

Impression 3D de tissus mous pour masques gingivaux sur modèles dentaires
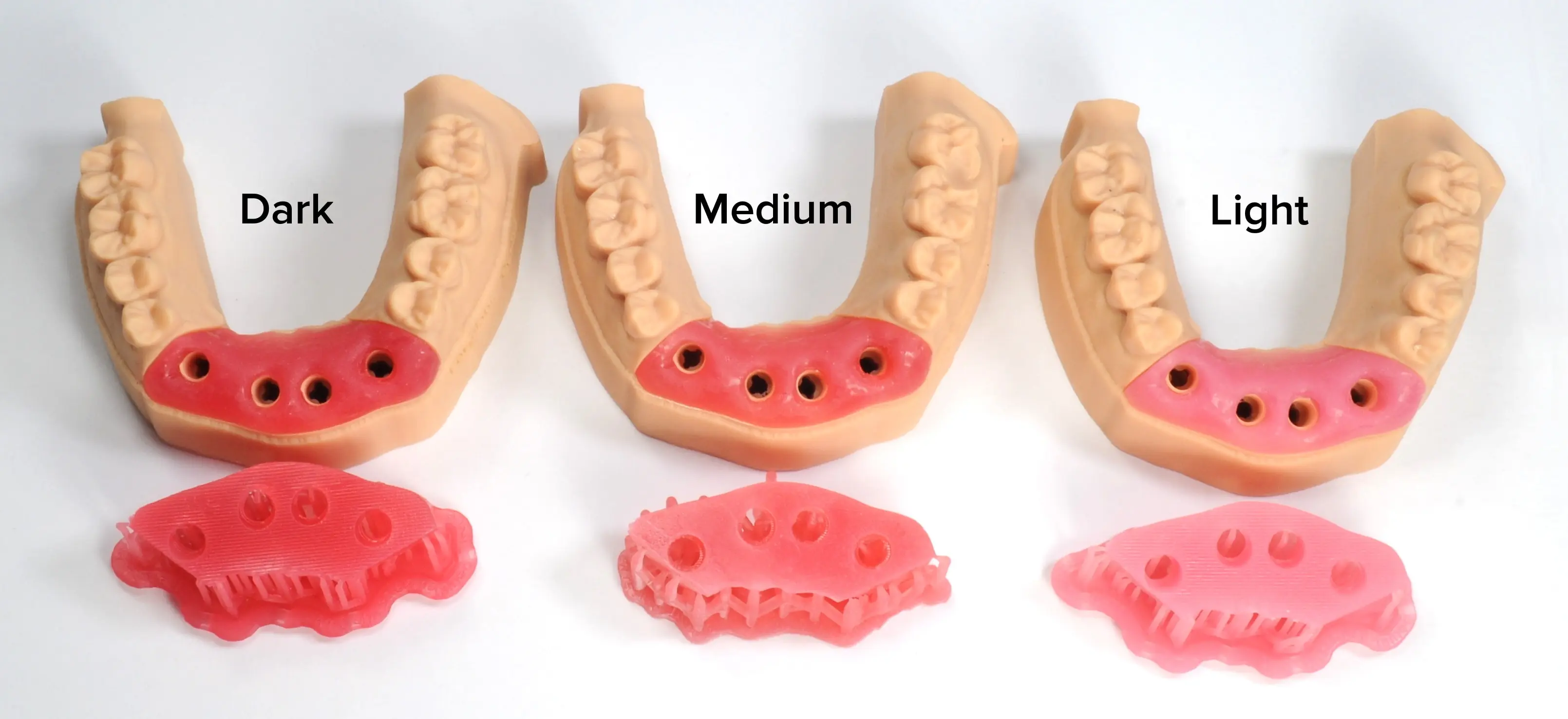
Les modèles de tissus mous, de plus en plus importants pour les modèles de restauration haut de gamme et souvent indispensables pour les prothèses implantaires numériques, peuvent maintenant être imprimés en 3D. En utilisant la Flexible 80A Resin Formlabs, une base souple, flexible et translucide, et des pigments de résine, les professionnels de la santé peuvent produire des parties de tissu mou dans des teintes de rose foncé, moyen et pâle. La procédure pour y parvenir est décrite dans les étapes suivantes.
Impression 3D de tissus mous pour masques gingivaux sur modèles dentaires
Les modèles de tissus mous, de plus en plus importants pour les modèles de restauration haut de gamme et souvent indispensables pour les prothèses implantaires numériques, peuvent maintenant être imprimés en 3D. En utilisant la Flexible 80A Resin Formlabs, une base souple, flexible et translucide, et des pigments de résine, les professionnels de la santé peuvent produire des parties de tissu mou dans des teintes de rose foncé, moyen et pâle. La procédure pour y parvenir est décrite dans les étapes suivantes.
Essentiels
De la part du dentiste
-
Une empreinte numérique de la dentition du patient
Équipement et matériaux nécessaires
Produits par Formlabs :
-
L'imprimante 3D SLA de Formlabs avec bac à résine et plateforme de fabrication compatibles.
-
Flexible 80A Resin, White Pigment, Magenta Pigment, Yellow Pigment
- Logiciel PreForm Dental (gratuit)
Remarque :
Lors de l'utilisation de la Form 4 Flex Build Platform ou de la Build Platform 2, sachez que le retrait des pièces peut ne pas être immédiat. En effet, le matériau des tissus mous fléchit en même temps que la plateforme lorsqu'elle se plie.
Produits par des tiers :
-
Outils de coupe
-
Pièce à main dentaire à faible vitesse avec embouts de finition
-
Alcool isopropylique ≥ 90 %
-
Une seringue jetable de 40 ml ou plus (facultatif)
Logiciel nécessaire
Produits par Formlabs :
-
Logiciel PreForm Dental (gratuit)
Produits par des tiers :
-
Logiciel de conception de modèles dentaires tel que 3Shape Model Builder ou exocad Model Creator
Découvrez-en plus sur la conception et la production de modèles dentaires de haute précision dans notre Guide pour réaliser les modèles dentaires de restauration les plus précis.
Remarque :
Les tissus mous imprimés en 3D à l'aide de la Flexible 80A Resin sont seulement prévus pour une utilisation extra-orale sur des modèles dentaires. Cette résine n'est pas biocompatible et ne doit jamais être utilisée dans la bouche d'un patient.
1. Ajout de pigment à Flexible 80A Resin
Vous pouvez personnaliser la couleur et l'opacité de votre masque gingival imprimé en 3D en ajoutant du pigment à Flexible 80A Resin. Nous proposons trois recettes initiales, mais vous êtes libre de créer vos propres couleurs uniques en utilisant la formule détaillée plus loin dans ce document.
