
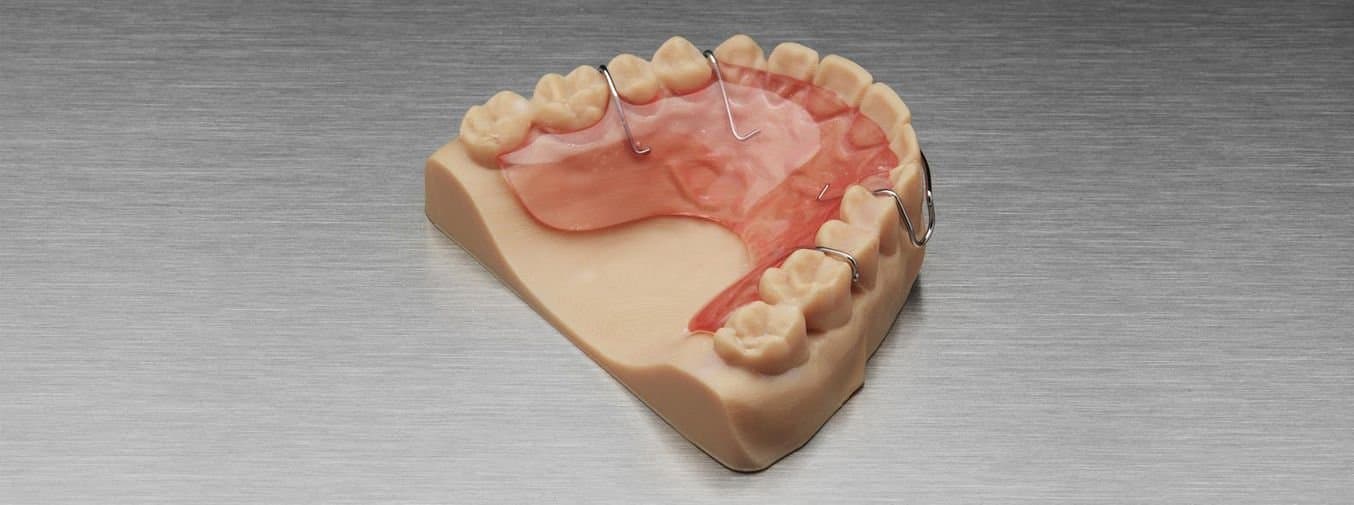
Herstellung von Hawley-Retainern auf 3D-gedruckten Modellen
Viele Kieferorthopäden bevorzugen ihrer Haltbarkeit und Anpassungsfähigkeit Hawley-Retainer aus Acrylglas für die Retention nach der Behandlung. Traditionell werden Hawley-Retainer auf Steinmodellen hergestellt. Alternativ kann jedoch auch ein digitaler Workflow zur Anwendung kommen, bei dem das Produkt auf einem 3D-gedruckten Modell hergestellt wird. Dadurch wird die Effizienz gesteigert und die Produktionszeit gesenkt.Dieser Anwendungsleitfaden beschreibt den gesamten Workflow zur Herstellung von Hawley-Retainern aus Acrylglas mit einem 3D-Drucker von Formlabs.






Speichern, drucken oder mit Kollegen teilen?
Laden Sie sich unten eine PDF des Artikels herunter!
Grundausstattung
Von Formlabs hergestellt:
Von Drittanbietern:
- 3D-Intraoralscanner
- Kieferorthopädische CAD-Software
- Dentales Trennmedium (in Schritt 5 finden Sie eine Empfehlung)
- Retainer-Draht und Zubehör:
- Retainer-Draht
- Zangen zum Drahtbiegen und Seitenschneider
- Laserschweißgerät für besondere Anwendungen
- Dentalwachs und Zubehör
- Retainer-Draht
- Zangen zum Drahtbiegen und Seitenschneider
- Laserschweißgerät für besondere Anwendungen
- Dentalwachs und Zubehör
- Dentalwachs:
- Aufgewärmter Wachstopf
- Spudger oder Lötkolben mit niedriger Temperatur
- Acrylglas-Polymerpulver
- Flüssiges MMA-Monomer
- Druckgefäß für Dentalanwendungen
- Schleifwerkzeug mit Karbidbohrer
- Polierpaste
- Dental-Drehmaschine mit Polierschleifer
1. Scannen
Die kieferorthopädische CAD-Software erfordert eine digitale Abdruckdatei für den 3D-Druck. Nehmen Sie den digitalen Abdruck entweder direkt mit einem Intraoralscanner auf oder indirekt mit einem optischen Desktop-Scanner, der einen Polyvinylsiloxan-Abdruck oder ein Steinmodell scannt.

2. Design
Nachdem Sie den digitalen Abdruck aufgenommen haben, importieren Sie die Scan-Dateien in eine dentale CAD-Software und bearbeiten Sie den Scan nach, konstruieren Sie die Basis und entfernen Sie Halterungen, sofern notwendig. Achten Sie darauf, eine dentale CAD-Software auszuwählen, die den Export in das offene Dateiformat .STL ermöglicht. So ist die Kompatibilität mit der Software PreForm gegeben, die Sie zur Vorbereitung des 3D-Drucks verwenden werden.Die einzelnen Schritte bei der Behandlungsplanung und dem Design unterscheiden sich je nach verwendeter Software, der übergeordnete Ablauf ist aber in der Regel identisch. Detaillierte Fragen zur Behandlungsplanung und dem Design richten Sie bitte an den Hersteller Ihrer Software.
2.1 Importieren des digitalen Rohabdrucks
Importieren Sie den digitalen Rohabdruck in Ihre dentale CAD- oder Modellierungssoftware. Wenn im Rohscan Daten fehlen oder diese von der Software nicht gelesen werden können, gibt es Möglichkeiten, um die Daten zu reparieren. Gegebenenfalls müssen Sie den Scan jedoch erneut durchführen.
