
Redundant and Reliable: Why the Operational Equipment Effectiveness (OEE) of Form 4BL Beats Legacy Industrial Systems
Relying on additive manufacturing (AM) for serial production means the cost of downtime has increased exponentially. A single hour of halted production in a high-volume dental lab or aligner manufacturer can represent thousands of dollars in delayed shipments. Distributed production cells or fleets of modular units like Formlabs Form 4BL 3D printers can mitigate this, unlike legacy industrial systems, as shown by examining the Operational Equipment Effectiveness (OEE) of each system.
Redundant and Reliable: Why the Operational Equipment Effectiveness (OEE) of Form 4BL Beats Legacy Industrial Systems
Relying on additive manufacturing (AM) for serial production means the cost of downtime has increased exponentially. A single hour of halted production in a high-volume dental lab or aligner manufacturer can represent thousands of dollars in delayed shipments. Distributed production cells or fleets of modular units like Formlabs Form 4BL 3D printers can mitigate this, unlike legacy industrial systems, as shown by examining the Operational Equipment Effectiveness (OEE) of each system.
Operational Equipment Effectiveness (OEE) has long been the global standard for manufacturing productivity. Unlike print speed, which fails to factor in the impact of changeover cycles, OEE takes into account the amount of time a machine is actually producing, the performance of the system, and the quality of parts produced. For high-volume dental labs and aligner manufacturers, OEE represents the best way to determine the true efficiency of production.
Insight: A redundant, distributed fleet of Form 4BL 3D printers has a higher OEE than legacy leased systems like Carbon L1.
What Is Operational Equipment Effectiveness (OEE)?
Production downtime represents significant costs, but many ways of calculating throughput ignore interruptions, including maintenance or refilling. OEE provides a more realistic picture, factoring in the following:
-
Availability, or the percentage of scheduled time the machine is actually printing
-
Performance, or the speed at which the system actually runs
-
Quality, or the number of parts that meet the required specifications — not just the number of parts produced
OEE is calculated as availability multiplied by performance times quality.
OEE = Availability x Performance x Quality
If a manufacturer had a score of 100%, they would be manufacturing only good parts as fast as possible, with no stopping. Therefore, the best industrial manufacturers typically aim for an OEE of 85% or better, with typical manufacturing achieving 60% OEE. An OEE of less than 40% would be considered low performance.
Tight margins are needed to achieve an OEE of 85%, but it is achievable with both Carbon 3D printers and Formlabs 3D printers. However, it can be more costly to achieve an OEE of 85% with legacy industrial 3D printers like Carbon. Achieving an OEE of 85% with a fleet of Formlabs 3D printers is more cost-efficient and easier than with a leased industrial system.
Comparing OEE: Carbon L1 vs. Form 4BL
Formlabs Dental modeled a production environment for dental aligner models with an annual demand of ~13 million units. The study compares two common hardware configurations with equivalent throughput per unit.
-
Carbon L1: A high-cost industrial stereolithography (SLA) 3D printer that is leased. A high CapEx/OpEx may prevent having more than one unit, which means there are no backup units.
-
Form 4BL: An industrial, high-throughput benchtop SLA 3D printer that is owned outright. Low CapEx allows for an N+1 redundancy strategy in which there is always an additional printer that can be run in case maintenance or repairs are required.
| OEE Component | Carbon L1 | Form 4BL | Note |
|---|---|---|---|
| Availability | 87% | 93% | A fleet creates redundancy, eliminating a single point of failure, meaning maintenance on one unit does not stop the factory. |
| Performance | 96% | 94% | |
| Quality | 99.5% | 99.0% | Yield is essentially the same, making the cost differential harder to justify. |
| System OEE | 83.1% | 86.5% |
Get in Touch
Whether you need to produce occlusal splints in-house, or are looking for high-throughput production of dental models, we're here to help. Get in touch with a dental expert to find the right solution for your business.