1.1 Préparation de la résine
Pour créer la Soft Tissue Resin, rassemblez le matériel suivant :
-
Une cartouche de Flexible 80A Resin
-
Color Pigments (White, Yellow, and Magenta)
-
Gants jetables en nitrile
-
Un récipient ou un bol (d'une capacité de 40 ml ou plus)
-
Trois seringues, incluses avec les pigments
Une fois tout le matériel rassemblé, enfilez les gants en nitrile et déballez la cartouche de résine.

Retirez le bouchon de la cartouche de Flexible 80A Resin.

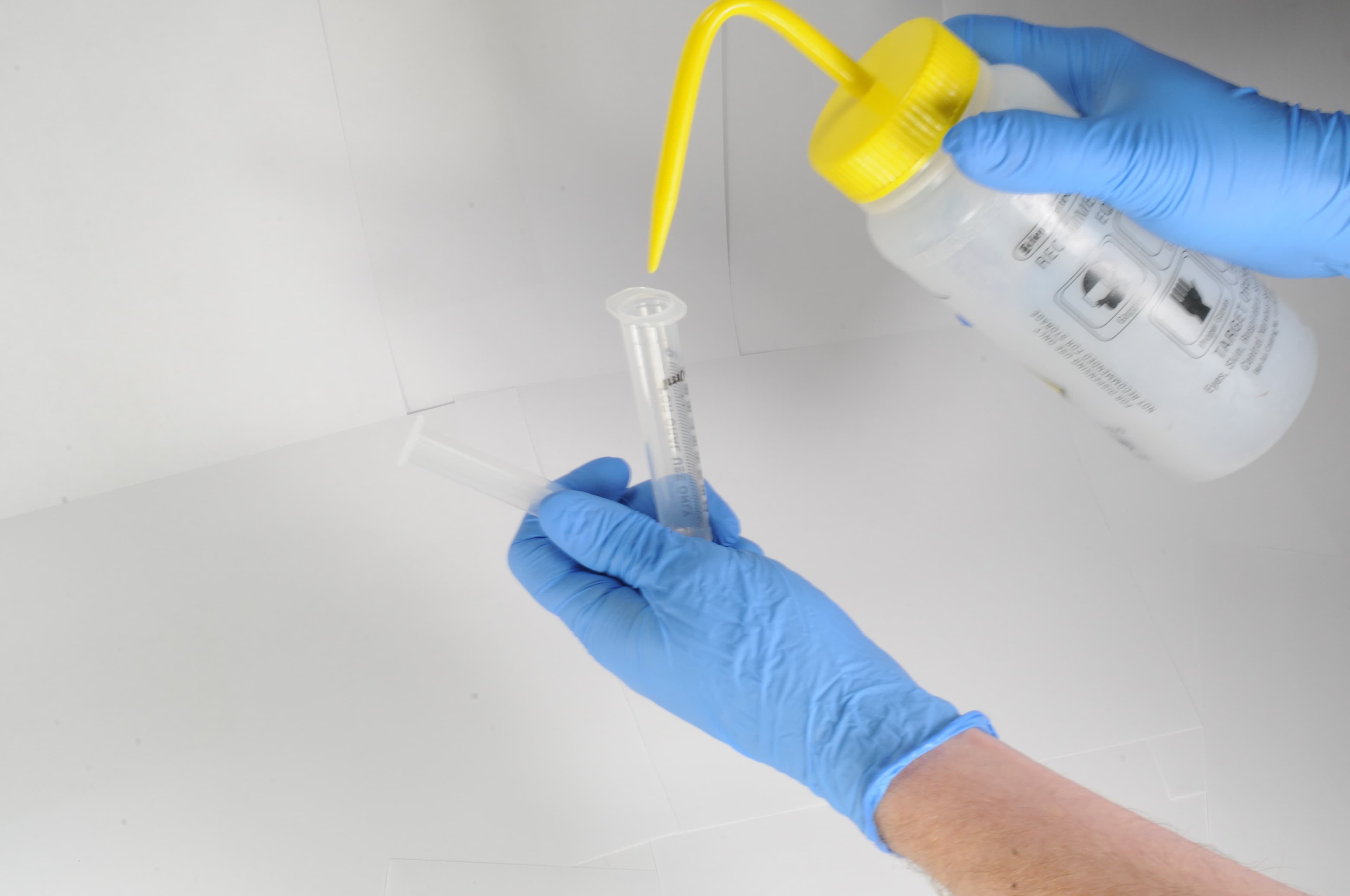
Retirez 40 ml de résine de la cartouche Flexible 80A Resin à l'aide d'un bol ou d'un récipient en verre et d'une seringue.


Remarque :
Si vous réutilisez la seringue avec l'un des pigments, veillez à la rincer minutieusement à l'aide d'un alcool isopropylique dont la concentration est d'au moins 90 %.
1.2 Mélange des pigments

Vous allez maintenant utiliser un mélange de pigments pour remplacer les 40 ml manquants dans la cartouche.
Remarque
-
Veillez à ce que le mélange total de pigments ne dépasse pas 40 ml afin de maintenir l'imprimabilité.
-
Ne dépassez pas 30 ml de pigment blanc, car cela peut nuire à l'imprimabilité.
Trois recettes prêtes à l'emploi sont proposées dans le tableau ci-dessous. Gardez à l'esprit qu'en augmentant la quantité de pigment blanc, vous obtiendrez généralement une teinte plus lumineuse et une plus grande opacité. Cette plus grande opacité peut être bénéfique si vous devez éviter que les structures sous-jacentes, telles que les analogues d'implants ou les piliers métalliques sur mesure, n'apparaissent à travers les fausses gencives.

|
Teinte |
Flexible 80A Resin |
Blanc |
Jaune |
Magenta |
|
Rose clair |
960 ml |
25 ml |
5 ml |
10 ml |
|
Rose orangé |
960 ml |
15 ml |
10 ml |
15 ml |
|
Rose foncé |
960 ml |
10 ml |
10 ml |
20 ml |
Replacez le bouchon sur la cartouche et agitez celle-ci vigoureusement pendant 5 minutes en la retournant de temps en temps.
Laissez la cartouche reposer en position droite pendant 30 minutes, suivies de cinq minutes supplémentaires d'agitation.
Après le mélange, la cartouche est prête pour l'impression de tissus mous pour modèles de masques gingivaux.