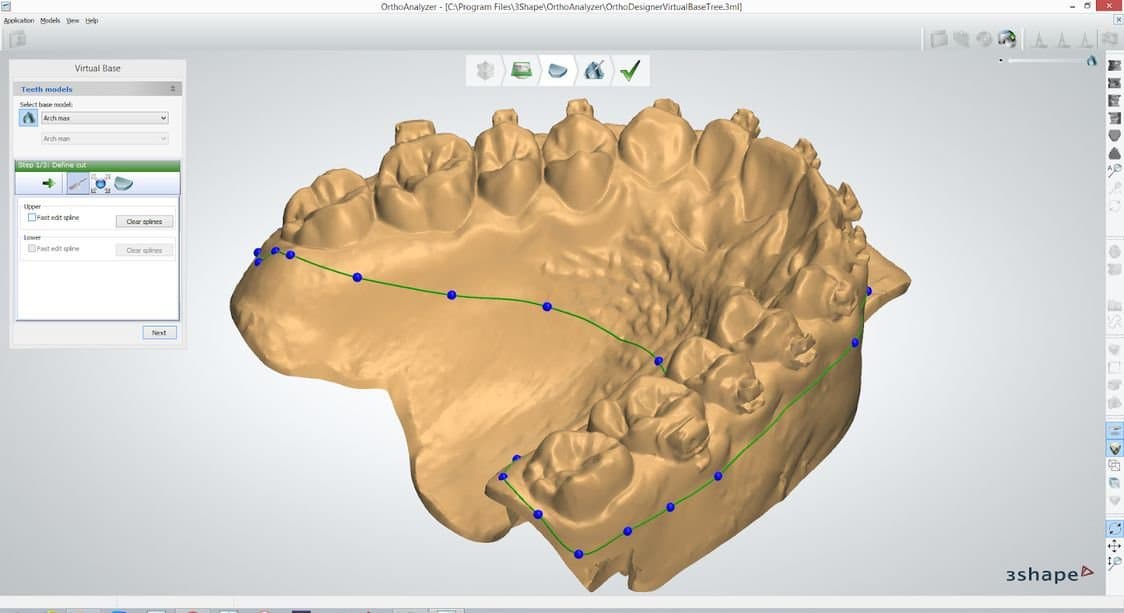
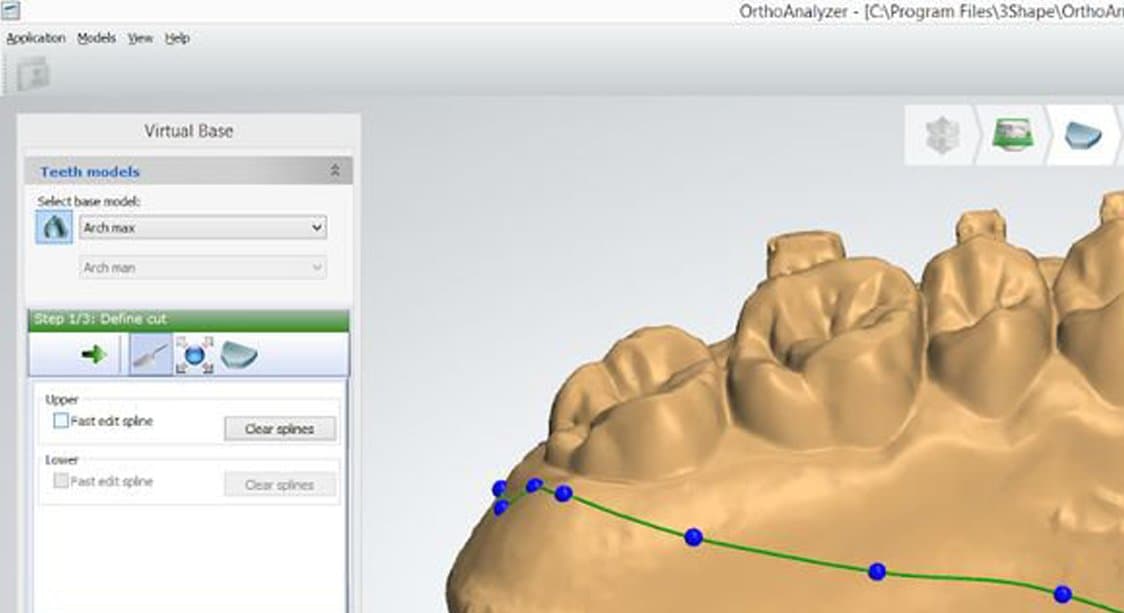
2.2 Konstruieren der Modellbasis
Konstruieren Sie je nach herzustellendem Produkt eine Bogenbasis oder eine Komplettbasis für das Modell. Zeichnen Sie zunächst ein Spline auf das Modell, das gesamten Gaumen bzw. den gesamten Mundboden umfasst, und lassen Sie dann die Basis automatisch generieren. Stellen Sie sicher, dass die automatisch generierte Basis richtig ausgerichtet ist und dass Gaumen- und Gingivarand sich mindestens 2 mm oberhalb der unteren Basis des Modells befinden.
