Achtung
Verwenden Sie BEGO™ VarseoSmile® TriniQ® Resin nur mit der Form 4 Flex Build Platform.

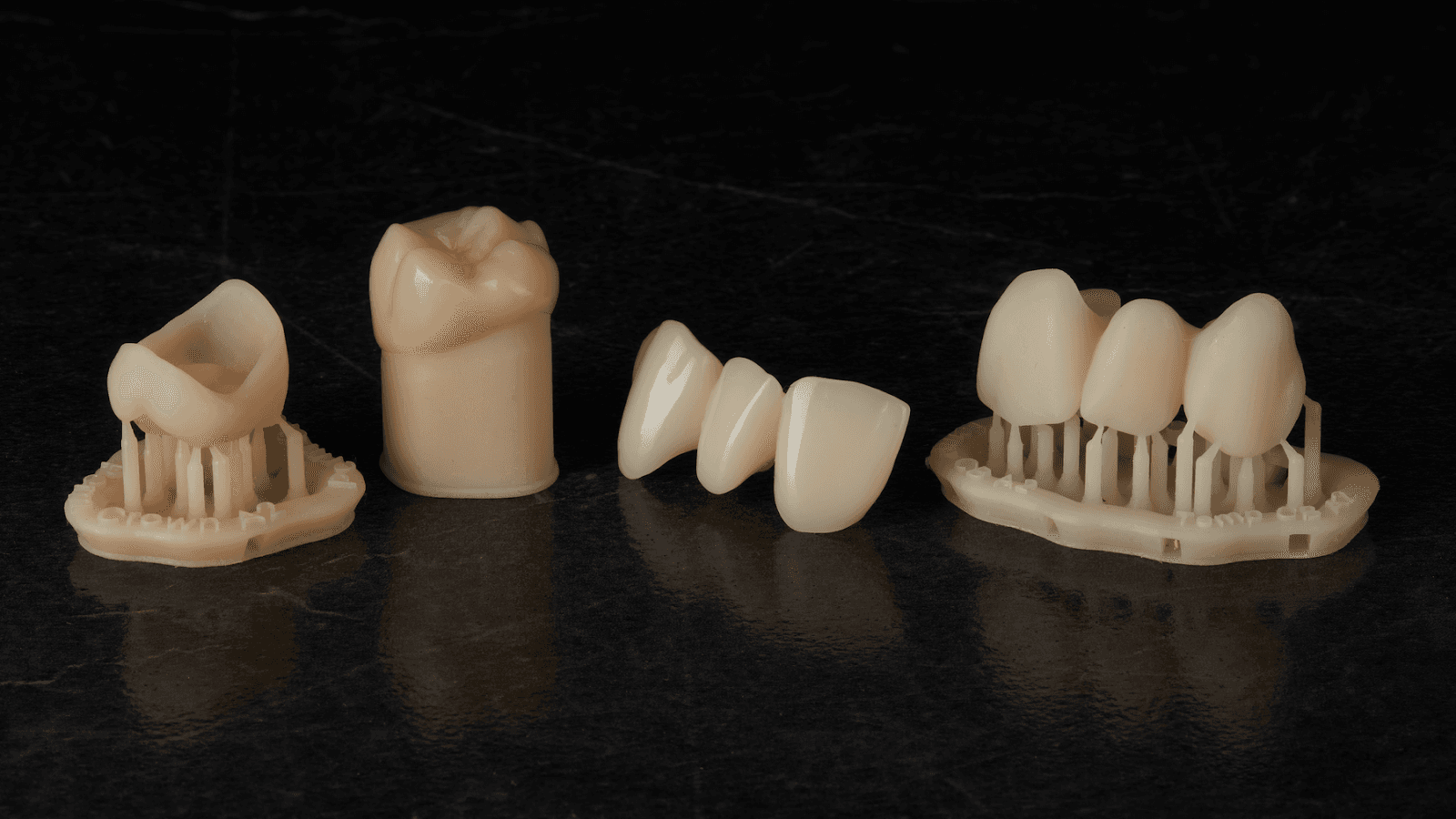
Dieser Anwendungsleitfaden zeigt die Fertigung von monolithischen Vollkonturkronen und Restaurationen für den permanenten Einsatz mit BEGO™ VarseoSmile® TriniQ® Resin auf Formlabs-SLA-3D-Druckern. Beziehen Sie sich immer auf die offizielle Gebrauchsanweisung im Lieferumfang des Kunstharzes für Informationen über die absoluten Anforderungen.
Dieser Anwendungsleitfaden zeigt die Fertigung von monolithischen Vollkonturkronen und Restaurationen für den permanenten Einsatz mit BEGO™ VarseoSmile® TriniQ® Resin auf Formlabs-SLA-3D-Druckern. Beziehen Sie sich immer auf die offizielle Gebrauchsanweisung im Lieferumfang des Kunstharzes für Informationen über die absoluten Anforderungen.
Grundausstattung
Von zahnärztlicher Seite benötigt
Eine physische oder digitale Abformung des Patientengebisses
Benötigte Hardware und Materialien
Von Formlabs:
Formlabs-3D-Drucker Form 4B mit kompatiblem Harztank und Form 4 Flex Build Platform
Software PreForm Dental (kostenlos)
Form Wash oder Finish Kit
Form Cure, Form Cure V2 oder Fast Cure
Von Drittanbietern:
Desktop-Scanner (bei physischen Abformungen oder Modellen)
Zahntechnisches Handstück mit Schneid- und Schleifscheiben
Sandstrahler
Politur- oder Versiegelungsgerät und -materialien
Glasperlen-Strahlmittel (50 µm)
Isopropylalkohol (IPA) ≥ 99%ig
Benötigte Software
Anmerkung
Zur vollen Gewährleistung der Konformität und Biokompatibilität erfordert BEGO™ VarseoSmile® TriniQ® Resin einen eigenen Harztank, eine eigene Form 4 Flex Build Platform, einen eigenen Form Wash und ein eigenes Finish Kit, die nicht mit nicht-biokompatiblen Kunstharzen verwendet werden dürfen.
1. Scan
Die Software für das Dentaldesign erfordert einen digitalen Abdruck der Patientenanatomie, um eine Dentalprothese zu entwerfen. Scannen Sie Patient*innen dafür direkt mit einem 3D-Intraoralscanner oder scannen Sie eine physische Abformung oder ein gegossenes Modell mit einem Desktop-3D-Scanner.
2. Design
2.1 Entwurf der dentalen Anwendung
Für das digitale Design von Zahnkronen und -restaurationen gibt es verschiedene Softwareprogramme für die Zahnmedizin, wie exocad und 3Shape. Achten Sie beim Design auf die Einhaltung der Mindestanforderungen, die in der Gebrauchsanweisung von BEGO™ VarseoSmile® TriniQ® Resin aufgeführt sind.