Remarque
Pour un mélange plus rapide, utilisez une tige d'agitateur dentaire ou une spatule pour mélanger le pigment à la résine dans la cartouche.
Stockez les flacons de pigments et les seringues bouchées dans les sacs ziplock opaques fournis.
2. Conception
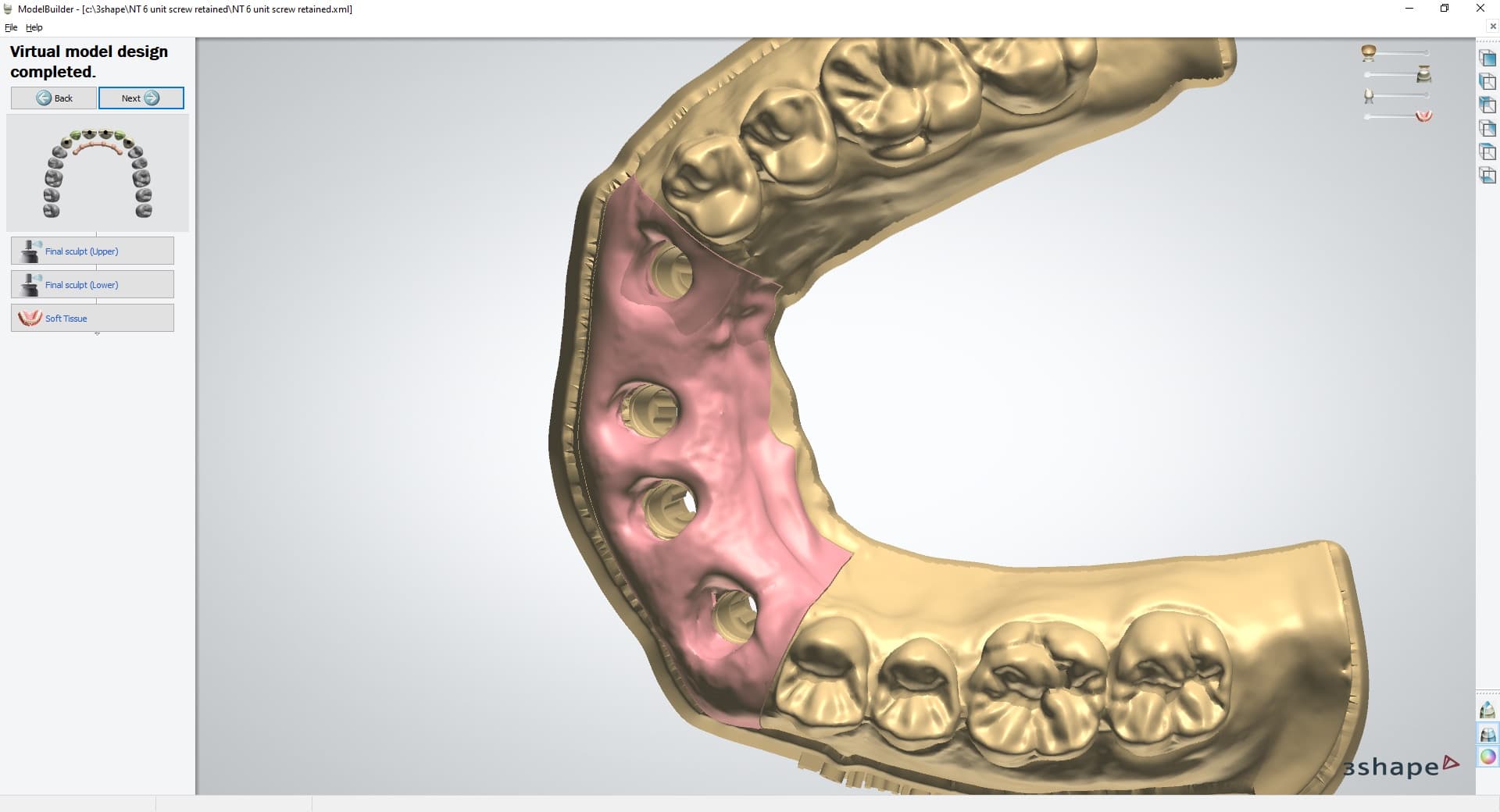
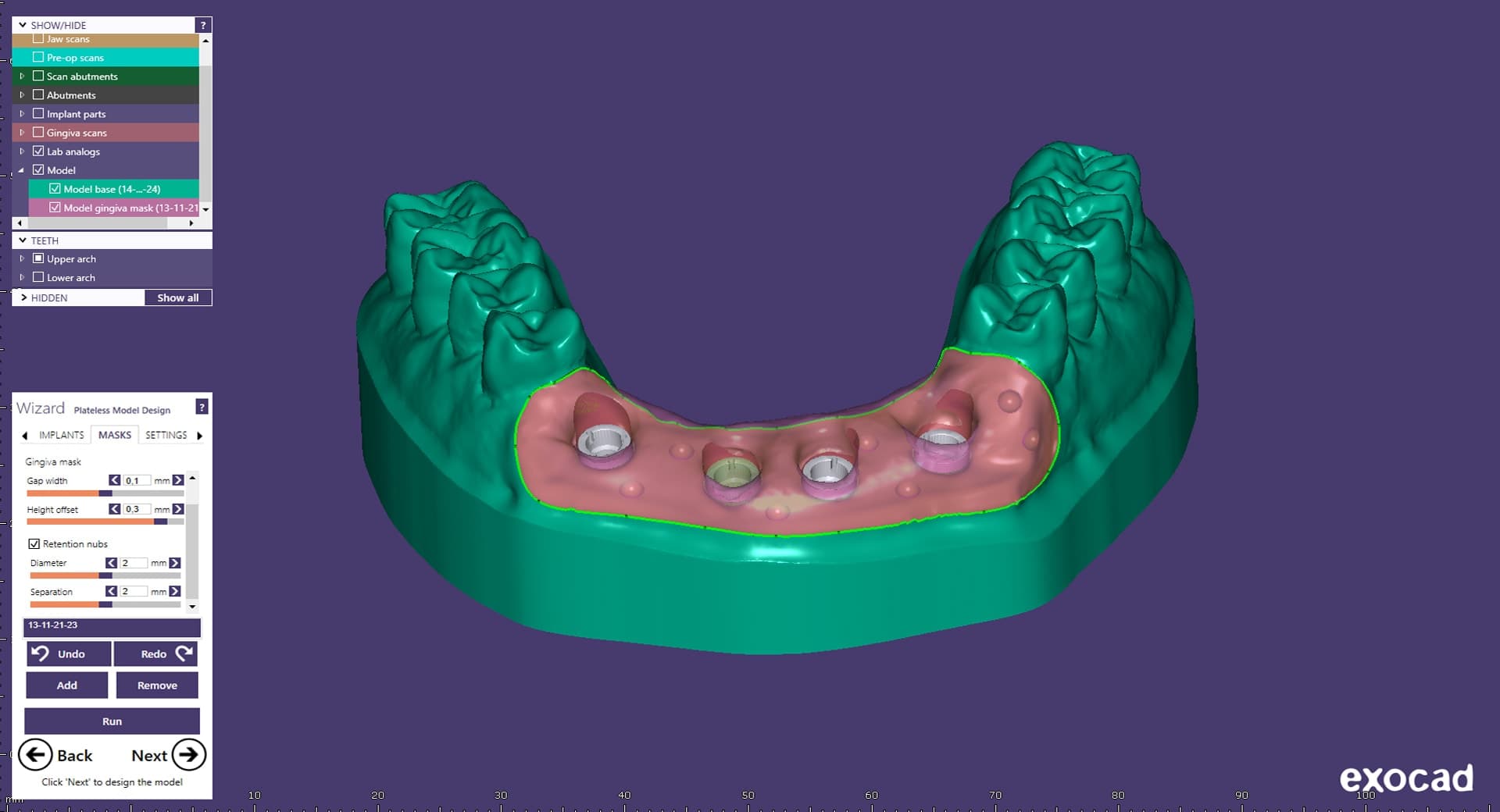
2.1 Conception du modèle avec de fausses gencives ou du tissu mou
Contraintes générales de fabrication par CAO :
-
Pour une anatomie précise, une épaisseur de parois minimum de 1 mm est recommandée.