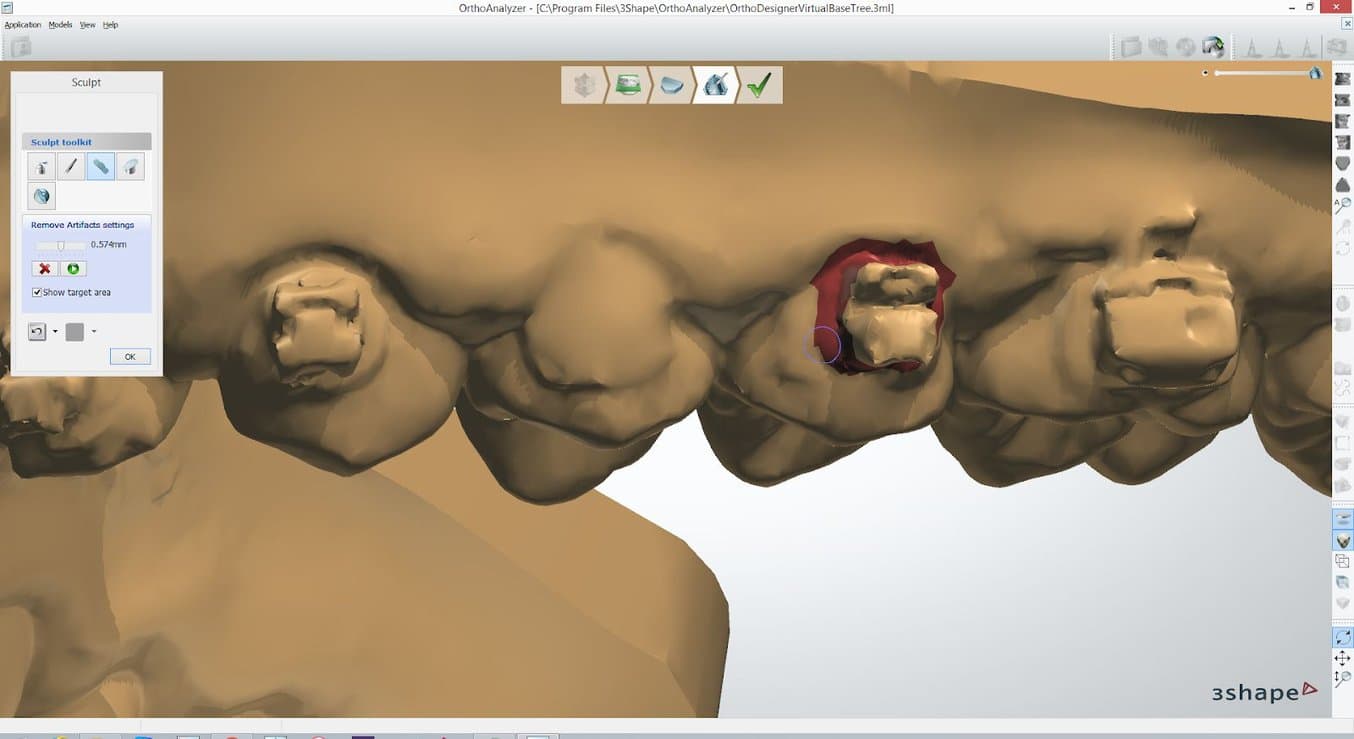
2.3 Entfernen von Halterungen
Wenn das Modell Halterungen aufweist, entfernen Sie diese zunächst digital.
Note:
Diese Funktion ist nicht in allen dentalen CAD-Softwares verfügbar.
2.4 Modell-Sculpting (optional)
Bei jedem Modell des Behandlungsplans kann Sculpting:
- die Druckbarkeit verbessern
- die Entfernung des Teils optimieren
- Arbeitsprozess-spezifische Merkmale wie Identifizierungsmarkierungen ermöglichen
Diese Schritte sind optional und hängen von dem Arbeitsprozess und der gewünschten Druckausrichtung ab.
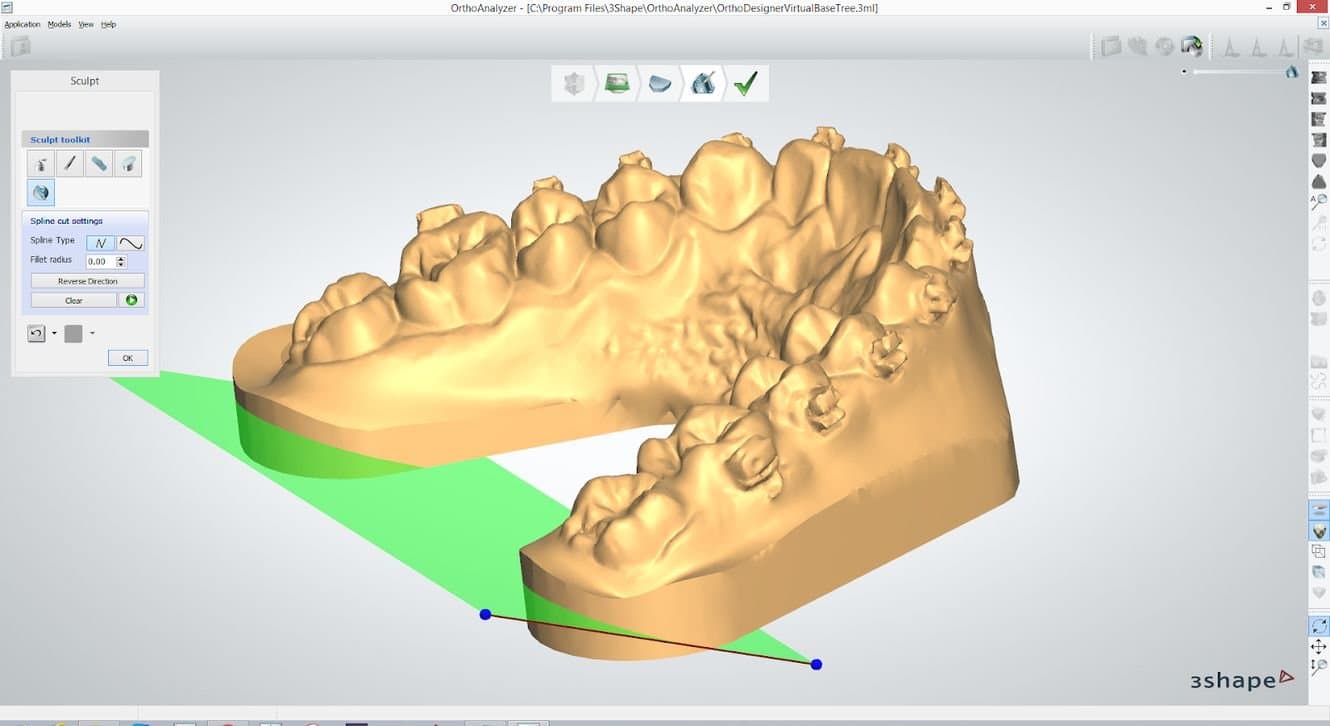
2.4.1 Kantenschrägung in der Modellbasis
Durch Kantenschrägung der Modellbasis lassen sich die Teile nach dem Druck erheblich leichter von der Konstruktionsplattform entfernen. Sie kann ganz einfach an der Rückseite des Modells mit einem „Plane-Cut“-Werkzeug angebracht werden. Eine Kantenschrägung von 30–45° mit einer Höhe von 2–3 mm wird empfohlen, damit ein Werkzeug zur Teilentfernung leicht eingeführt werden kann.