Calculating the OEE of Legacy Industrial vs. Distributed Systems
Below, we break down the calculations used in determining the availability, performance, quality, and total OEE of Carbon L1 versus Form 4BL, looking at the strengths and weaknesses of each system when used for dental aligner model manufacturing.
Availability
Availability = (Planned Production Time - Unplanned Downtime) / Planned Production Time
Ultimately, availability is how often equipment runs as intended. In the case of 3D printers, it is how often the printer can actually print. To determine the availability of a manufacturing system, unplanned downtime is subtracted from planned production time and then divided by planned production time to determine a percentage.
In calculating Planned Production Time, Planned Downtime must be considered. This may include scheduled maintenance, tank swaps, calibration, air filter cleaning, or changeover loss.
|
Carbon L1 |
Form 4BL | |
| Print time | 22 min | 15 min |
| Time between prints |
3 min |
1 min |
| Changeover loss | 11.28% | 5.87% |
Time between prints is higher on the Carbon L1 due to the changeover time, or the time it takes to physically swap out build platforms.
Unplanned Downtime, as named, is the unintentional time equipment cannot be used for production. This may include sensor errors, network failures, repairs, failed print cleanup, or other issues.
| Carbon L1 | Form 4BL | |
| Planned Production Time (hours/year) | 8211 | 8211 |
| Unplanned Downtime (hours/year) | 161 | 80.5 |
| Maintenance (hours/year) | 20 | 10 |
| Availability | 87% | 93% |
Unplanned downtime is higher for the Carbon L1 as printing isn’t spread across multiple units, meaning all printing is down when a Carbon L1 has an issue. By contrast, an issue with a single printer that is a part of a fleet means printing is still continuing on other printers while the issue is resolved. For many issues, Formlabs printers can be maintenanced in-house, while Carbon printers require a technician.
Since throughput is roughly equivalent between the two systems, the divergence in availability is driven by the financial accessibility of redundancy. Because legacy units like Carbon L1 often cost >$70k per year to lease, they are often run at 100% capacity to justify the expense. High cost may prohibit some from purchasing another legacy unit, in which case there are no spare printers to run in case of an issue or maintenance.
With a single printer, a critical failure therefore means that the production line shuts down until the printer can be serviced, resulting in 0% availability for that printer during that time (typically 24-48 hours, as time is needed for a field service technician to arrive).
Looking at Form 4BL, by contrast: one Form 4BL is roughly 20% of the cost of the yearly lease for a Carbon L1 — and the Form 4BL is then owned outright. This makes purchasing an extra printer more accessible. In a scenario with an extra printer or safety unit, if a critical failure occurs on one printer, it can be replaced by the extra printer in under 15 minutes. In this scenario, only 15 minutes of production time are lost before production returns to 100% availability.
Maximizing availability can be achieved by minimizing downtime. One way to mitigate downtime is with a fleet of printers. For example, in a legacy industrial system, unplanned downtime could be a single sensor failure. While this is happening, availability is 0%, and production is completely halted. If a manufacturer was instead using a fleet of printers and this occurred for one printer, the other printers would continue printing, making for a slight drop in availability rather than a hard stop.
Insight: The low hardware costs of Form 4BL enable the purchasing of redundancy, keeping production up and running rather than resulting in the periods of 0% availability sometimes seen with the Carbon L1.
Performance
Performance = (Total Parts Produced / Run Time) / Ideal Run Rate
When calculating performance, it’s important to use the actual print time for parts and not the time estimate given by a printer or software. With high-throughput operations, even a difference of 30 seconds per build adds up over hours or days, so factoring actual versus projected time into calculations is key.