-
Commencez par utiliser les paramètres par défaut dans 3Shape ou exocad.
-
Si vous concevez un masque à fond plat, inclinez les faces mésiale et distale pour créer des contre-dépouilles afin d'améliorer la rétention.
2.2 Exportation du fichier STL
Une fois le boîtier conçu, localisez la pièce que vous avez conçue. Le fichier de sortie doit être au format STL ou OBJ pour PreForm. Localisez le fichier et ouvrez-le dans le logiciel PreForm Dental de préparation à l'impression.
3. Impression
Remarque :
Si vous ne connaissez pas encore le logiciel PreForm Dental, veuillez consulter cette liste de lecture sur notre chaîne YouTube.
3.1 Choix du matériau
Sélectionnez le matériau d’impression en cliquant sur l’onglet « Printer » (Imprimante) dans le menu « Job Info » (Infos tâche) à droite de l’écran.
Flexible 80A Resin est répertoriée dans les matériaux techniques. Si vous ne la voyez pas, vous devrez peut-être cliquer sur Engineering (Ingénierie) (1) dans le menu de sélection des matériaux. Choisissez Flexible 80A Resin (2) avec les paramètres par défaut.
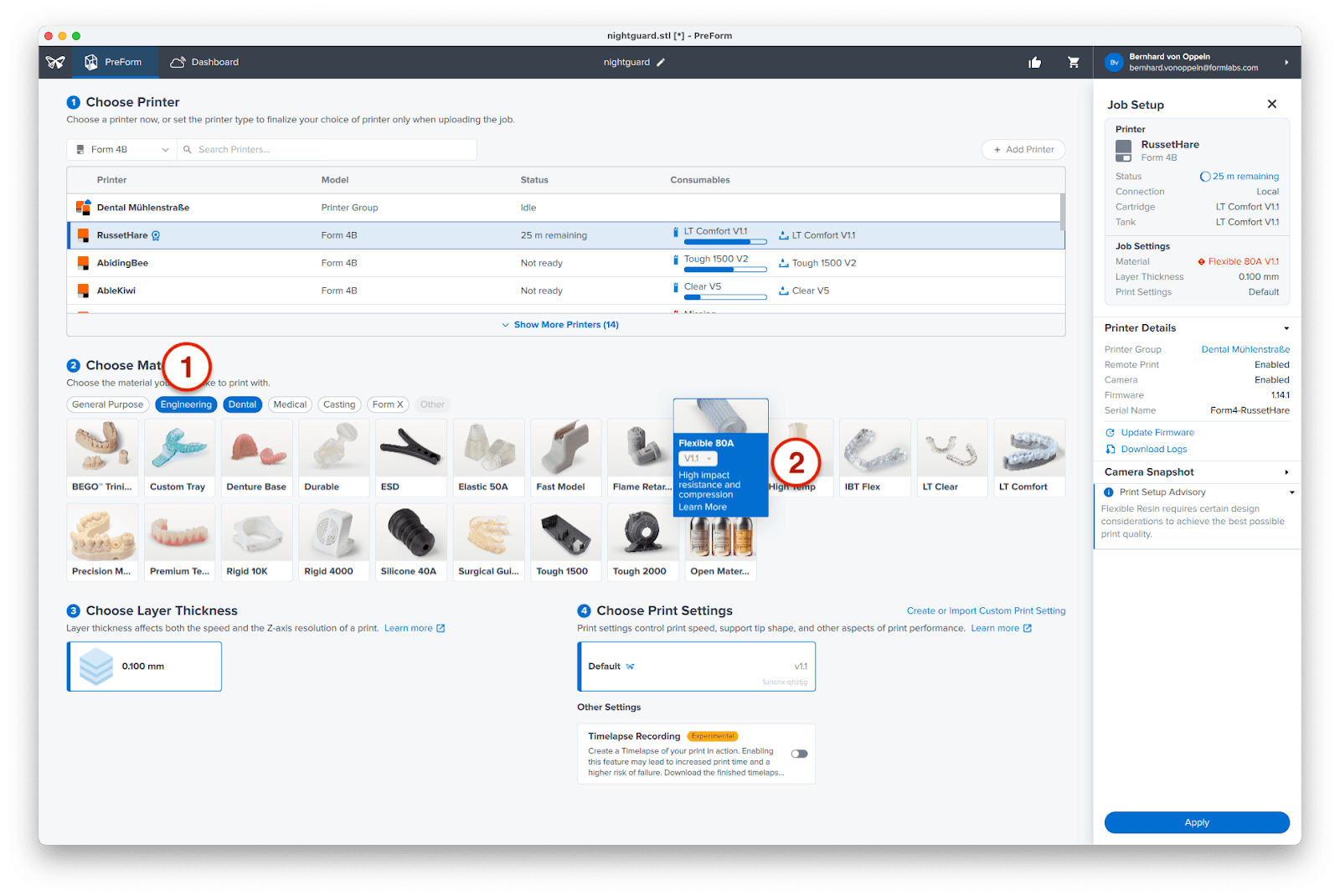
Remarque :
Nous utilisons les paramètres d'impression de Flexible 80A Resin pour l'impression des tissus mous. Par conséquent, vos pièces imprimées seront affichées en gris clair (la couleur de Flexible 80A Resin) alors que la résine est en réalité rose. Sachez que cette divergence est normale.