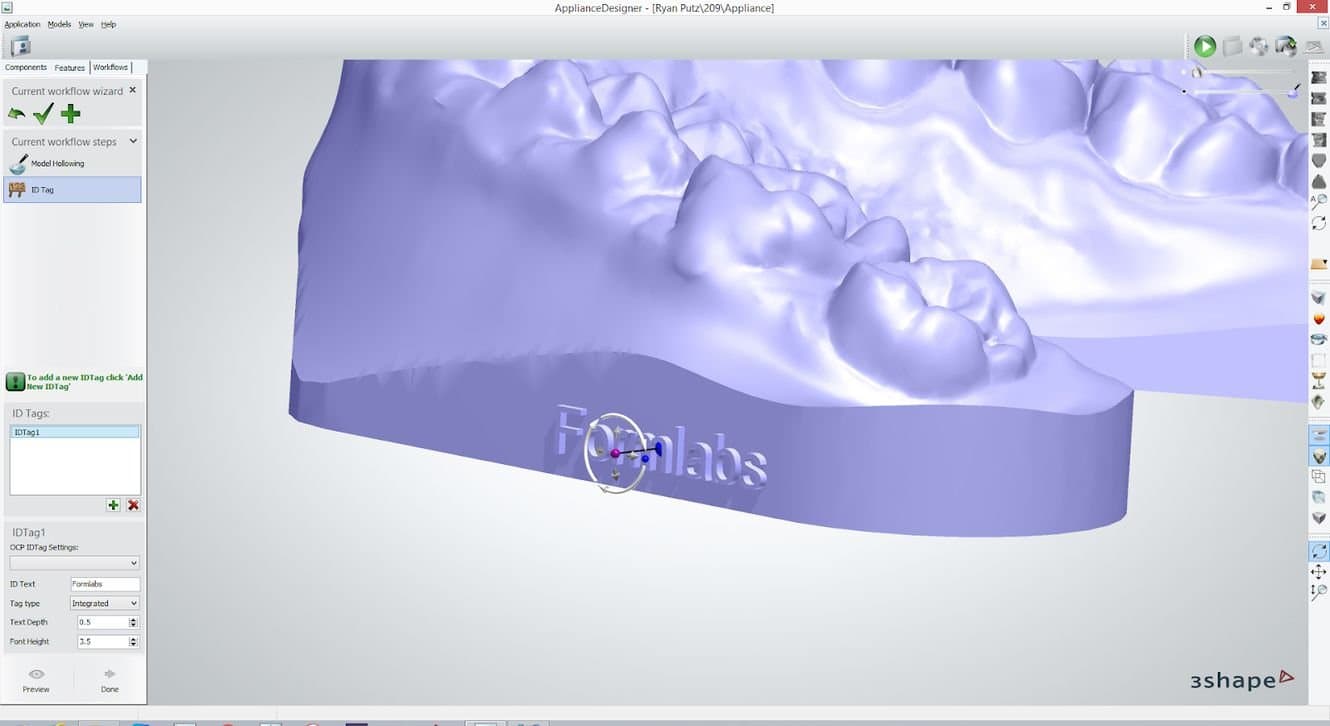
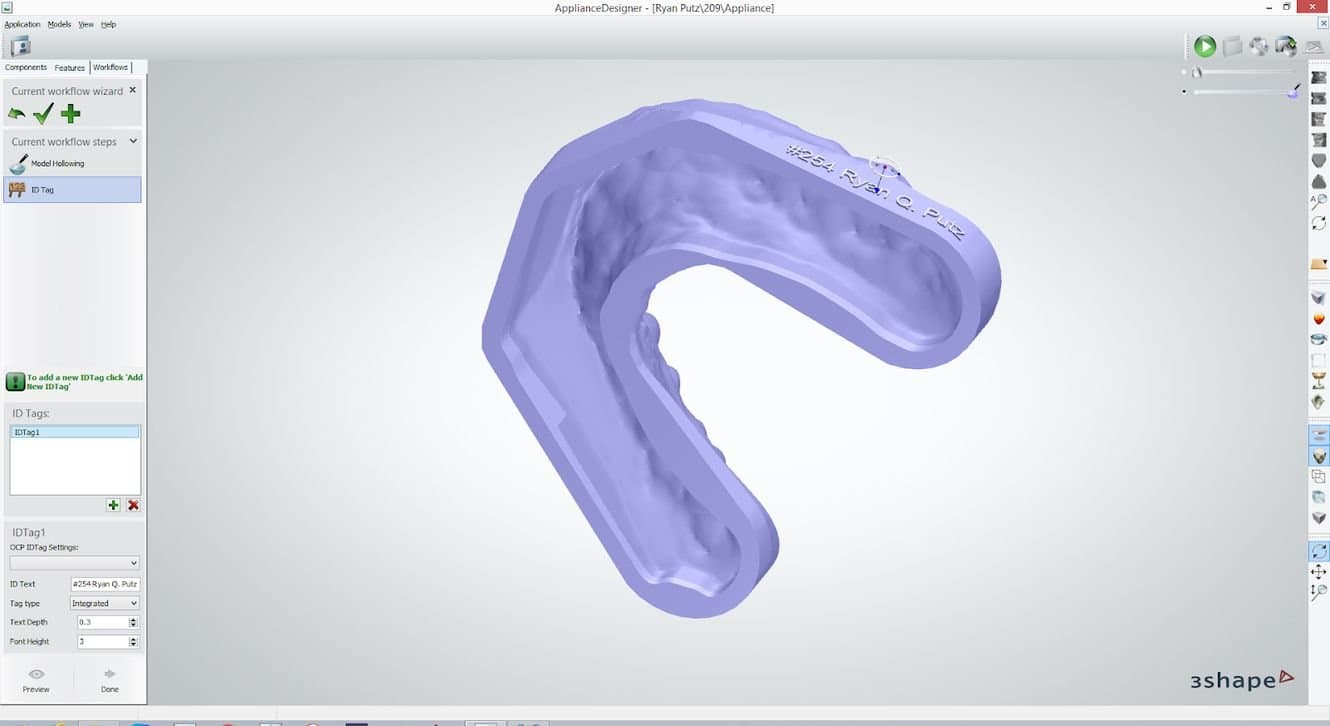
2.4.2 Identifizierungsmarkierungen auf dem Modell einprägen
Das Einprägen von Identifizierungsmarkierungen an gedruckten Modellen ist sehr praktisch bei der Herstellung großer Chargen von Alignern. Eine Behandlungsphasennummer, eine Identifikationsnummer und/oder der Patientenname können überall unterhalb des Gingivarands mit Ausnahme der Modellbasis eingeprägt werden. Um optimale Druckbarkeit zu gewährleisten, platzieren Sie die eingeprägten Informationen an der vertikalen Wand der verlängerten Basis.
2.4.3 Hohle vs. massive Modelle
