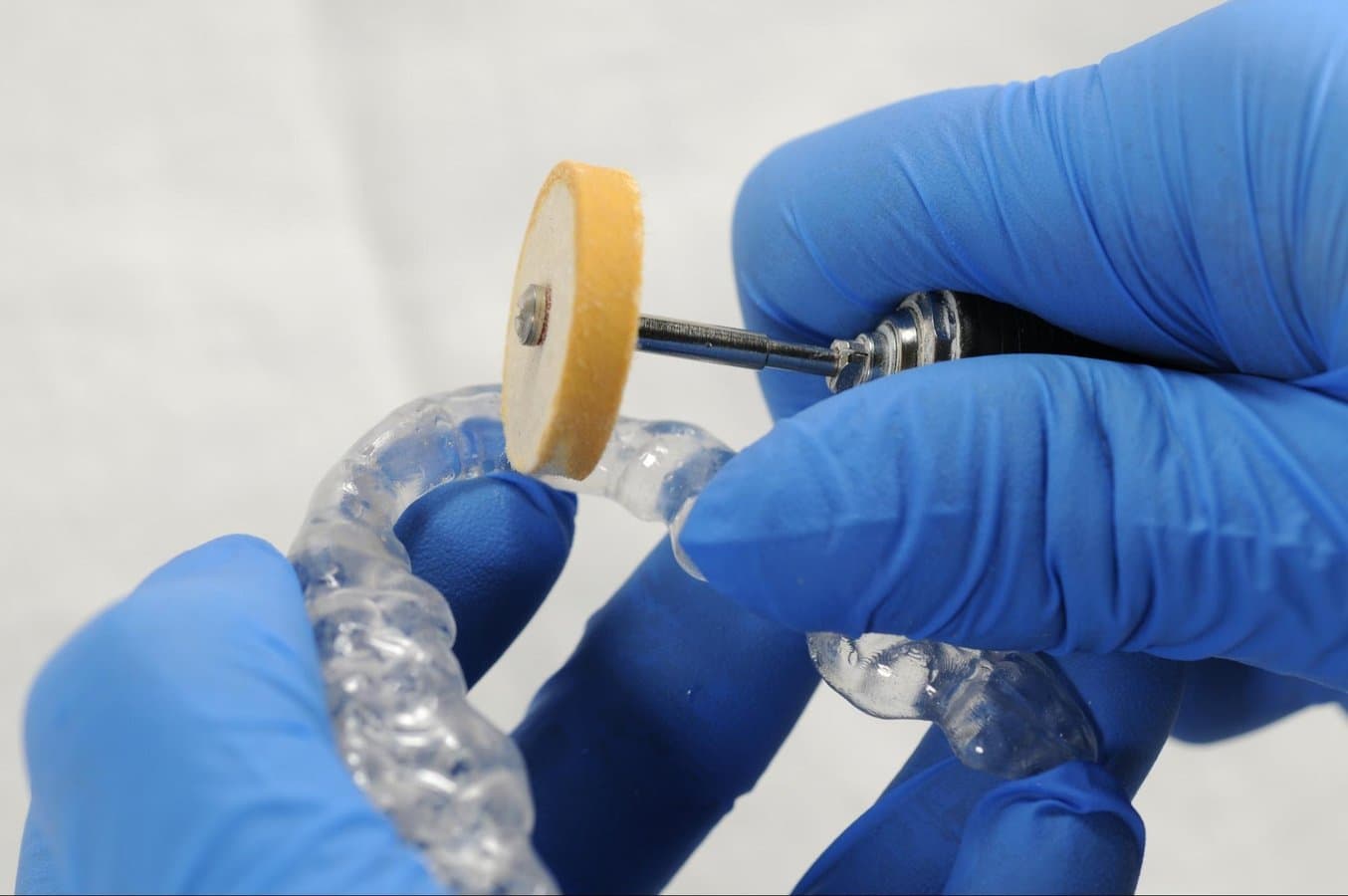
Once the surface is finished to satisfaction, polish and smooth the outside of the splint for patient comfort.

Optional
Verify the vertical dimension of the appliance and make adjustments as needed.
A high gloss shine can be achieved with traditional polishing tools and materials commonly used for dental acrylics.
Tip
Lathes with rag or felt wheels, pumice, and high shine compound make the process quick and easy.
5. Care Instructions
Fully post-processed parts can be cleaned and disinfected. Please check the appropriate manufacturing guide for your splint material for detailed recommendations.


Additional Resources
Explore Formlabs dental resources for in-depth guides. step-by-step tutorials, white papers, webinars, and more.
Everything You Need to Control Your Digital Future
Configure your Form 3B+ package now and bring high-precision 3D printing into your lab or office.