Print speed obfuscates the actual speed at which an operation runs. For example, a printer that prints at 100 mm/h may require time between prints for cooling, wiping, or recalibrating, adjusting the speed when the pauses are factored in. Knowing the actual print time will deliver a more accurate performance metric. Equipment that achieves estimated times will make it easier to run a fluid manufacturing operation. Beware of pauses in printers for wiping or recalibrating, which may add to the advertised or projected print time.
| Carbon L1 | Form 4BL | |
| Estimated print time | 22 min | 15 min |
| Actual print time | 23 min | 16 min |
| Performance | 96% | 94% |
Changeovers, such as swapping built platforms, tanks, or cartridges, affect performance. Our production model found a 2.53% loss in total capacity for the Carbon L1 due to changeover, while Form 4BL can achieve changeover times of one minute. To keep changeover losses low, know the time it will take to do each of these tasks as well as the frequency with which they will occur. 3D printers with longer-lasting tanks and higher throughput resin systems will require less changeover time, for better performance.
Resin Pumping System delivers 5 L of resin to the printer, minimizing cartridge changes. Additionally, resin consumption can be tracked on Dashboard for accurate material usage planning.
The time it takes to reset a printer between builds also affects performance. A Carbon L1 often requires 10-20 minutes to reset between builds, including draining resin and cleaning checks. By contrast, Form 4BL can have reset times of one minute, depending on the operator. Using Flex Build Platform with Quick Release Technology removes prints from the build platform without tools in seconds, not just minimizing time but streamlining workflows and eliminating the risk of part damage.
Flex Build Platform with Quick Release Technology makes it easy to remove parts in seconds. Eliminating the use of tools for print removal saves time, eliminates damage to parts, and is safer for technicians.
|
Action |
Carbon L1 |
Form 4BL |
|
Apply release film to build platform |
21 sec |
N/A |
|
Remove and replace build platform |
14 sec |
12 sec |
|
Remove models from build platform |
17 sec + manual removal from release film |
3 sec |
|
Total reset time |
52 sec |
15 sec |
Insight: The time it takes to reset a printer between builds decreases the time a Carbon L1 can be printing. Ecosystems with minimal changeover times, such as Form 4BL, will have better performance scores.
Quality
Quality = Good Parts / Total Parts
Quality measures good parts divided by total parts printed. “Good Parts” are parts that pass quality control and do not need to be reworked or reprinted. Scrap, or failed prints, and prints that require reprinting or additional postprocessing, are subtracted from the total prints to achieve the total of good parts. Ultimately, quality in this equation is yield.
| Carbon L1 | Form 4BL | |
| Quality | 99.5% | 99.0% |
Prints that are not “good” can be considered a negative value based on their waste of material, time, and labor. Some industrial 3D printers will boast a specific yield. However, it is important to read the fine print, as this may only be achieved through an additional, expensive service contract or a slower print mode.
Accuracy and precision are key to maximizing quality. Repeatably accurate parts are required for the production of appliances and restorations that fit. To reliably achieve quality parts, look for equipment that doesn’t require fine-turning settings or adjusting between cycles. Additionally, better surface finish off of the printer will minimize post-processing time.
Historically, legacy systems like a Carbon L1 held an advantage in consistency. However, recent technology, including Formlabs Low Force Display™ (LFD) Print Engine, has closed this gap, making quality high across systems.
Insight: Technical innovations including LFD technology on Form 4 Series 3D printers have closed the gap in consistency between Carbon L1 and Form 4BL.