3.2 Orientation
Importez vos pièces en cliquant sur File (Fichier) > Open (Ouvrir) et en sélectionnant vos fichiers, ou en les glissant directement dans l'espace de travail de PreForm.
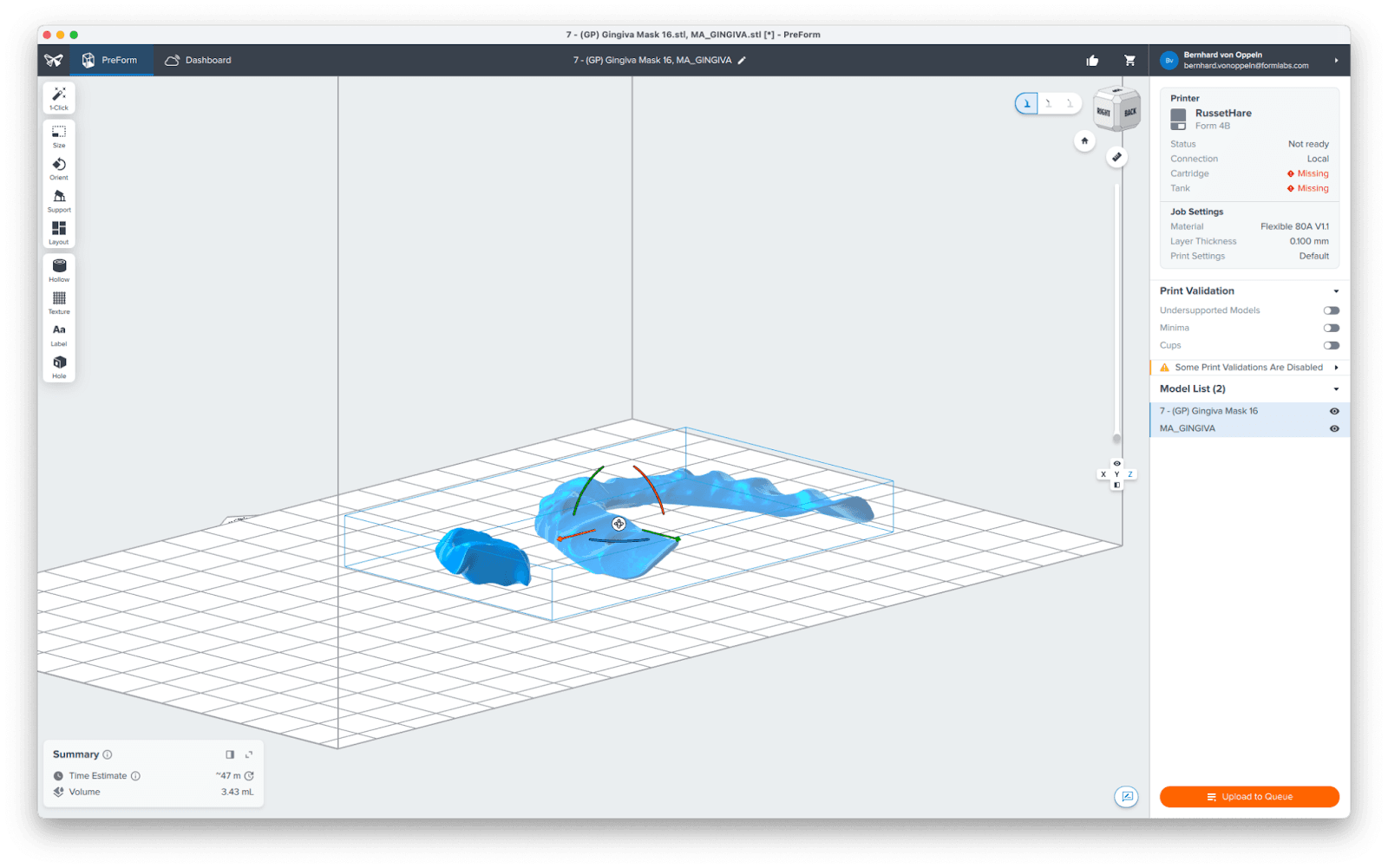
Il faut maintenant orienter correctement les pièces pour l'impression.
Comme dans l’exemple précédent, retournez les pièces de sorte que la face occlusale soit orientée vers la plateforme et que toutes les surfaces d’ajustement soient orientées à l’opposé. Cela garantit que les structures de support ne seront pas générées sur les faces qui seront en contact avec le modèle dentaire, pour un meilleur ajustement.
Une façon simple d'y parvenir est d'utiliser la fonction Bounding Box (Volume englobant) (2) du menu Orient (Orienter) (1). Sélectionnez le symbole (3) correspondant au retournement de la pièce ou orientez-la manuellement.