Anmerkung:
Um zu den erforderlichen Gebrauchsanweisungen auf der BEGO-Seite zu gelangen, müssen Sie den REF-Code eingeben. Dieser Code befindet sich auf einem weißen Etikett an der Seite Ihrer Kartusche.
Alternativ kann eine digitalisierte Abformung an ausgelagerte zahnmedizinische CAD-Anbieter gesendet werden, um ein Design zu erstellen.
Wir empfehlen, den Standard-Zementspalt für Kronen in Ihrer CAD-Software zu verwenden.
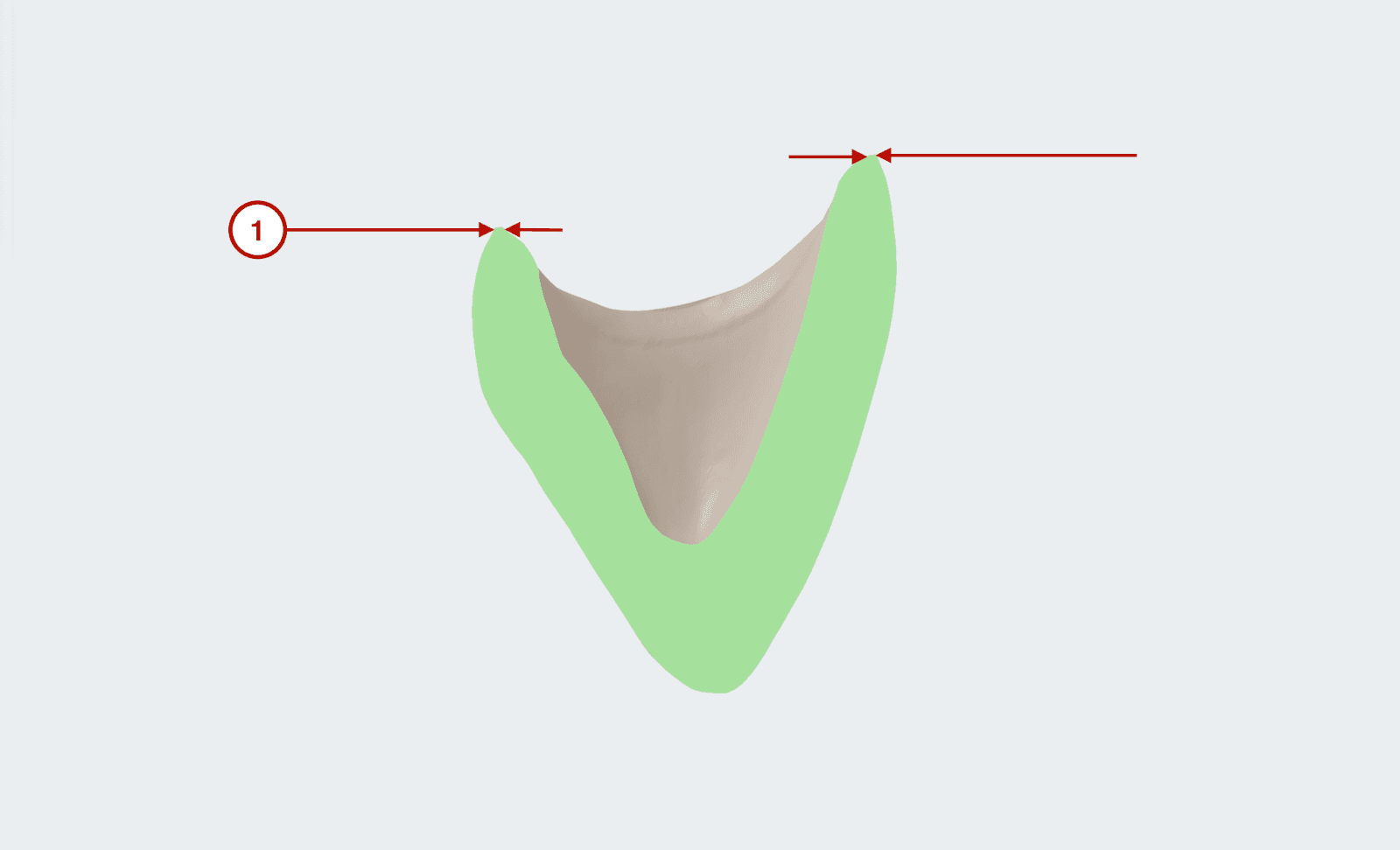
Ein wesentlicher Vorteil des 3D-Drucks gegenüber dem Fräsen ist die Möglichkeit, eine engere Kronenrand-Einstellung zu verwenden. Da beim 3D-Druck kein Rotationswerkzeug verwendet wird, besteht bei einem dünneren Kronenrand keine Gefahr des Abplatzens. Sie können die Einstellung „Margin line offset“ (Kronenränder-Versatz) in 3Shape oder „Border > Horizontal“ (Rahmen > Horizontal) in exocad auf 0,15 mm einstellen (1).
2.2 Export der STL-Datei
Sobald das Design spezifikationsgemäß abgeschlossen ist, kann die Fertigung beginnen. Die meisten zahnmedizinischen Designprogramme erstellen die Fertigungsdateien im STL-Format. Ziehen Sie die Datei in die Druckvorbereitungssoftware PreForm.
3. Druck
Anmerkung
Verwenden Sie Version 3.10 von PreForm oder höher und Firmware 1.8 oder höher.
Anmerkung:
Wenn Sie noch nicht mit der PreForm-Software vertraut sind, sehen Sie sich bitte diese Playlist auf unserem YouTube-Kanal an.
3.1 Import der Datei(en)
Importieren oder öffnen Sie die Designdatei(en), indem Sie sie in das PreForm-Fenster ziehen. Oder wählen Sie die Datei(en) über das Menü File (Datei) auf Ihrem Computer oder in Ihrem Netzwerk aus.