Ein hohles Modell kann die Druckdauer verbessern und die Kosten pro Einheit reduzieren, wenngleich diese Funktion nur bei bestimmten kieferorthopädischen CAD-Softwareprogrammen verfügbar ist. Stellen Sie bei hohlen Teilen sicher, dass die Wanddicke mindestens 2–3 mm beträgt. Formlabs empfiehlt den Druck massiver Modelle, um Schwierigkeiten bei der Nachbearbeitung zu reduzieren.
2.5 Modelle exportieren
Exportieren Sie das Modell zuletzt im STL- oder OBJ-Dateiformat.
3. Druck
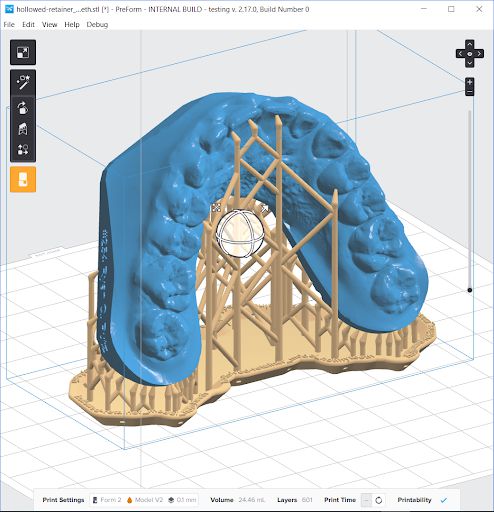
3.1 Modelldateien in PreForm importieren
Öffnen Sie PreForm und importieren Sie die erzeugten STL- oder OBJ-Dateien, um mit den Druckvorbereitungen zu beginnen.