3.3 Génération automatique des supports
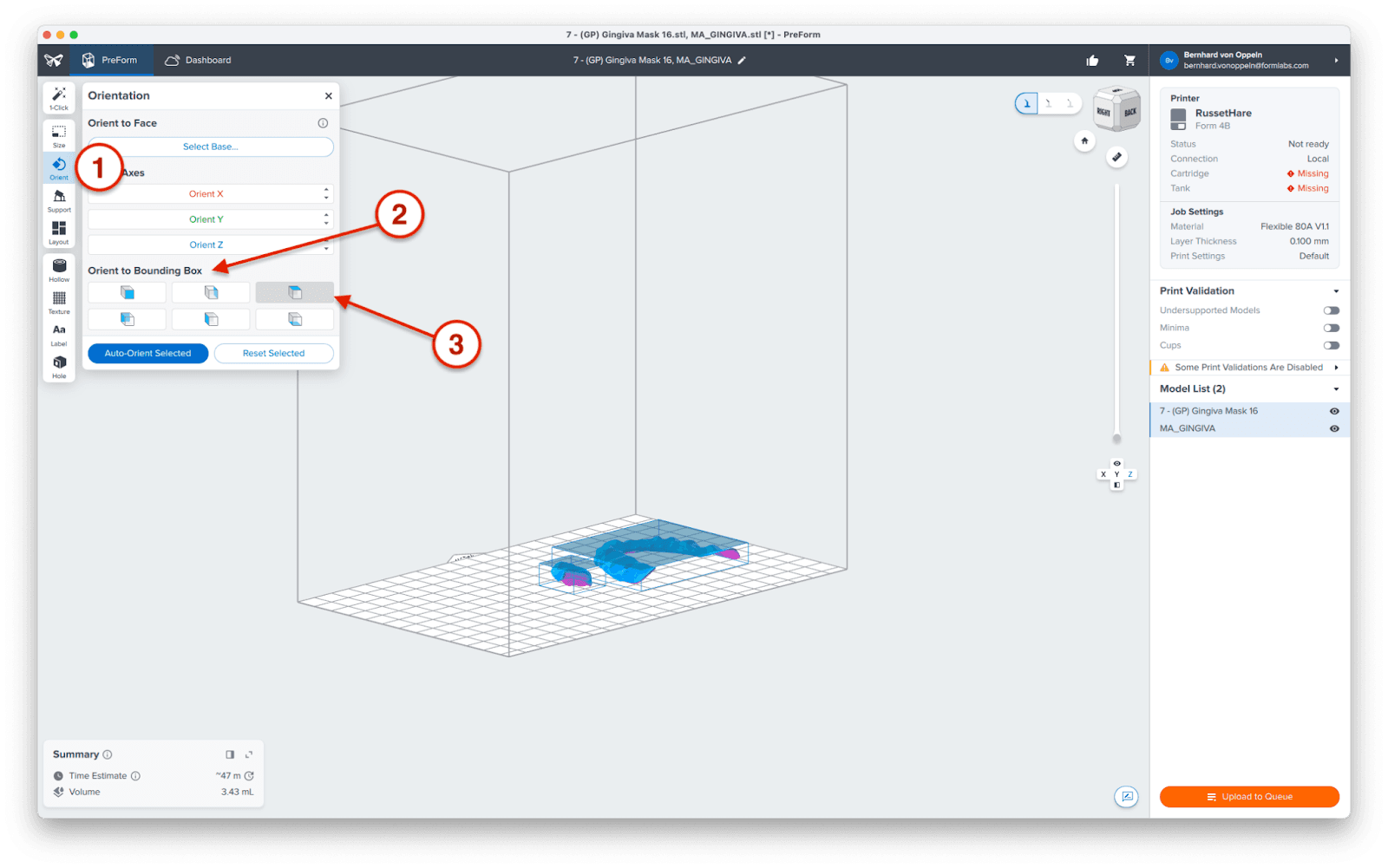
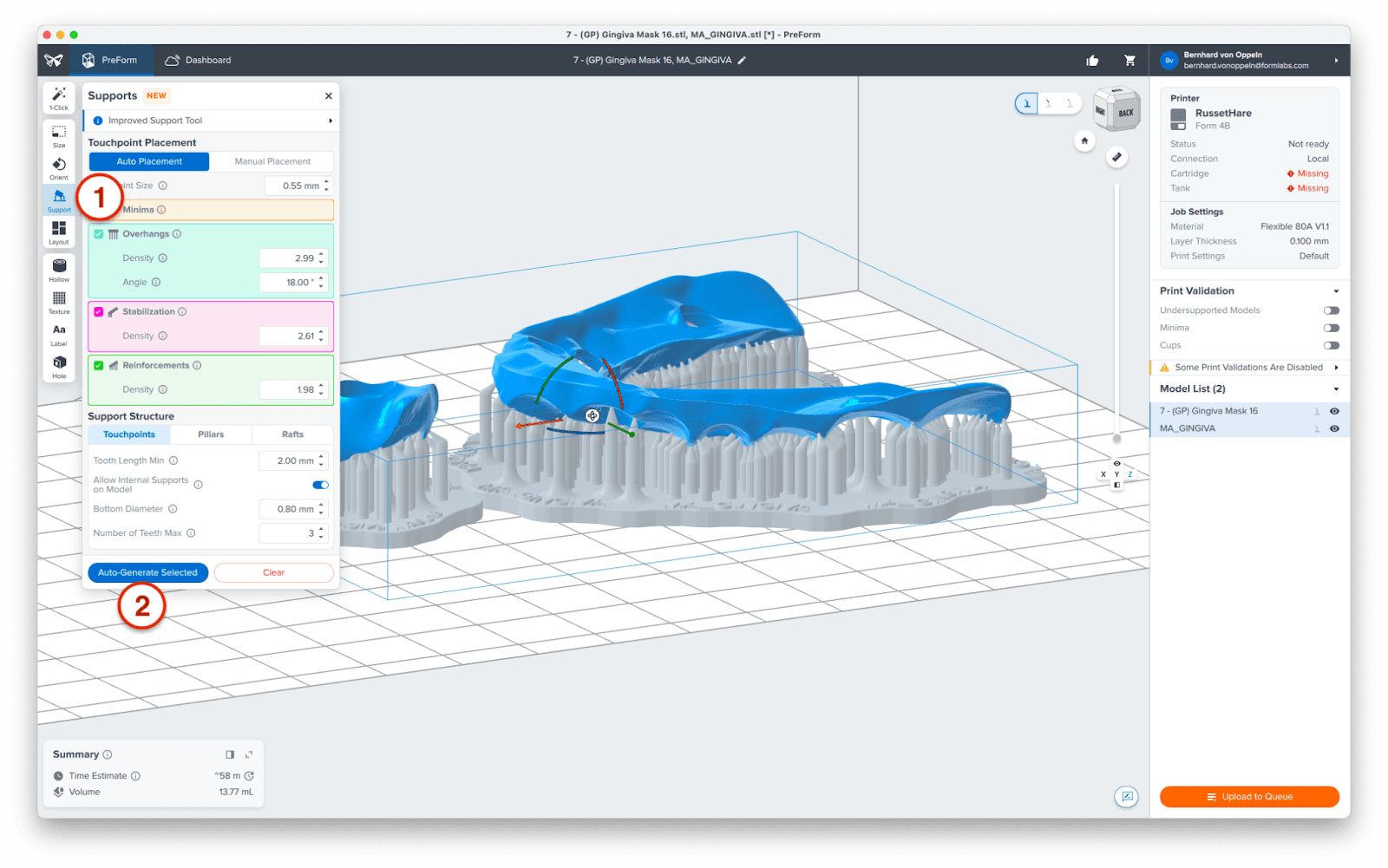
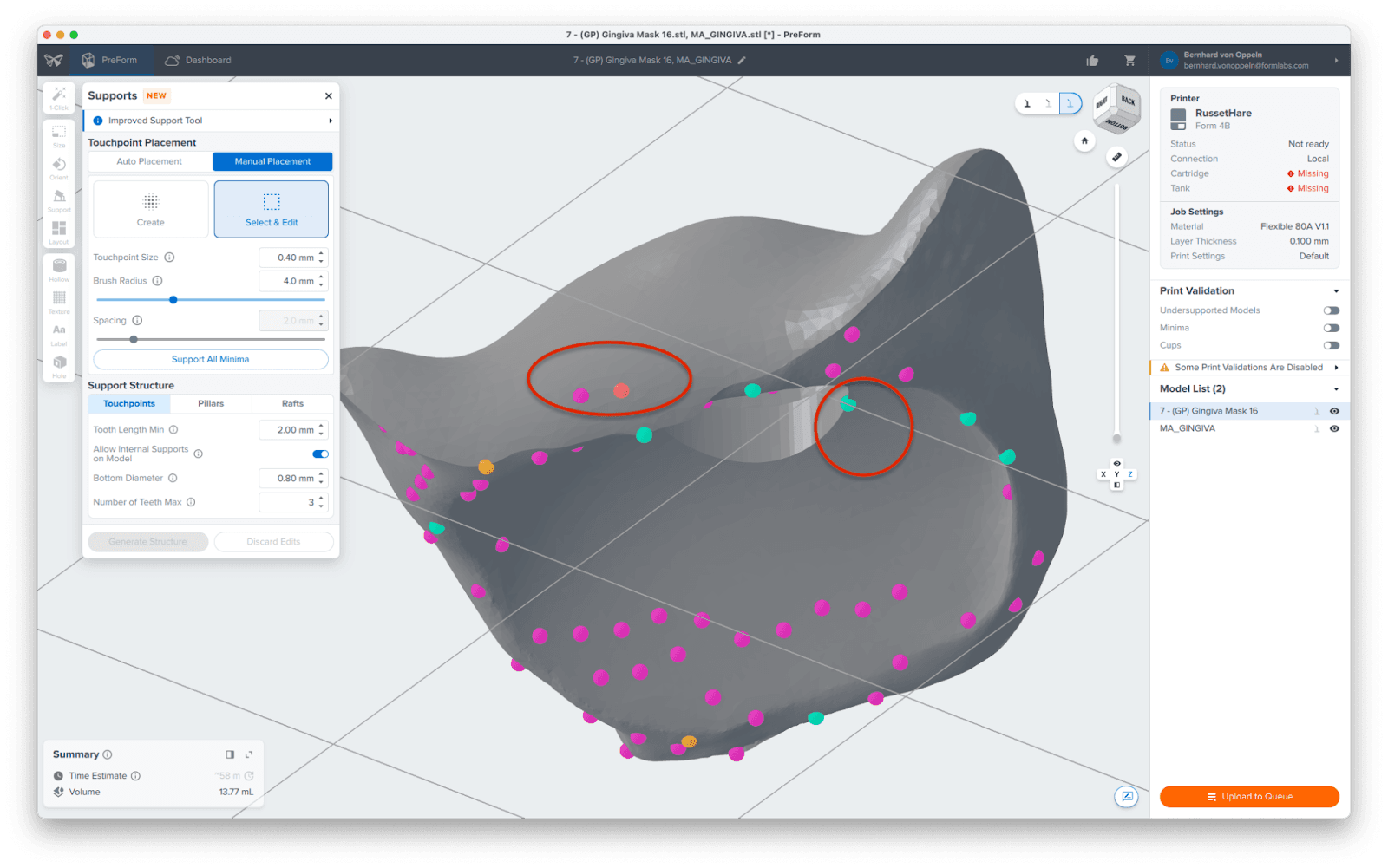
Ouvrez l’outil Supports (1) à gauche de la fenêtre, puis cliquez sur le bouton « Auto Generate Selected » (Génération automatique sélectionnée) ou « Auto Generate All » (Tout générer automatiquement) pour générer automatiquement les supports.
Sous Touchpoint Placement (Emplacement des points de contact), passez à Manual Placement (Positionnement manuel) et sélectionnez Select & Edit (Sélectionner et modifier). Inspectez les emplacements des supports et modifiez ou supprimez les points de contact qui interfèrent avec les surfaces d’ajustement afin de faciliter le post-traitement, tout en surveillant attentivement les contrôles de Print Validation (Validation de l’impression) dans la barre de droite. Ne vous inquiétez pas du nombre élevé de supports, ils sont là pour fiabiliser votre impression.
Enfin, cliquez sur Print Now (Imprimer maintenant) ou Upload to Queue (Téléverser dans la file d'attente) dans le coin inférieur droit pour téléverser la tâche d'impression vers votre imprimante.
3.4 Paramétrage de l'imprimante
Agitez la cartouche de Flexible 80A Resin, puis insérez la cartouche, une plateforme d'impression et un bac à résine compatible dans votre imprimante 3D SLA Formlabs.
-
Lancez l’impression en sélectionnant la tâche d’impression sur l’écran tactile de l’imprimante.
-
Suivez toutes les instructions ou boîtes de dialogue affichées sur l’écran de l’imprimante.