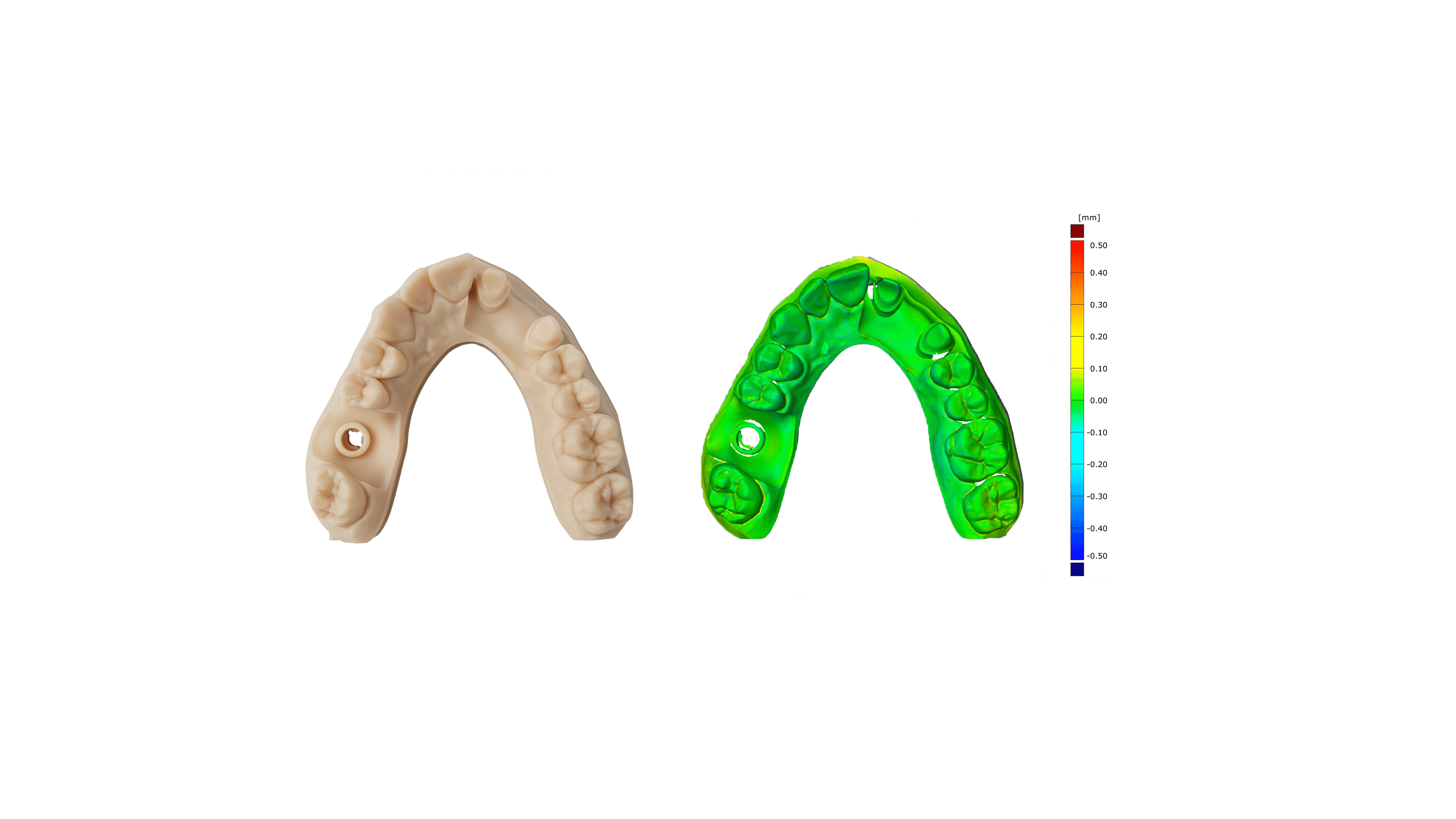
Restorative models printed in Precision Model Resin at 50 μm on Form 4BL have 95% of the surface within 50 μm of the CAD model and 99% of the surface within 100 μm.