3.2 Materialauswahl
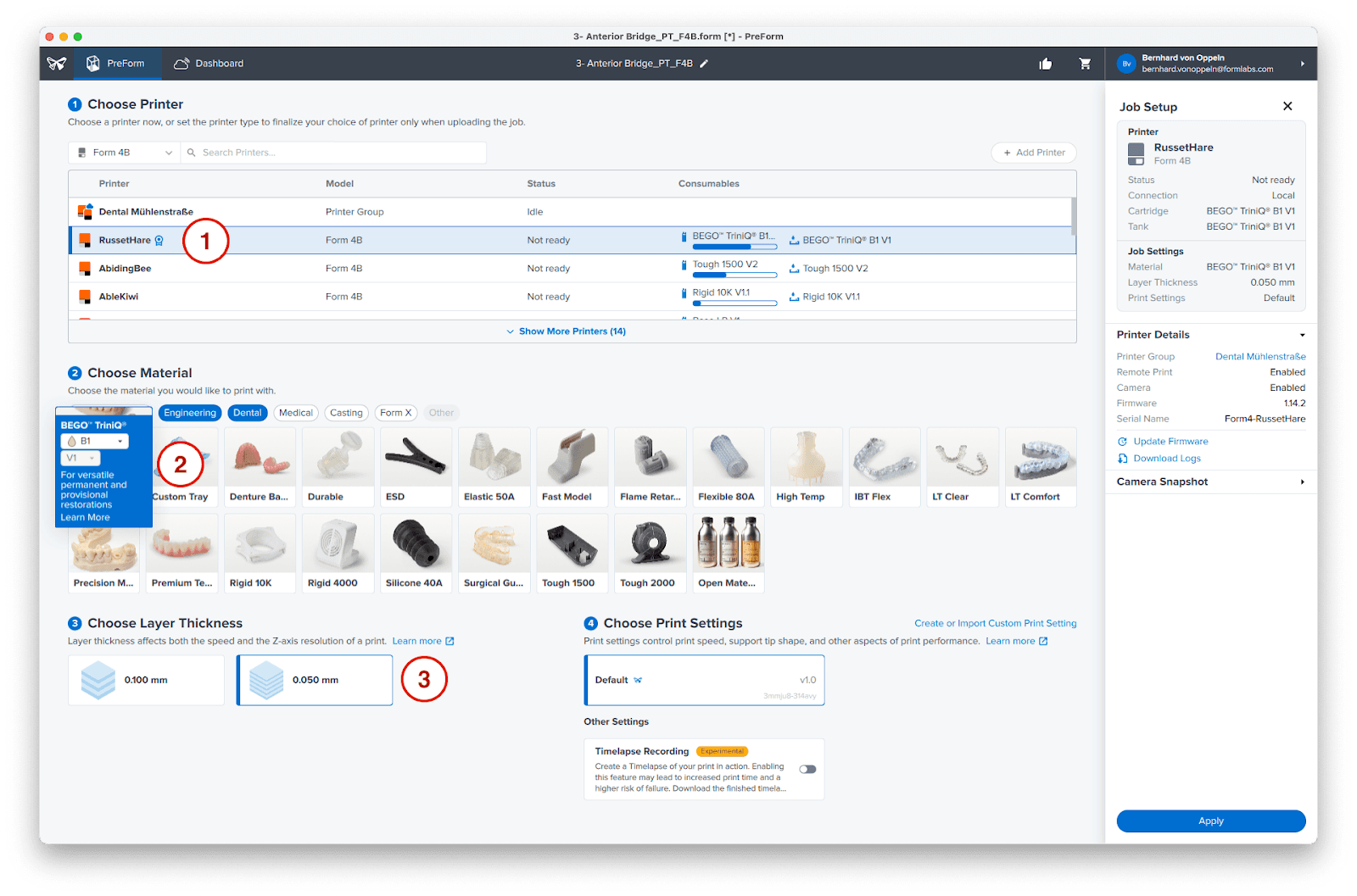
Wählen Sie im Menü Job Setup (Druckeinrichtung) Ihren Drucker aus (1), wählen Sie BEGO TriniQ und den richtigen Farbton (2), und stellen Sie die Schichtdicke auf 0,05 mm (3).
BEGO™ VarseoSmile® TriniQ® Resin ist in den Farbtönen VITA Classical® B1, A2, und A3 erhältlich.
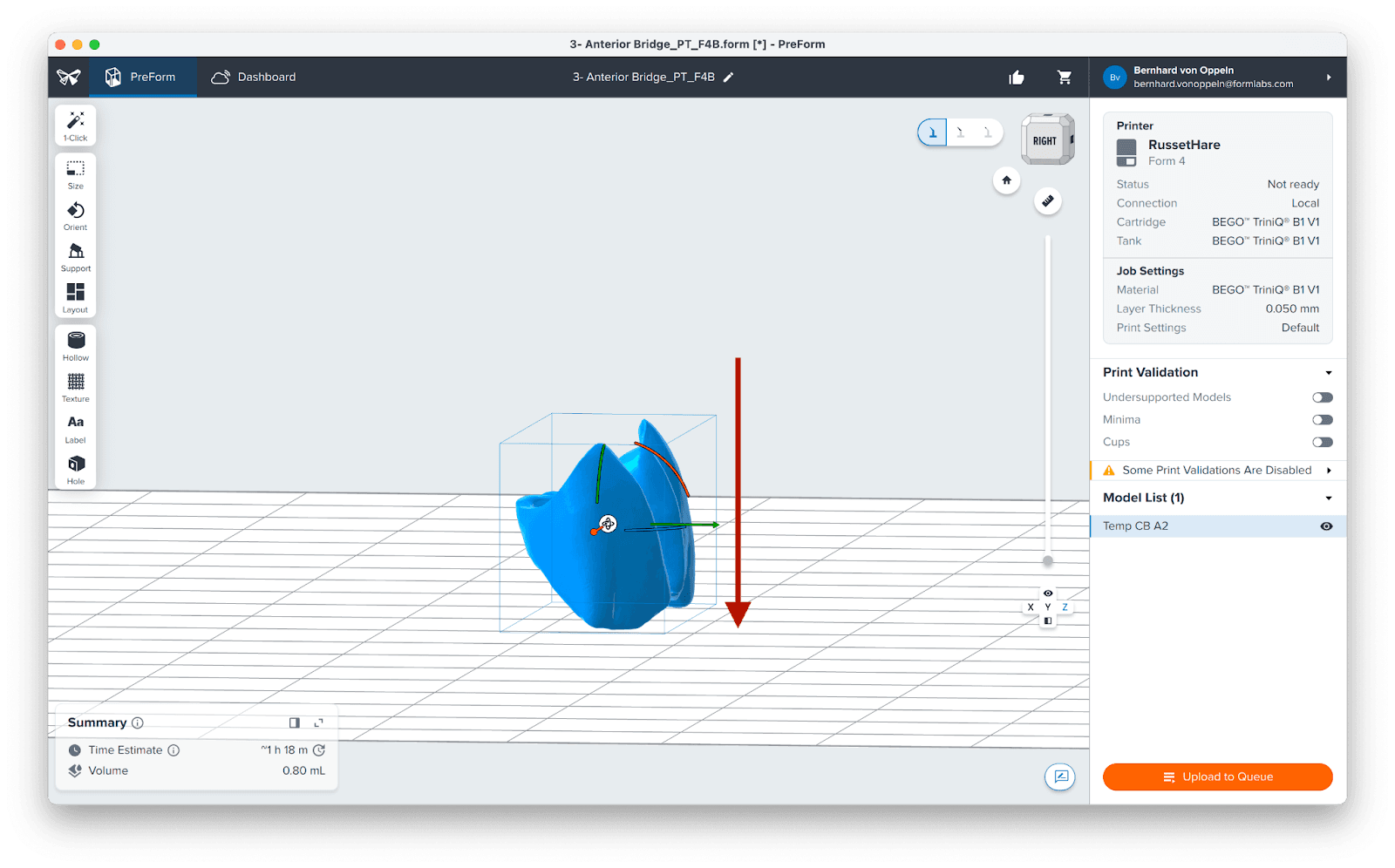