-
L’imprimante terminera l’impression automatiquement.

4. Post-traitement
Utilisez toujours des gants lorsque vous manipulez des pièces et des résines non polymérisées.
4.1 Retrait des pièces
Calez l’outil de retrait ou la spatule sous la base d’impression et effectuez un mouvement de rotation pour séparer les pièces imprimées de la plateforme de fabrication.

4.2 Lavage
Précautions
-
La phase de lavage de la pièce imprimée avec un solvant doit être effectuée dans un environnement correctement ventilé, avec un masque et des gants de protection.
-
Si sa date de validité est dépassée ou si elle n’a pas été utilisée, Flexible 80A Resin doit être éliminée conformément à la réglementation locale.
-
L’alcool isopropylique doit être éliminé conformément à la réglementation locale.
Placez les pièces imprimées dans une Form Wash remplie d’alcool isopropylique à 90 % minimum et programmez un lavage de 10 minutes.
Un second lavage de 10 minutes dans de l’alcool isopropylique propre titrant 90 % minimum est nécessaire. Ce lavage peut être effectué manuellement dans un panier du Finish Kit ou dans une seconde Form Wash.
Assurez-vous que les pièces sont complètement immergées pendant le lavage.
Une durée de lavage plus longue risque d’altérer la précision dimensionnelle et les performances de la pièce imprimée au cours du temps.
4.3 Séchage des pièces
Retirez les pièces de l’alcool isopropylique et laissez-les sécher à l’air libre et à température ambiante pendant au moins 30 minutes.