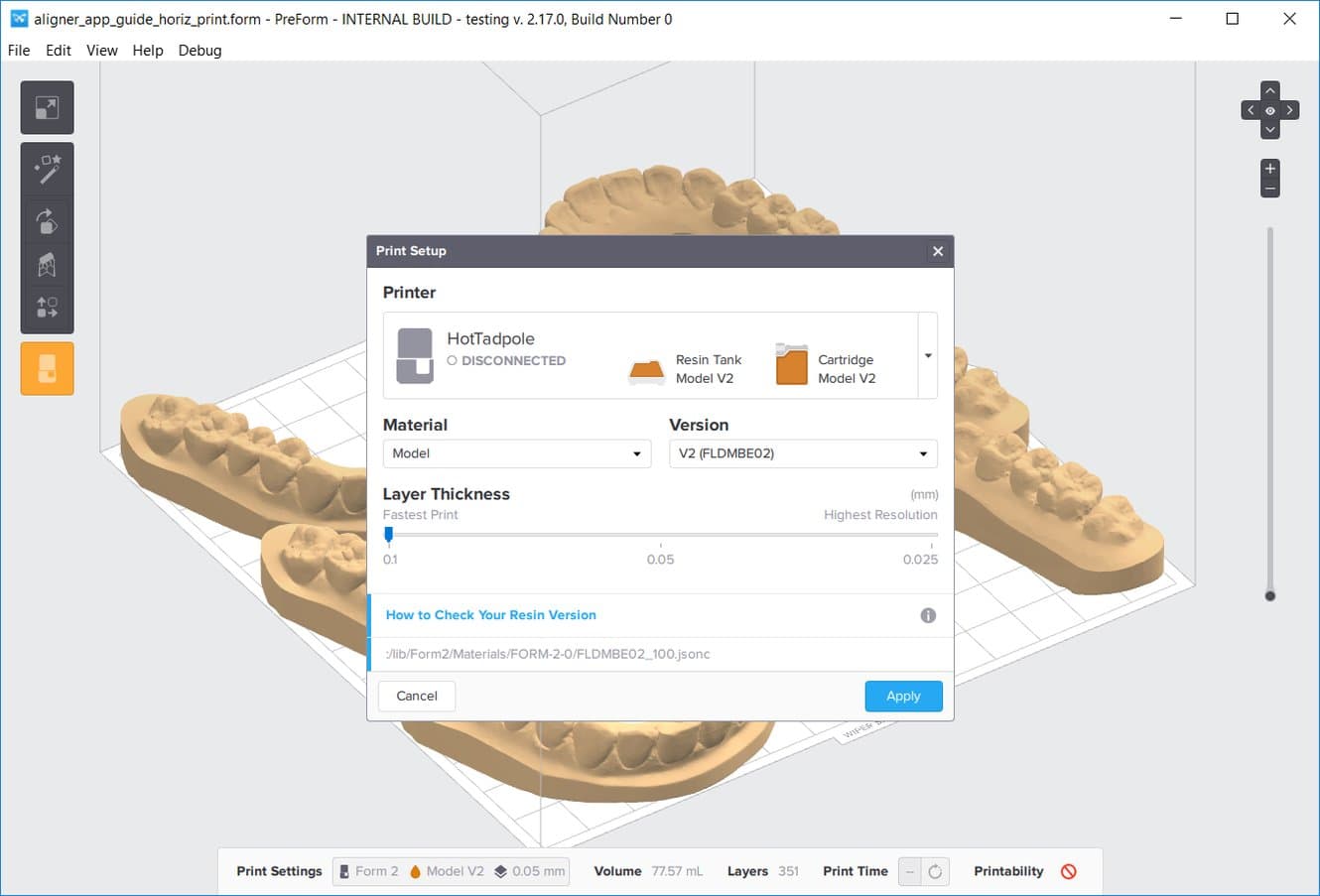
3.2 Druckereinstellungen konfigurieren
Wählen Sie im Menü „Printer Setup“ (Druckereinstellung) in PreForm den Namen des zu verwendenden Druckers aus. Es handelt sich um eine einzigartige Kombination aus zwei Wörtern. Wählen Sie „Model“ oder „Grey“ aus dem Materialmenü aus und stellen Sie eine Schichtdicke von 0,1 mm ein.
Hinweis:
Eine Analyse der Genauigkeit von gedruckten kieferorthopädischen Modellen hat ergeben, dass eine Schichtdicke von 0,05 mm nur für minimale Verbesserungen bei Genauigkeit und Präzision sorgt, die Druckdauer jedoch verdoppelt. Der Druck von kieferorthopädischen Modellen bei einer Schichtdicke von 0,1 mm ist sehr zu empfehlen, um die Druckdauer zu reduzieren und gleichzeitig eine klinisch akzeptable Genauigkeit zu erzielen.
3.2a Teile für den Druck ohne Stützstrukturen ausrichten
Modelle, die direkt auf der Konstruktionsplattform gedruckt werden, müssen sie eine flache Oberfläche aufweisen. Mit dem Slicer-Werkzeug auf der rechten Seite können Sie kontrollieren, ob das Teil korrekt auf der Plattform aufliegt. Um die Basis des Teils direkt auf die Konstruktionsplattform auszurichten, wählen Sie die Basis des Modells in Orientation > Select Face (Ausrichtung > Seite auswählen) aus.
Hinweis:
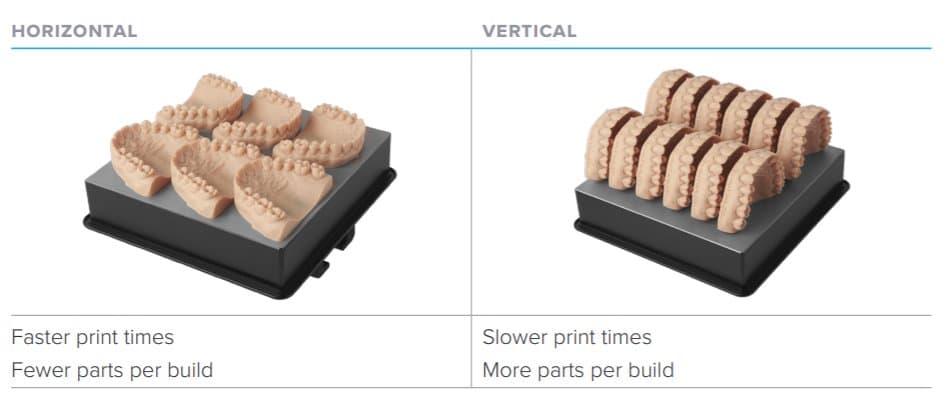
Formlabs empfiehlt den Druck horizontaler Modelle, um die Genauigkeit und die Präzision zu erhöhen, doch viele Nutzer des Form 2 drucken kieferorthopädische Modelle auch vertikal mit Erfolg.