3.3 Ausrichtung
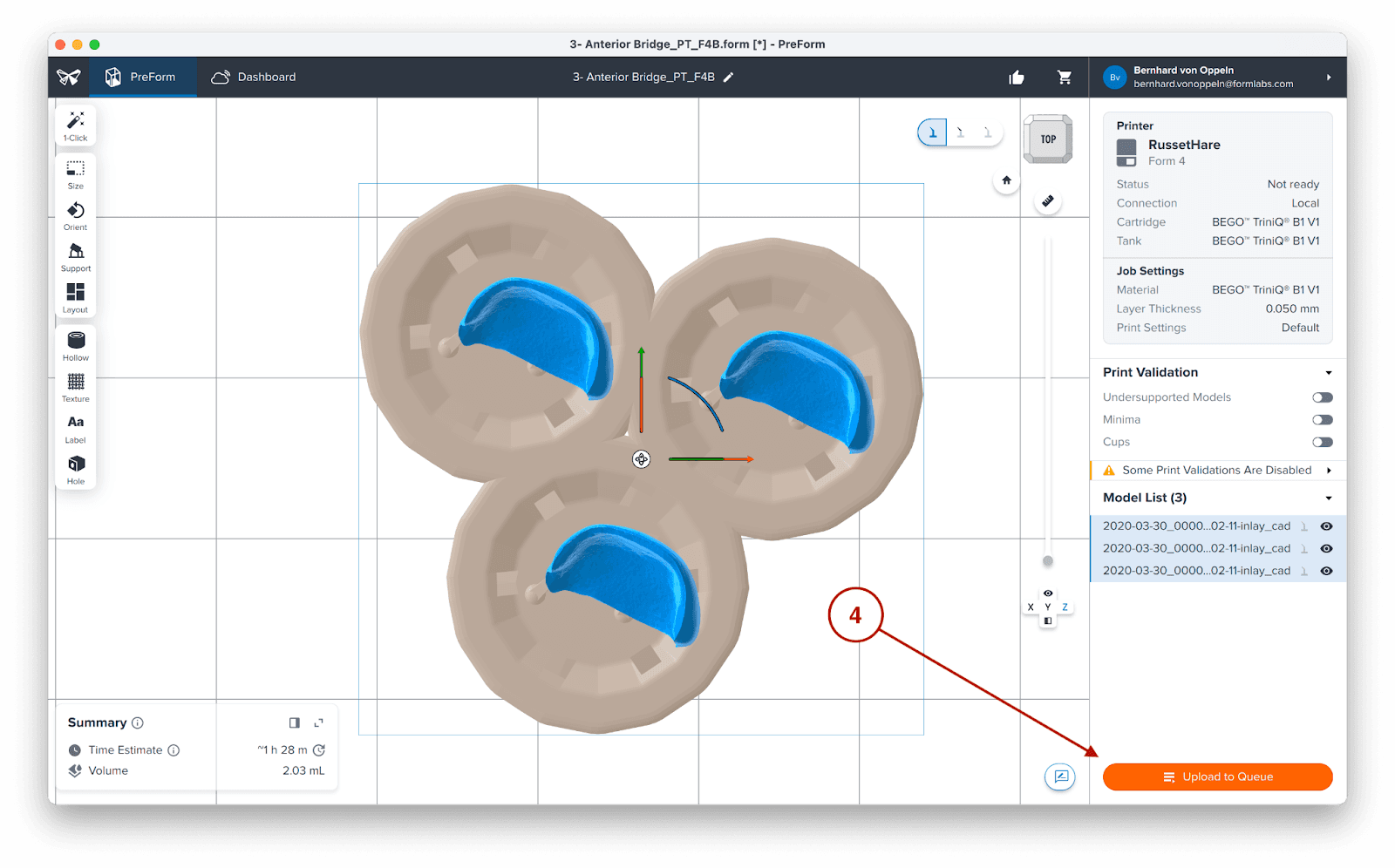
Positionieren Sie die Krone, Brücke, das Inlay, Onlay oder Veneer so, dass die Okklusionsfläche zur Plattform ausgerichtet ist, und verwenden Sie dazu die Rotationsmanipulatoren (1). Durch diese Positionierung wird verhindert, dass Stützstrukturen auf der Intagliofläche oder dem Kronenrand generiert werden.