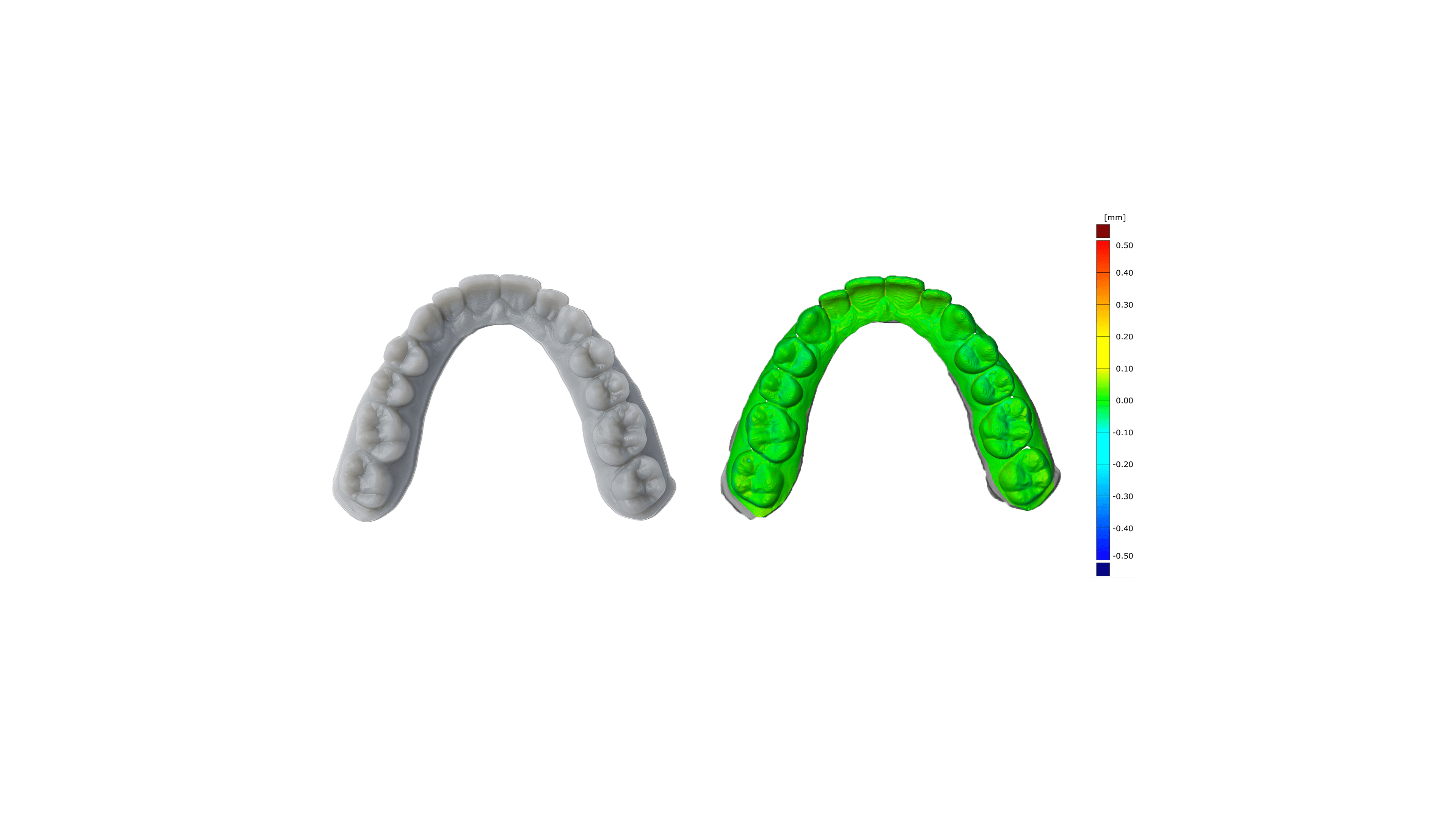
Models printed at 160 μm in Fast Model Resin on Form 4BL have 95% of the surface within 100 μm of the CAD model.

Request a Free Sample Part
See and feel Formlabs quality firsthand. We’ll ship a free 3D printed sample part printed on the Form 4B to your office.
The Manufacturing Power of a Reliable, Agile Fleet
When manufacturing at scale, reliability and redundancy are key to ensuring consistent, uninterrupted production. As the global standard for manufacturing productivity, OEE is the best metric by which to measure the true efficiency of dental labs and aligner manufacturers, enabling a better understanding of system throughput and cost per part. With this understanding, it’s easier to achieve predictable costs of goods and services (COGS) and on-time delivery.
The industry standard for OEE is 85%, with the Carbon L1 falling just under at 83.1% and Form 4BL 3D printers over at 86.5%. The fleet of Formlabs printers has an availability of 93% compared to 87%, showing that a redundant, distributed fleet offers the most reliable and consistent production.