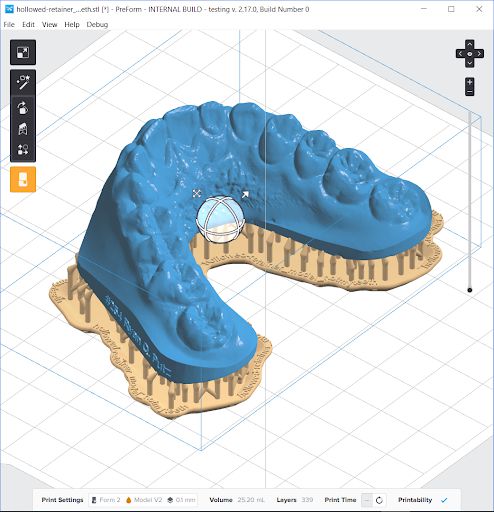
3.2b Teile für den Druck mit Stützstrukturen ausrichten
Das Drucken mit Stützstrukturen macht die Entfernung der Teile deutlich einfacher und einheitlicher, jedoch sind zusätzliches Material und eine höhere Druckzeit für die Basis und die Stützstrukturen erforderlich.
3.2b.1 Modelle ausrichten
Richten Sie das Modell so aus, dass die Okklusion nach oben und weg von der Konstruktionsplattform weist. Es wird empfohlen, Modelle in einem Winkel von 15° oder mehr auszurichten. Kleinere Winkel sorgen für kürzere Druckzeiten. Durch größere Winkel können mehr Teile auf derselben Konstruktionsplattform gedruckt werden.
3.2b.2 Stützstrukturen erzeugen
Erstellen Sie mithilfe der Autogenerierungsfunktion von PreForm Stützstrukturen, indem Sie „Supports (Stützstrukturen) > „Generate All“ (Alle erzeugen) wählen. Untersuchen Sie anschließend das Modell, um sicherzustellen, dass keine Stützstrukturen die Zahnoberflächen oder die Gingiva berühren Für einen einheitlicheren Druck empfehlen wir eine Punktgröße von 0,7 mm für Stützstrukturen Entfernen Sie fehlplatzierte Stützstrukturen mit „Supports“ (Stützstrukturen) > „Edit“ (Bearbeiten) oder richten Sie das Modell mit einem weniger steilen Winkel aus.
3.3 Vorbereitung von Drucker und Kunstharz
Schütteln Sie die Kunstharzkartusche sorgfältig und drehen Sie sie mehrmals Setzen Sie einen Harztank, die Kartusche mit Dental Model Resin oder Standard Grey Resin und eine Konstruktionsplattform in den Drucker ein.
Standard Resin Tank versus Resin Tank LT:
Für höchste Genauigkeit und Präzision wird ein Resin Tank LT für den Druck von Dentalmodellen empfohlen. Bei der Verwendung eines Standardharztanks ruft der Laser weiße Trübungen auf der Oberfläche der Silikonschicht das Harztanks hervor. Diese Trübung wird mit der Zeit so stark, dass die Genauigkeit beeinträchtigt wird. Um Passformprobleme durch Tanktrübung zu vermeiden, sollte im Anschluss an 25 aufeinanderfolgende Druckvorgänge auf ein neues Standardharz gewechselt werden.
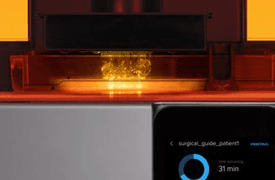
3.4 Druck
Klicken Sie auf die orangefarbene Schaltfläche "Print" (Drucken) in PreForm, um den Auftrag an den Drucker zu senden. Sobald der Druck gesendet ist, drücken Sie den Knopf auf dem Drucker, um mit dem Druck zu beginnen.

4. Vorbereiten
4.1 Teile waschen
Hohle Modelle, die direkt auf der Konstruktionsplattform gedruckt werden, schließen flüssiges Kunstharz in den Hohlräumen unter dem Modell ein. Hohle Modelle müssen vor dem Spülen von der Konstruktionsplattform entfernt werden.
ACHTUNG!
Für vollständige Entsprechung und Biokompatibilität erfordert Dental SG Clear einen dedizierten Harztank, eine Konstruktionsplattform und ein Finish Kit, welche ausschließlich mit anderen biokompatiblen Harzen von Formlabs, wie Dental SG, verwendet werden dürfen.
Mit dem Standard Finish Kit
Für eine optimale Harzentfernung und Nachbearbeitung der Oberfläche empfiehlt Formlabs Form Wash. Wenn Sie das Finish Kit verwenden, nehmen Sie die Druckteile mithilfe des Ablösewerkzeugs von der Konstruktionsplattform. Spülen Sie die Teile in zwei Behältern mit Isopropylalkohol (IPA, 96 % oder höher), 10 Minuten in einem ersten Bad und 5 Minuten in einem zweiten Bad.
4.2 Teile entfernen
Nehmen Sie als Nächstes die Druckteile von der Konstruktionsplattform. Führen Sie bei Modellen mit Kantenschrägung den mitgelieferten Spachtel kräftig in die Kantenschrägung ein und drehen Sie ihn vorsichtig von Seite zu Seite. Greifen Sie alternativ die Basis eines Backenzahns mit dem mitgelieferten Seitenschneider und wenden Sie dabei dieselbe Drehbewegung an.
4.3 Lufttrocknen oder Trockenblasen
Verwenden Sie einen Druckluftschlauch, um den IPA von Oberflächen abzublasen. Überprüfen Sie Druckteile sorgfältig, um sicherzustellen, dass alles ungehärtete Harz entfernt wurde. Wiederholen Sie den Waschvorgang, sofern notwendig. Wenn keine Druckluftquelle vorhanden ist, lassen Sie die Teile vor der Untersuchung einfach an der Luft trocknen.
4.4 Entfernen der Stützstrukturen bei Bedarf
Schneiden Sie die Stützstrukturen mit dem im Finish Kit von Formlabs enthaltenen Seitenschneider behutsam an ihren Befestigungspunkten am Modell ab. Gehen Sie vorsichtig vor, da das nachgehärtete Material spröde sein kann. Die Stützstrukturen können auch mit anderem Spezialwerkzeug wie Trennscheiben oder runden Schneidinstrumenten wie Karbidbohrern entfernt werden.