L'air comprimé peut également être utilisé pour sécher les pièces, suivi d'un passage au banc de séchage de 15 minutes.
Inspectez les pièces imprimées afin de vérifier qu’elles sont bien propres et sèches.
Avant de passer aux étapes suivantes, assurez-vous qu’il ne reste aucun résidu d’alcool, de résine liquide en excès ou de dépôt sur la surface.
S’il reste la moindre trace de résine non polymérisée après le séchage, utilisez une bouteille à pipette contenant de l’alcool isopropylique propre pour l’enlever, puis recommencez le séchage.

4.4 Post-polymérisation
Suivez les instructions de polymérisation décrites dans les instructions d'utilisation de la Flexible 80A Resin.
4.5. Retrait des supports
Retirez les supports à l’aide de ciseaux ou de la pince coupante fournie dans le Finish Kit de Formlabs.
Remarque
Même si arracher les supports à la main peut être plus rapide, cela peut aussi laisser des creux. C’est pourquoi nous recommandons de couper les supports un par un.

Des ciseaux de précision bien aiguisés peuvent être utilisés pour couper les supports au plus près de la pièce dans un second temps. Pour retirer les supports des zones internes, nous recommandons fortement l’utilisation de ciseaux iris courbes.

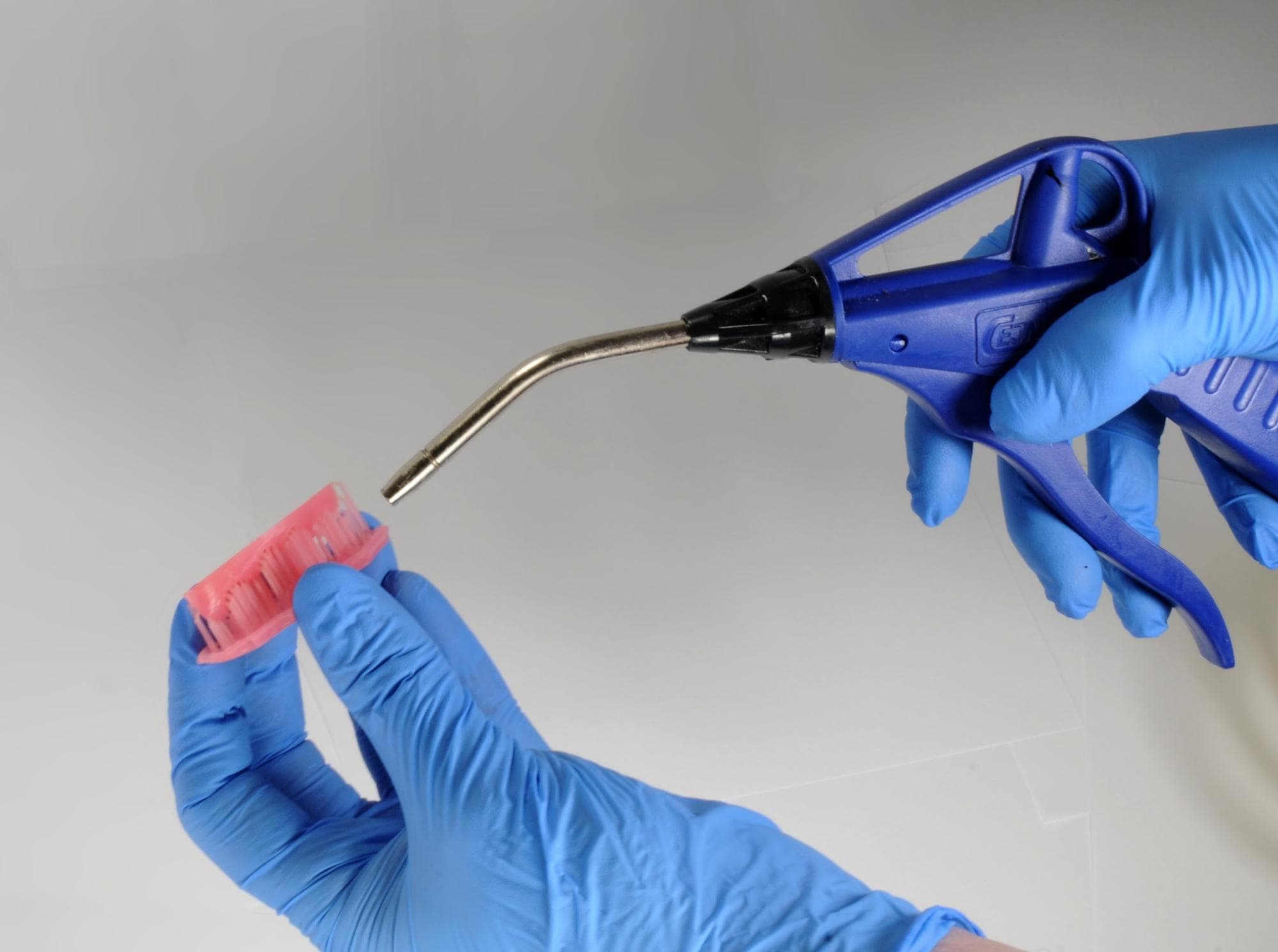
4.6 Finition
Le masque gingival en tissu mou imprimé, d'une dureté Shore A de 80, est assez ferme. Cette fermeté est intentionnelle, car elle facilite le meulage et la découpe, opérations qui peuvent être nécessaires pour lisser les marques rugueuses laissées après le retrait des supports ou pour façonner le profil d’émergence lors de restaurations implantaires esthétiques. Utilisez une meule universelle en silicone ou une fraise en carbure conçue pour les matériaux souples pour lisser toute surface rugueuse.


5. Compatibilité d'imprimante Formlabs pour Flexible 80A Resin
6. Ressources supplémentaires
-
Instructions d'utilisation de Flexible 80A Resin
-
Fiche technique de Flexible 80A Resin
-
Fiche de données de sécurité de Flexible 80A Resin
Explorez les ressources dentaires de Formlabs pour consulter des guides détaillés, des tutoriels, des livres blancs, des webinaires, etc.
La dentisterie rendue plus simple
La Form 4B est une imprimante 3D dentaire ultra-rapide qui offre la gamme de matériaux la plus complète pour la dentisterie et l'orthodontie. Créez des modèles dentaires et des applications biocompatibles de haute qualité en un temps record, avec un flux de travail simple, une fiabilité à la pointe du secteur et une qualité de pièces imprimées impressionnante, grâce à l'écosystème de la Form 4B.