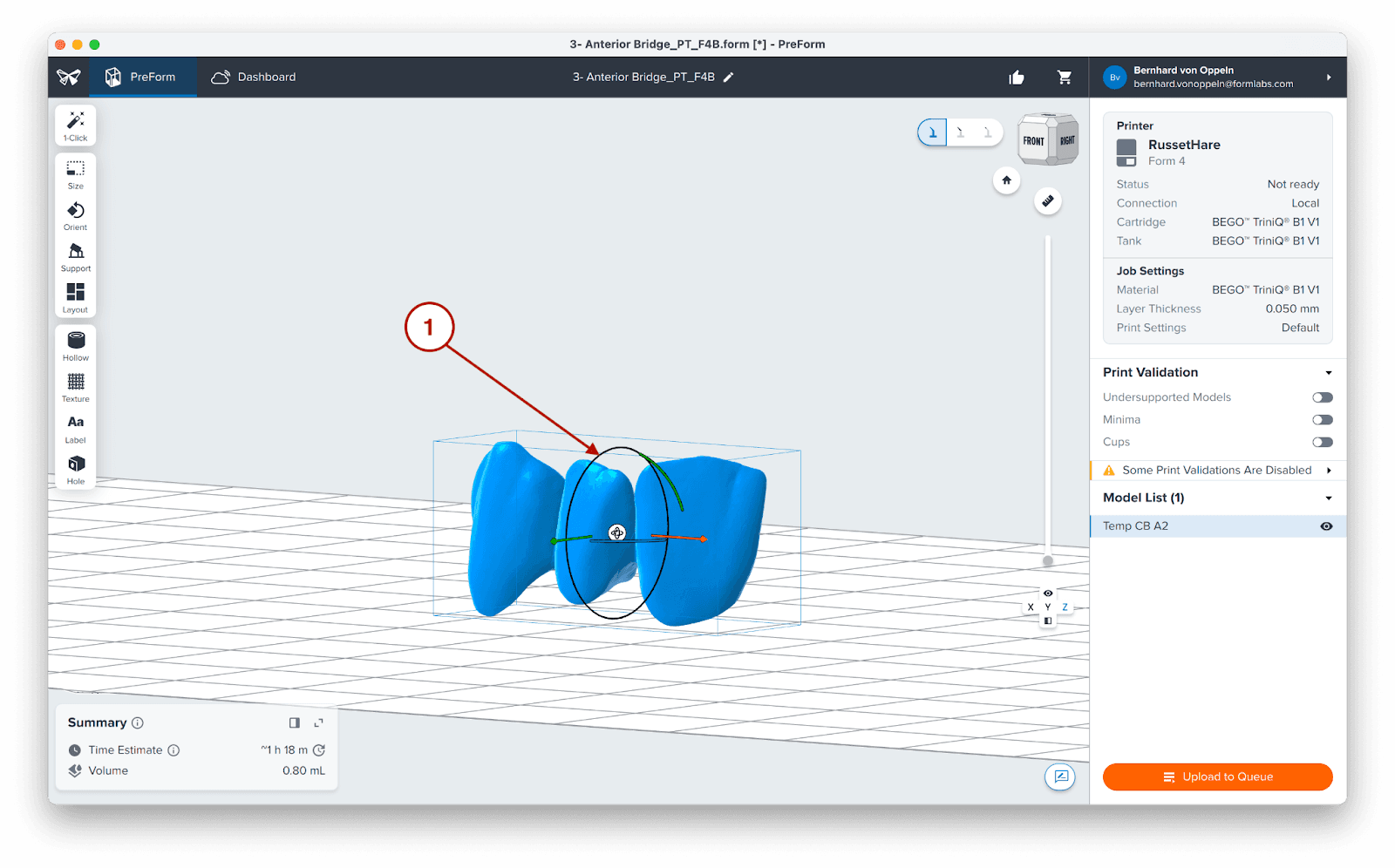
Bei Restaurationen im anterioren Bereich neigen Sie das Teil so, dass die vestibuläre Fläche leicht von der Plattform entfernt ist. Dies kann helfen, Stützstrukturen auf den ästhetisch wichtigen vestibulären Flächen zu vermeiden.
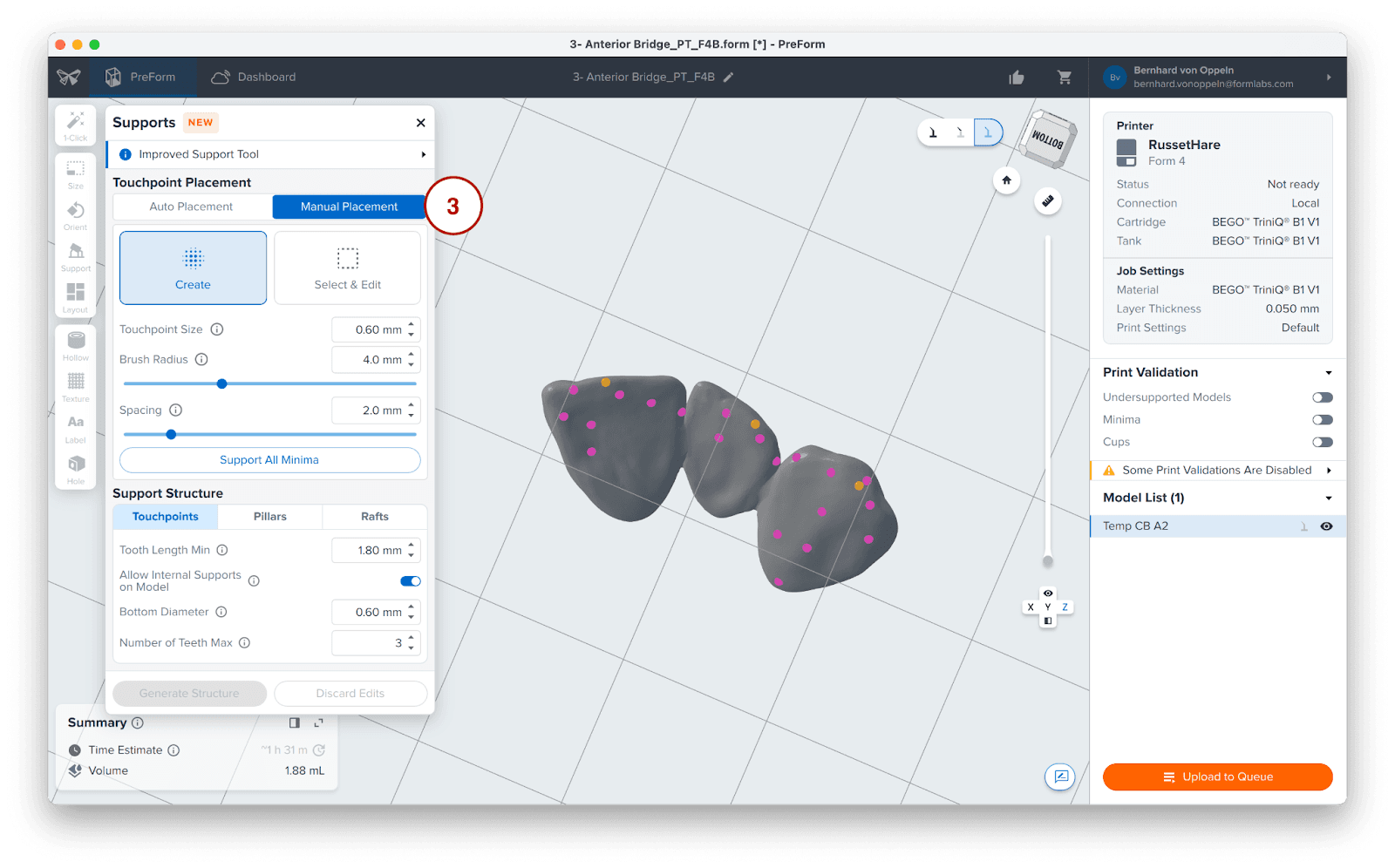
3.4 Stützstrukturen erstellen
Generieren Sie Stützstrukturen (1) über die Schaltfläche Auto-Generate Selected (Auswahl automatisch generieren) (2).