4.5 Nachhärten der Modelle
Setzen Sie die Zahnmodelle Licht und Wärme aus, um optimale mechanische Eigenschaften, Genauigkeit und Präzision zu erreichen. Wenn Sie Form Cure verwenden, die von Formlabs entwickelte Nachhärtestation, legen Sie die Modelle in das Gerät und härten Sie sie 30 Minuten lang bei 60 °C nach.

5. Auftragen des Trennmediums
Das Trennmedium verhindert, dass sich das gedruckte Modell während der PMMA-Polymerisierung an den Retainer aus Acrylglas bindet. 3D-gedruckte Modelle haben andere chemische Eigenschaften als Steinmodelle, weshalb bei der Auswahl des Trennmediums besondere Vorsicht gilt. Befolgen Sie die Anweisungen des Herstellers zur Auftragung des Trennmediums. Positionieren Sie das Dentalmodell zum Trocknen schräg, damit sich das Trennmedium nicht an einer Stelle sammelt.
Tipp: Die Arbeit mit zähflüssigen Trennmedien (insbesondere Vaseline) geht mit warmen Modellen leichter von der Hand. Tragen Sie das Trennmedium direkt nach dem Nachhärten auf, während das Modell noch warm ist, oder verwenden Sie den Form Cure, um die Modelle anzuwärmen. Formlabs hat die folgenden auf Mineralöl und Silikon basierenden Dentaltrennmedien hinsichtlich ihrer Trenneigenschaften und ihrer Wachsretention getestet und kann sie empfehlen. Manche Labore hatten jedoch auch mit anderen Trennmedien Erfolg. Die Ergebnisse unserer Tests finden Sie in der folgenden Tabelle:
| TRENNMEDIUM | TRENNEIGENSCHAFTEN | WACHSRETENTION | ||
|---|---|---|---|---|
| Siliform BEA (Silikon) | Sehr effektiv | Nicht gut | ||
| Henry Schein Separating FIlm, Clear.P/N 101-8847 (Mineralöl) | Effektiv | Sehr effektiv | ||
| Valplast V-sep Denture Separator.P/N 20256 (Mineralöl) | Effektiv | Sehr effektiv | ||
| Vaseline | Effektiv | Effektiv | ||
| IMPRIMO Model Separator (Scheu Dental) | Sehr effektiv | Effektiv | ||
| SHERAiso-3d (SHERA) | Sehr effektiv | Effektiv | ||
| 3D-separating-medium (Dentaurum) | Sehr effektiv | Effektiv | ||
| Palaferm (Kulzer) | Sehr effektiv | Sehr effektiv |
6. Herstellen des Drahtgerüsts
Ab diesem Schritt ist der Arbeitsprozess identisch mit der herkömmlichen Herstellung von Hawley-Retainern.
Verwenden Sie eine Drahtzange, um den Drahtbogen zu formen und passen Sie ihn an das Gebiss des Patienten an. Sobald Sie den Draht in die entsprechende Form gebracht haben, verwenden Sie Dentalwachs, um das Kabel für das Auftragen von Acrylglas vorzubereiten. Von Formlabs durchgeführten Tests zufolge lässt sich Draht bei gedruckten Modellen genauso bearbeiten wie bei Steinmodellen.
Wachs ist jedoch unter Umständen fragiler. Wenn Teile eines gedruckten Modells geschweißt werden müssen, wird ein Laser-Schweißgerät empfohlen. Im Gegensatz zu traditionellen Schweißmethoden wird das Modell beim Laserschweißen nicht erhitzt, was Verformungen vorbeugt.

7. Auftragen von Acrylglas
Tests von Formlabs zufolge wird Acrylglas ähnlich wie bei traditionellen Steinmodellen aufgetragen und nachbearbeitet. Manchen Anwendern hilft es, vor der Herstellung des Acrylglasses eine dünne Schicht Trennmittel auf das gedruckte Modell aufzutragen, um den Workflow flüssiger zu gestalten.

ACHTUNG!
Flüssiges MMA-Monomer ist extrem leicht entzündlich und flüchtig und stellt ein Gesundheitsrisiko dar. Acrylglas muss entsprechend der Gefahren- und Sicherheitshinweise für das entsprechende Material gehandhabt werden. Die Anwendungsanleitung muss befolgt werden.
8. Nachbearbeiten
Heben Sie den Acrylglas-Retainer mithilfe eines Dentalspachtels vom Modell ab. Dazu kann eventuell ein gewisser Kraftaufwand nötig werden.Bringen Sie den Retainer in seine endgültige Form, indem Sie überschüssiges Acrylglas mit einem Rotationswerkzeug mit Hartmetall-Frässtift entfernen.Polieren Sie den Retainer, um ästhetische Aspekte sowie den Sitz zu verbessern. Verwenden Sie eine Polierscheibe und Bimsstein auf einer Drehmaschine, um alle Oberflächen zu glätten. Tragen Sie zuletzt eine Wachsschicht auf, um ein glänzendes Finish zu erreichen.

Weitere Ressourcen
Entdecken Sie die zahntechnischen Ressourcen von Formlabs kennen und erhalten Sie detaillierte Leitfäden, schrittweise Anleitungen, Whitepapers, Webinare und vieles mehr.
Ein Drucker, viele Indikationen
Formlabs 3D-Drucker ermöglichen eine kostengünstige, digitale Produktion einer Vielzahl von Dentalprodukten.

Alles, was Sie für Ihre digitale Zukunft benötigen
Das Form 3B Komplettpaket enthält alles, was Sie brauchen, um hochpräzisen 3D-Druck in Ihr
Dentallabor und Ihre Zahnarztpraxis zu bringen.