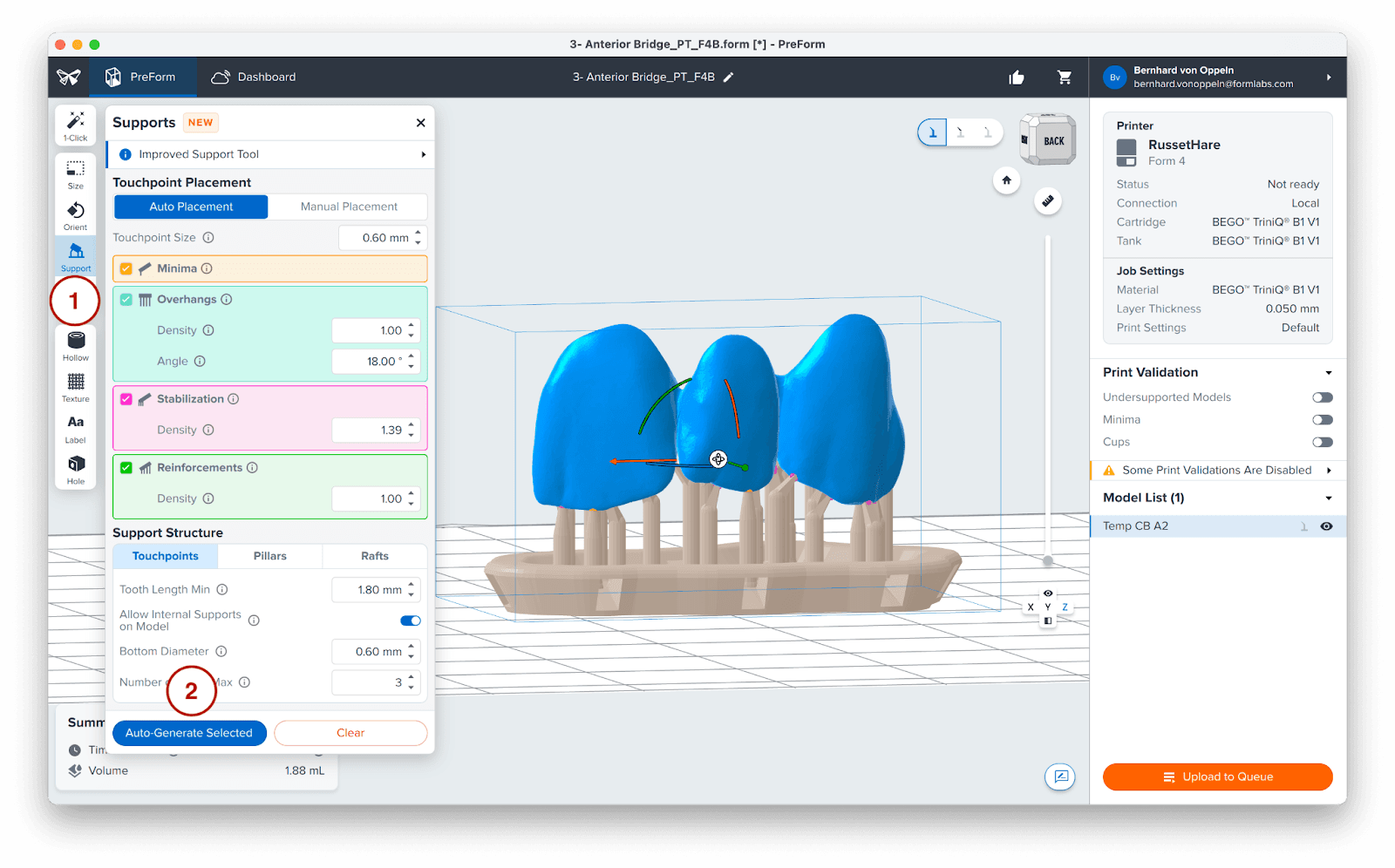
Überprüfen Sie stets die Position der Stützstrukturen. Nutzen Sie die Funktion Manual Placement (Manuelle Platzierung) (3), um Stützen nach Bedarf hinzuzufügen oder zu entfernen.
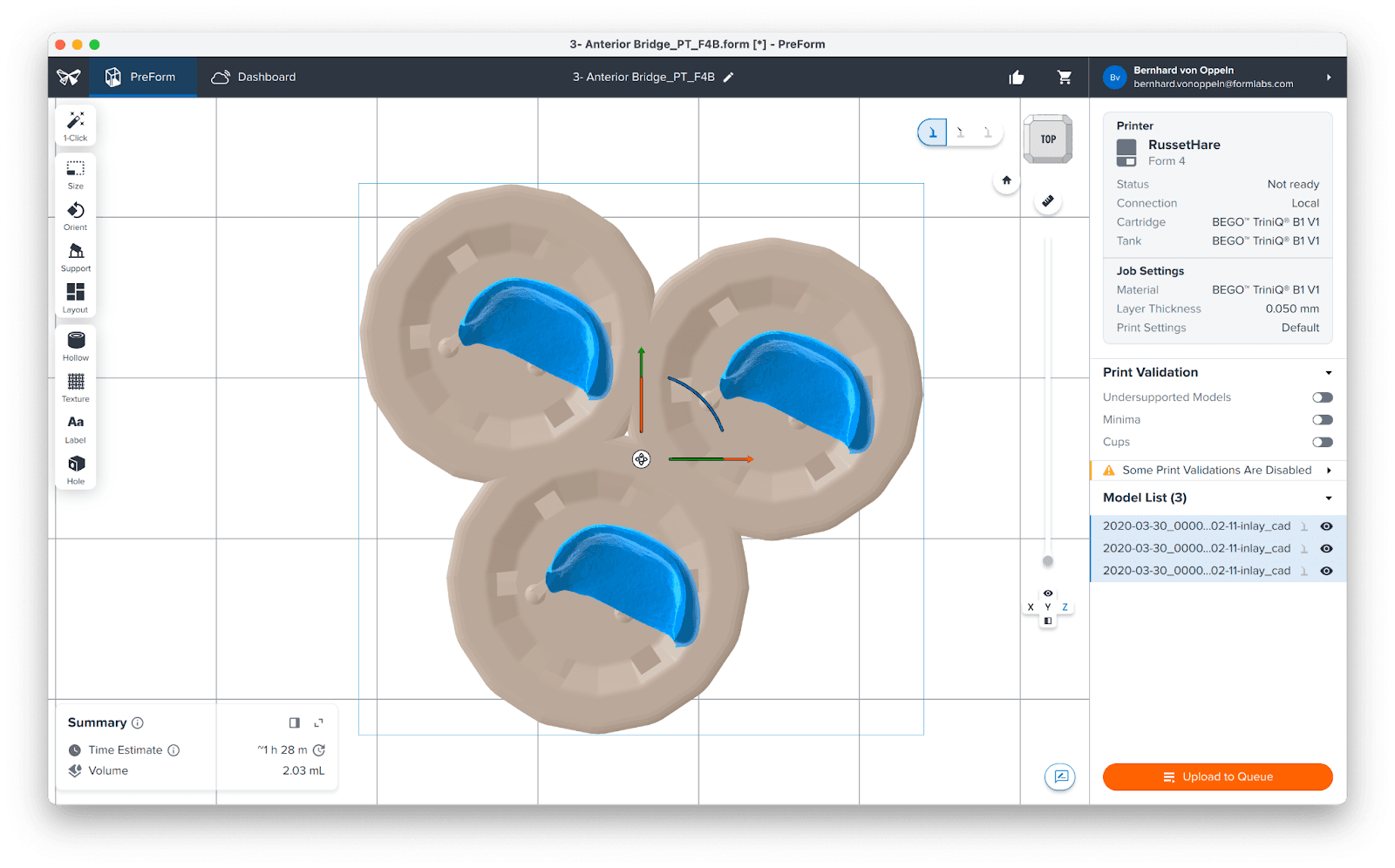
3.5 Drucklayout
Um die Nachbearbeitung von sehr kleinen Teilen wie Veneers zu vereinfachen, empfehlen wir, sie in Gruppen zusammenzufassen, indem Sie die Rafts leicht überlappen lassen. Dies erleichtert das Ablösen von der Plattform und verringert die Anzahl der Einzelteile, die nach dem Druck gewaschen werden müssen.
3.6 Senden des Druckauftrags an den Drucker
Klicken Sie auf die orangefarbene Schaltfläche unten rechts (4), um den Auftrag an den Drucker zu senden. Diese ist entweder mit Print Now (Jetzt drucken) oder Upload to Queue (In Warteschlange hochladen) beschriftet, je nach aktuellem Druckerstatus.
3.7 Einrichtung des Druckers
Schütteln Sie die Kartusche mit BEGO™ VarseoSmile® TriniQ® Resin und setzen Sie sie anschließend in den 3D-Drucker Form 4B ein, zusammen mit einer Form 4 Flex Build Platform und einem kompatiblen Harztank.
Starten Sie den Druck durch Auswahl Ihres Druckauftrags am Touchscreen des Druckers.
Befolgen Sie alle Anweisungen oder Dialoge, die auf dem Druckerbildschirm angezeigt werden.
Der Drucker schließt den Druckvorgang automatisch ab.
Achtung
Verwenden Sie BEGO™ VarseoSmile® TriniQ® Resin nur mit der Form 4 Flex Build Platform.
4. Nachbearbeitung
Tragen Sie bei der Handhabung ungehärteter Kunstharze und Teile immer Handschuhe.
4.1 Entfernen von Teilen
Um Teile von der Form 4 Flex Build Platform abzulösen, drücken Sie die Griffe zusammen. Aufgrund der geringen Größe dieser Teile müssen Sie möglicherweise auch einen Spachtel oder das im Finish Kit enthaltene Ablösewerkzeug zu Hilfe nehmen.

4.2 Waschen
Vorsichtsmaßnahmen
Das Waschen des Druckteils mit Lösungsmitteln sollte in einer gut belüfteten Umgebung erfolgen sowie mit Schutzmasken und -handschuhen.
Abgelaufenes oder unverbrauchtes Kunstharz muss gemäß den örtlichen Vorschriften entsorgt werden.
IPA ist gemäß den örtlichen Vorschriften zu entsorgen.
Achtung
Verwenden Sie den Form Wash nur mit anderen biokompatiblen Kunstharzen wie z. B. Surgical Guide Resin.
Platzieren Sie die Druckteile in einem mit Isopropylalkohol (IPA, ≥99 %) gefüllten Form Wash oder Form Wash L und lassen Sie sie für die in der Gebrauchsanweisung für BEGO™ VarseoSmile® TriniQ® Resin angegebene Zeit waschen.
Beim Waschvorgang müssen die Teile vollständig mit IPA bedeckt sein.
Eine zu lange Waschdauer beeinträchtigt die Maßgenauigkeit und die Leistung von Druckteilen mit der Zeit.
4.3 Trocknen
Mit Druckluft lassen sich Teile schnell trocknen und auf verbleibendes flüssiges Kunstharz untersuchen.
Lassen Sie Druckteile mindestens 30 Minuten lang an einem gut belüfteten Ort trocknen.
Es ist normal, wenn sich auf der Oberfläche der getrockneten Teile ein weißer Rückstand bildet. Dies kann entweder durch Politur des Teils oder durch Verwendung eines Sandstrahlers mit 50-µm-Glasperlen bei 1,5 bar zum Entfernen der Rückstände behoben werden, wie in der Gebrauchsanweisung von BEGO™ VarseoSmile® TriniQ® Resin beschrieben.

Sollte nach dem Trocknen noch feuchtes, ungehärtetes Harz verbleiben, verwenden Sie eine Druckflasche mit frischem IPA, um dieses zu entfernen. Trocknen Sie das Teil anschließend abermals an der Luft.

4.4 Nachhärtung und Entfernen der Stützstrukturen
Platzieren Sie die Druckteile mit vorhandenem Raft und Stützstrukturen so im Form Cure, Form Cure V2 oder Fast Cure, dass die Raftseite unten liegt.
Härten Sie die Teile gemäß den Einstellungen, die in der Gebrauchsanweisung von BEGO™ VarseoSmile® TriniQ® Resin angegeben sind, nach.
4.4.2 Entfernen der Stützstrukturen
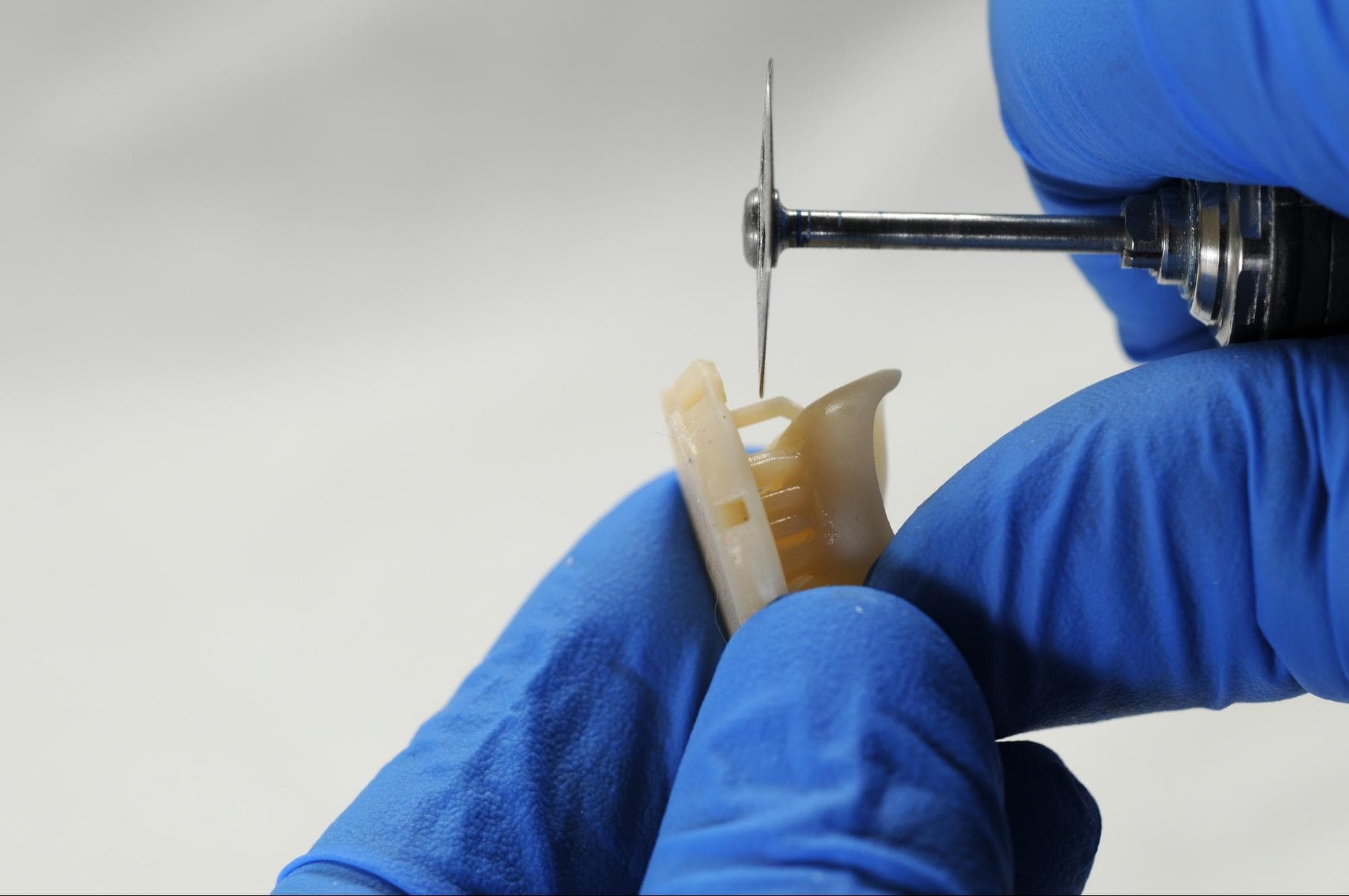
Nehmen Sie die Teile aus dem Form Cure, Form Cure V2 oder Fast Cure und entfernen Sie die Stützstrukturen und das Raft mit einer Schneidscheibe und einem Handstück. Bei Nachhärtung im Form Cure ist dies nach dem ersten Nachhärtezyklus vorzunehmen, wie in der Gebrauchsanweisung angegeben.
Anmerkung
Für eine optimale Oberflächenqualität wird empfohlen, keine Scheren zu verwenden, da diese Vertiefungen in der Oberfläche des Teils hinterlassen können. Verwenden Sie stattdessen eine Trennscheibe und Hartmetallfräser, um eine bessere Kontrolle über die endgültige Oberfläche zu erhalten.
Prüfen Sie die Passung und Oberflächengüte der Druckteile und umreißen Sie bei Bedarf die Teile mit einem zahntechnischen Handstück und Hartmetallfräsen.

4.5 Fertigstellung und Politur
Nachgehärtete Teile müssen vor der Verwendung poliert oder glasiert werden.
Falls nach dem Entfernen von Stützstrukturen grobe Spuren zurückbleiben, verwenden Sie vor der Politur eine Hartmetallfräse oder anderes Werkzeug, um den Patientenkomfort zu verbessern.
Hochglanz erreichen Sie mit herkömmlichen Politurwerkzeugen und -materialien für Komposit- und Kunststoffe.
Alternativ können Sie für die Fertigstellung der äußeren Oberflächen eine lichthärtende Glasur in zahnmedizinischer Qualität wie GC Optiglaze oder VITA Akzent LC Glaze verwenden. Befolgen Sie die Gebrauchsanweisungen des Materialherstellers.
Anmerkung:
Scheibenbürsten und gummierte Drehscheiben eignen sich ideal zur Politur von Okklusionsanatomie. Opal L von Renfert eignet sich gut als Politurpaste.
Achten Sie darauf, die Teile bei der Politur nicht zu überhitzen. Untersuchen Sie die dentale Anwendung schließlich erneut. Entsorgen Sie das Teil und drucken Sie es erneut, falls Sie Beschädigungen oder Risse entdecken.
5. Bereitstellung und Behandlung
Die dauerhafte Befestigung von Restaurationen aus BEGO™ VarseoSmile® TriniQ® Resin auf natürlichen Zähnen kann mit volladhäsivem oder selbstadhäsivem Befestigungskomposit erfolgen.
Die provisorische Befestigung von Restaurationen aus BEGO™ VarseoSmile® TriniQ® Resin auf natürlichen Zähnen kann mit temporärem Befestigungszement erfolgen.
Die Befestigung von Restaurationen aus BEGO™ VarseoSmile® TriniQ® Resin auf Metallgerüsten kann mit Befestigungskompositen oder Verblendkompositen erfolgen.
Hinweis
Die Anleitung des jeweiligen Komposit- oder Zementherstellers muss stets beachtet werden.
6. Weitere Ressourcen
Lernen Sie die zahnmedizinischen Ressourcen von Formlabs kennen und entdecken Sie detaillierte Leitfäden, Schritt-für-Schritt-Anleitungen, Whitepapers, Webinare und vieles mehr.
Dentistry Made Easier
Der Form 4B ist ein rekordschneller zahnmedizinischer 3D-Drucker, der die umfassendste Materialpalette für Zahnmedizin und Kieferorthopädie bietet. Erstellen Sie in kürzester Zeit hochwertige Dentalmodelle und biokompatible Anwendungen, mit einem simplen Arbeitsablauf, unübertroffener Zuverlässigkeit und überragender Druckteilqualität, dank des Ecosystems des Form 4B.
